一种高通量旋转圆盘污水磁分离装置及分离方法
文献发布时间:2023-06-19 11:59:12
技术领域
本发明是一种高通量旋转圆盘污水磁分离装置,属于水处理领域,主要涉及固体悬浮物、 有机物及重金属离子的净化。
背景技术
随着中国的迅速发展,国家政策极力重视民生保障问题。近年来,我国对污水处理的重 视程度不断提高,截至2012年,我国已建成污水处理厂达1670座,较之2000年的427座污水处理厂而言,已有了量的飞跃,且截至2012年,我国污水处理厂的污水处理能力已达1.17亿吨,污水处理率也由2000年的34%上升至87%。截至2013年,我国分散性污水处理设施达1706处,污水处理厂达3926座,工业污水处理设施492处。截至2015年,我国城 镇污水处理厂增长至6,910座,城镇污水日处理能力增至1.87亿吨,成为全球污水处理能 力最大的国家之一。种种数据表明我国对污水处理设施建设的重视,污水处理设施已成为污 染物总量控制工作的重要内容,同时,污水处理设施的建设已成为城市活污水、工业生产污水处理的主要控制手段。
水处理过程中必然面临固液高效分离问题,传统的固液分离技术主要集中在过滤、压滤、 重力沉降等方面。首先对于过滤技术,工业上基本使用圆盘过滤机,利用真空使固液分离, 形成滤饼,滤液循环再用,但是其对于粘性物料脱水效果差。沉降技术应用范围广,在选矿 厂、水厂中随处可见,如各式各样的沉淀池、澄清池、浓缩池等。沉降过程以及所用的设备 比较简单,使得重力沉降在各种固液分离技术中最便宜。有些难于过滤的物料能够借助沉降 法有效地分离,但是其分离效率低、占地面积大,对于超细颗粒处理效果不理想。而干燥分 离技术多用于寒冷地区的精矿脱水,以防冻车。筛分分离技术主要应用于大块物料的脱水。 传统的固液分离技术虽然对世界各国的工矿业发展起过非常重要的作用,但是时代的发展要 求有更为先进、更为精确的固液分离技术应用于现代工矿企业、乃至家庭生活中。
水处理固体悬浮物具有固体含量低、粒度细、比重低等特点,传统的固液分离难以达到 理想效果。磁分离技术是借助磁场力的作用,对磁性不同的物质进行分离的一种物理分离方 法。磁分离技术可以说是一门比较古老、较成熟的技术,最早应用于选矿和瓷土工业。1845 年,美国发表了工业磁选机的专利。磁分离技术作为有磁性差异的两种及多种物质的选别手 段,在矿石的精选、煤的脱硫、玻璃及水泥等的除铁、高岭土的提纯、生物工程中的细胞分 离、石化行业的催化剂回收等领域得到了广泛的应用。磁分离技术用于水处理工程,它又可 以称得上是一门新兴技术。从上世纪60年代开始,苏联用磁凝聚法处理钢厂除尘废水,60 年代末,美国MIT教授科姆发明高梯度磁过滤器,70年代美国应用磁絮凝法和高梯度磁分 离法处理钢铁、食品、化工、造纸等废水。1974年瑞典开始用磁盘法处理轧钢废水,随后 的75年日本开发盘式“两秒分离机”。我国从70年代中期到80年代初,将磁聚凝法、磁 盘法、高梯度磁分离法用于炼钢、轧钢废水的处理。近年来,磁分离技术在电镀废水、含酚 废水、湖泊水、食品发酵废水、市政废水、钢铁废水、厨房污水、屠宰废水、石油采出水等处理方面都取得了一定的研究成果,有的已经在实际废水处理中得到了很好的应用。
磁分离设备主要为HGMS和圆盘式磁分离器两大类。HGMS以高梯度为特征,圆盘式磁 分离器中的ReMagdiscTM以高场强为特征,都已发展成熟。超导磁分离机兼有二者特点,但实际应用还不成熟。自20世纪60年代末Kolm等成功研发第1台高梯度磁选实验装置以来,高梯度磁选机的研发得到了迅速发展。目前,国内外已研制了多种高梯度磁选机,如Sala型高梯度磁选机、VMS型高梯度磁选机、仿琼斯SHP系列湿式强磁选机、Slon型脉动 高梯度立环磁选机、SSS-Ⅱ双频脉冲双立环高梯度磁选机、DMG型立环脉动高梯度磁选机, 这些高梯度磁选机均为电磁磁系,因而结构复杂、造价高、能耗大、用水量大、处理量小。 且现有的磁选机都主要专注于磁性物料与非磁性物料的分选,不适用于水处理领域。
因而设计一款既可以用于磁性物料与非磁性物料的分选,也可以用于水处理领域的新型 磁选机对于我国乃至世界水处理领域具有重大意义。
发明内容
针对现有技术存在在用水量大、处理量小、结构复杂等缺陷,本发明的目的是在于提供 一种低成本、高效率磁分离装置,本装置可以实现液固的连续分离,处理量大,操作方便, 无需用水,有利于工业应用。
为了实现上述技术目的,本发明提供了一种高通量旋转圆盘污水磁分离装置,包括箱槽 和磁性圆盘分选系统,所述箱槽内设有四周和底部密封、顶部开口的污水处理腔体,所述污 水处理腔体的一侧为刮料区,另一侧为进料区,所述污水处理腔体内在进料区设有给料口和 混料装置,在刮料区设有出水口和磁性圆盘分选系统,所述磁性圆盘分选系统包括磁性圆盘、 旋转轴和旋转磁性圆盘电动机,所述旋转轴水平布设在箱槽上,所述磁性圆盘安装在旋转轴 上,并且通过旋转磁性圆盘电动机驱动旋转,所述磁性圆盘至少有部分设置在污水处理腔体 内,所述刮料区在箱槽的侧壁上设有出料口,所述箱槽在出料口上固定有与磁性圆盘位置、 数量相匹配的刮刀组,所述刮刀组由两片设置在磁性圆盘两侧的刮刀构成,所述刮刀与磁性 圆盘的间距小于带磁性物料的直径,所述箱槽的外侧在刮刀组的正下方设有与出料口对应的 出料斗。
本实施方式中,所述混料装置包括混料刀、曲柄摇杆机构和混料刀电动机,所述混料刀 设置在污水处理腔体的底部,所述混料刀电动机通过曲柄摇杆机构带动混料刀在污水处理腔 体底部来回移动。
本实施方式中,还包括自动控制系统,所述自动控制系统包括磁性物料检测器、控制柜 和PC,所述控制柜与用于给料口进水的给料口水泵、混料刀电动机、旋转磁性圆盘电动机 11、磁性物料检测器、PC连接,所述磁性物料检测器位于出水口内,磁性物料检测器与PC 连接,磁性物料检测器动态检测出水口内磁性物料的含量,将数据反馈给PC,PC根据磁性 物料含量,通过控制柜设定磁性圆盘旋转速度和给料口水泵的给料速度。
本实施方式中,所述磁性圆盘为永磁体加工而成的磁性圆盘。
本实施方式中,所述磁性圆盘的底部靠近污水处理腔体的底部,并且不与混料刀干涉。
本实施方式中,所述刮刀与磁性圆盘的侧面设有10°~30°的夹角,所述刮刀的刀刃 部与磁性圆盘接触。
本实施方式中,所述给料口设置在箱槽一侧底部,所述出水口设置在箱槽另一侧的底部, 并且与给料口相对设置。
本实施方式中,所述磁性圆盘由若干个磁块固定在两个相对称的金属圆盘型模具之间构 成。
本实施方式中,所述旋转轴上安装有多个平行、等距设置的磁性圆盘。
一种用于分离污水中磁性颗粒物的方法,利用上述高通量旋转圆盘污水磁分离装置,首 先在污水中投放带磁性颗粒吸附物料,将带了磁性颗粒吸附物料的污水从给料口进入箱槽, 开启混料刀电动机和旋转磁性圆盘电动机分别带动混料刀和磁性圆盘分选系统转动,带磁性 颗粒吸附物料吸附至磁性圆盘上,随磁性圆盘旋转至刮刀处,磁性物质被刮落至出料斗卸料, 非磁性物质从出水口处卸料。
设计原理依据:磁性圆盘主要基于磁性分离原理,磁性组分在永磁体作用下在磁性圆盘 面上吸附,并由旋转轴带动至刮刀处分离;在非磁性组分方面,在重力作用下,将在固定区 域离开箱槽,从而实现了磁性组分和非磁性组分的分离。
相对现有技术,本发明的技术方案带来的有益效果:
1、本发明所采用的卸料方案是使用刮刀将物料从磁性圆盘上刮下,工作过程中能够高 效率地持续自动卸料,物料可直接进入卸料区待下一步处理。并且采用刮刀进行卸料的方案 使得无需用水卸料,可以减少装置的用水量,刮刀耐磨且易进行更换维修,成本低。
2、本发明可以同时使用多个磁性旋转圆盘工作,装置简单,能够快速、高效、低成本 的实现大量物料分离。
3、本发明占地面积小,且装置结构简单,易维修,适于在多种工作环境中使用。
4、本发明的旋转圆盘磁分离装置处理物料的过程中可以连续操作,过程简单、操作方 便、自动化,满足工业化生产。
附图说明
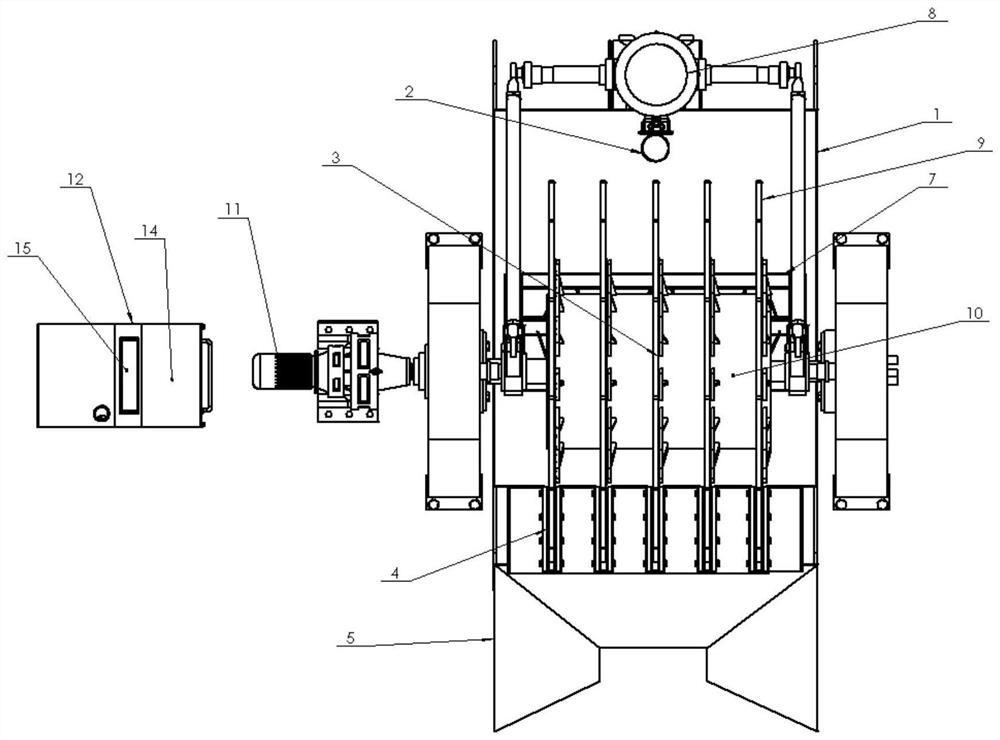
图1为本发明的俯视图。
图2为本发明的正视图。
图3为本发明的右视图。
图4为本发明实施例1的流程图。
图5为本发明实施例2的流程图。
图6为本发明实施例3的流程图。
图7为本发明实施例4的流程图。
图8为本发明实施例5的流程图。
其中,1、箱槽;2、给料口;3、磁性圆盘分选系统;4、刮刀;5、出料斗;6、出水口; 7、混料刀;8、混料刀电动机;9、磁性圆盘;10、旋转轴;11、旋转磁性圆盘电动机;12、 自动控制系统;13、磁性物料检测器;14、控制柜;15、PC。
具体实施方式
下面结合附图和实施例对本发明进行进一步具体说明,为了更清楚的说明本专利实施例 或现有技术中的技术方案,下面将对实施例或现有技术描述中所需使用的附图做简单的介 绍,显而易见的,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员 来讲,在不付出创造性劳动前提下,还可以根据这些附图获取其他的附图。
如图1至图3所示,一种旋转圆盘磁分离装置,包括固定在地面上的箱槽1、磁性圆盘 分选系统3和自动控制系统12。所述箱槽1内设有密封的污水处理腔体,所述污水处理腔体设有给料口2和出水口6,所述给料口2设置在箱槽1一侧底部,所述出水口6设置在箱 槽1另一侧的底部与给料口2相对,所述污水处理腔体内设有混料装置和磁性圆盘分选系统 3,所述混料装置包括混料刀7、曲柄摇杆机构和混料刀电动机8,所述混料刀7设置在污水 处理腔体的底部,所述混料刀电动机8通过曲柄摇杆机构带动混料刀7在污水处理腔体底部来回移动,所述磁性圆盘分选系统3包括磁性圆盘9、旋转轴10和旋转磁性圆盘电动机11,所述磁性圆盘9由永磁体加工而成,多个所述磁性圆盘9平行等间距安装在旋转轴10上, 所述旋转轴10水平布设在箱槽1上,通过旋转磁性圆盘电动机11驱动旋转,磁性圆盘9 设置在污水处理腔体内,优选的,磁性圆盘9的底部靠近污水处理腔体的底部,并且不与混 料刀干涉,所述箱槽1的一侧设有刮料区,所述刮料区上设有与磁性圆盘9位置、数量相匹 配的刮刀组,所述刮刀组由两片设置在磁性圆盘9的刮刀4构成,所述刮刀4与磁性圆盘9 的间距小于带磁性物料的直径,所述刮料区在刮刀组的正下方设有出料斗5,磁性圆盘9的 连续运动,使得污水处理腔体内污水中的带磁性的物料不间断被磁性圆盘9吸住,然后通过 刮刀组从磁性圆盘9上刮落,落入出料斗5直接卸料。所述的自动控制系统12包括磁性物 料检测器13、控制柜14和PC15。所述控制柜14与给料口水泵、混料刀电动机8、旋转磁 性圆盘电动机11、磁性物料检测器13、PC15连接,用于启动混料刀电动机8、旋转磁性圆 盘电动机11、磁性物料检测器13、PC15和给料口水泵。所述磁性物料检测器13位于出水 口6内,磁性物料检测器1与PC15连接,磁性物料检测器1动态检测出水口6内磁性物料 的含量,将数据反馈给PC15,PC15根据磁性物料含量,通过控制柜设定磁性圆盘9旋转速 度和给料速度。
本发明处理含磁性颗粒和非磁性颗粒混合物的过程如下:
通过给料口水泵将物料从给料口2泵入箱槽1,开启混料刀电动机8和旋转磁性圆盘电 动机11分别带动混料刀7和磁性圆盘分选系统3转动,磁性颗粒物料吸附至磁性圆盘9上, 随磁性圆盘9旋转至刮刀4处,磁性物质被刮落至出料斗5卸料,非磁性物质从出水口6处卸料,这样实现磁性固体物料和非磁性物料分离。
实施例1:
如图4所示,含磷淀粉废水含磷组分大部分(70-80%)为磷酸根,小部分(20-30%)为含磷有机物。Ca、Fe等金属离子可以与磷酸根形成磷酸盐沉淀,有效去除绝大部分磷酸根,但是其沉淀物粒度细、分散性强,极难沉降过滤,磁分离技术可以完美解决该问题;具有特定粒度特性的磁性晶核一方面对有机磷具备一定的吸附能力,另一方面可以作为磁分离 晶核,对于含磷淀粉废水的净化处理体现关键性作用。对于明阳生化含磷淀粉废水的净化方 案为磁流体晶核诱导技术,具体参数如下:石灰(pH9-10)或铁盐净化磷酸根、磁性晶核 TK1小于1g/L、PFS用量20mg/L、絮凝剂PAM10-15mg/L。
如表1、2所示,净化步骤:在箱槽1内添加石灰和磁性晶核TK1,混料装置以150r/min 的转速机械搅拌5min;添加PFS,混料装置以150r/min的转速机械搅拌5min;添加PAM,混料装置以100r/min的转速机械搅拌5min;然后经利用本装置进行磁选分离。化验结果见表1和表2。净化结果表明:磷净化率达到90%,COD有一定的降低(由于生化降解效率 较高,未做深入考虑),磁性晶核的引入极大地提高了固体悬浮物的净化效率,固体悬浮物 含量23mg/L。
表1淀粉废水净化试验结果
表2淀粉废水净化后金属离子含量
注:表中“----”表示未检出。
实施例2:
如图5所示,利用本发明旋转圆盘磁分离装置,并选用乙醇和硬脂酸对质量分数超过 98%的Fe3O4进行改性,用来处理油污染深井地下水,结合活性炭吸附法可使出水满足工 业用水水质标准。
实施例3:
如图6所示,利用本装置处理城市污水,选用纯度大于98%的四氧化三铁作为磁种, 在混凝剂硫酸铝和助凝剂PAM的共同作用下,污水中磷和COD的去除率分别为98.35%和 70.8%。
实施例4:
如图7所示,利用本装置处理含铬得电镀污泥的酸浸液和红土镍矿酸浸液。将电镀污泥 酸浸液注入反应釜,以80r/min进行搅拌,并保持温度在85℃。在整个反应过程中,有规 律地将预先称重的电弧炉(EAF)粉尘即磁性种子等量地加入到反应釜中。此外,红土镍矿 的酸浸液(作为额外的铁源)也在整个反应过程中逐渐被泵入釜内。以固定的速率泵入氢氧 化钠溶液(6.0mol/L),调节pH在2.5~4.0范围内。以恒定速率(0.6mL/min)泵入过氧化 氢溶液(6%),将Fe(II)缓慢氧化为Fe(III),并在反应器中保持低浓度的铁(<1g/L)。将溶液泵入本装置中,再将溶液由本装置进行磁分离。
如表3-5所示,本方法可以有效地回收铁和铬,且镍、铜和锌的损失较小。例如,在pH为3.0-3.5的条件下,5g/L磁性种子对铁和铬的回收率分别为88.33%和82.24%,而镍、铜和锌的损失率分别为5.15%、3.68%和9.69%。
表3电镀污泥酸浸液化学分析
表4红土镍矿酸浸液化学分析
表5不同pH值下磁分离得到的产物中不同金属离子的品位
实施例5:
如图8所示,利用本装置处理含钒石煤的氧压酸浸液。首先向从含钒石煤的氧压酸浸液 中加入所需量的磁性载体颗粒(EAF或磁铁矿样品),以350r/min的转速进行搅拌,再缓 慢地添加所需的聚合物溶液,继续搅拌5分钟,之后将处理好的悬浮液泵入本装置中进行磁 分离。
如表6所示,通过本方法,可以使含钒石煤的氧压酸浸液和未来的固体悬浮液处置成本 的显著降低,同时相比较于传统的沉降方法,磁絮凝过程不需要使用石灰中和用水冲洗,使 得溶液中V
表6去除固体悬浮物前后V
此外,需要说明的是,本专利不局限于上述实施方式,只要其零件未说明具体尺寸或形 状的,则该零件可以为与其结构相适应的任何尺寸或形状,且不论在其材料构成上作任何变 化,凡是采用本发明所提供的结构设计,都是本发明的一种变形,均应认为在本发明保护范 围之内。
- 一种高通量旋转圆盘污水磁分离装置及分离方法
- 一种动态加磁加药高效低耗处理市政污水的磁分离装置及方法