工件组装定位装置
文献发布时间:2023-06-19 12:02:28
技术领域
本申请涉及工件组装定位设备的技术领域,尤其涉及一种驱动定位件移动而使工件定位在预定位置的工件组装定位装置。
背景技术
在耳机的组装过程中,需要先将耳机进行定位,然后进行组装。由于耳机是不规则形状的物件,现有的定位技术中,只利用单一种治具不容易对各种形状的耳机零组件进行精确的定位,因而必须制作各种与零组件的形状配合的治具,才能使耳机的零组件进行精确定位,进而确保组装的良率。但是对于各种不同造型设计的耳机,都需要设置与之配合的治具,如此需要设置各种的治具,不仅增加耳机组装的成本,也会增加治具管理的问题。
发明内容
本申请实施例提供一种工件组装定位装置,其对于各种不规则形状的工件利用定位件做不同程度的膨胀,而使工件都能精确地定位在预定的位置,解决现有技术单一治具不易达成定位或多种治具会增加制作成本的问题,而且使工件精确定位后可以提高组装良率。
为了解决上述技术问题,本申请是这样实现的:
本申请一实施的工件组装定位装置,其包括工件放置座、工件定位模块、移动机构和锁定机构。工件放置座具有工件放置面。工件定位模块设置在工件放置面,工件定位模块包括定位件和驱动件,驱动件驱动定位件移动。移动机构包括移动操作组件、第一移动件和第一导引件,第一移动件与第一导引件滑动组接,而且驱动件与第一移动件连动,第一移动件与移动操作组件连动。锁定机构包括锁定操作组件和锁扣件,锁扣件与锁定操作组件连动。当移动操作组件使第一移动件沿第一导引件移动至驱动驱动件的驱动位置时,锁扣件锁扣定位移动操作组件,且定位件移动至定位工件的定位位置。
本申请通过驱动件与定位件设置在工件放置面的既定位置,而且移动机构使驱动件移动,从而使其移动至定位工件的定位位置,而且锁定机构能够使移动机构保持在定位,进而使定位件保持在定位工件的定位位置,使工件保持定位,以便操作员进行组装作业,而且可以根据各种工件的形状,使定位件移动到不同的定位位置,对应于不同形状的各种工件的组装作业。
附图说明
此处所说明的附图用来提供对本申请的进一步理解,构成本申请的一部分,本申请的示意性实施例及其说明用于解释本申请,并不构成对本申请的不当限定。在附图中:
图1是本申请一实施例的工件组装定位装置的立体图;
图2是图1的工件组装定位装置的部分立体分解图;
图3是图1的工件组装定位装置的另一视角的部分立体分解图;
图4是图1的工件组装定位装置的前视图;
图5是图4沿A-A线的剖视图;
图6是图1的工件组装定位装置的左侧视图;
图7是图4沿B-B线的剖视图;
图8是图4沿C-C线的剖视图;
图9是图4沿D-D线的剖视图;
图10是图1的工件组装定位装置的俯视图;
图11是图10沿E-E线的剖视图。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
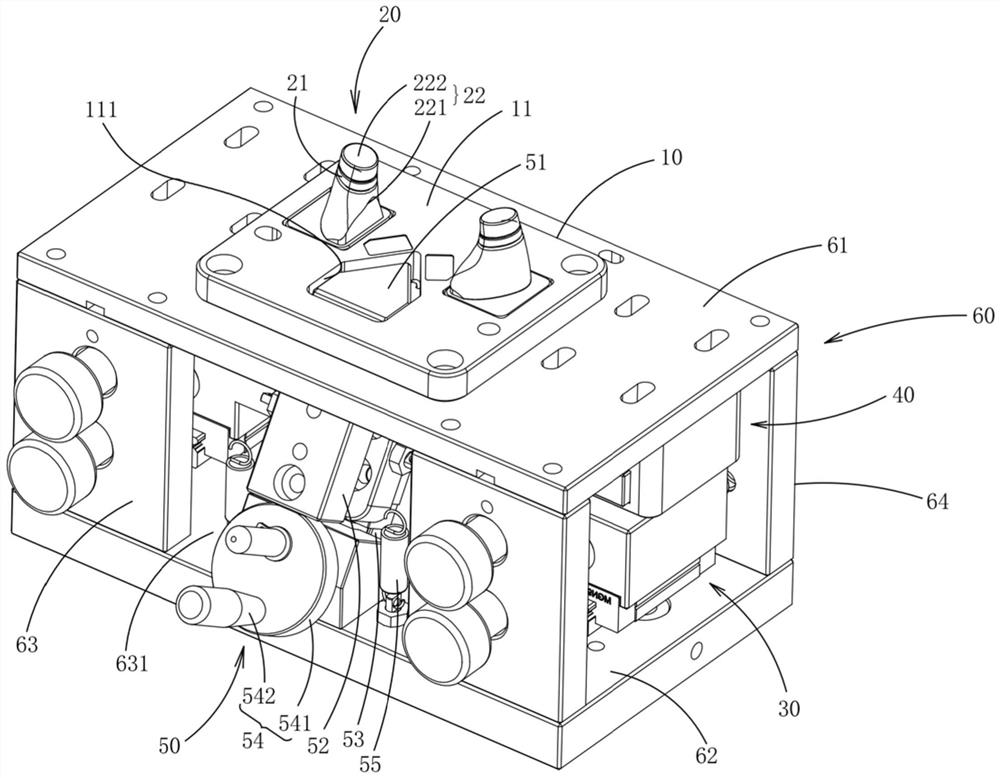
请参阅图1、图2、图3、图4、图5和图6,其中图1是本申请一实施例的工件组装定位装置的立体图,图2是图1的工件组装定位装置的部分立体分解图,图3是图1的工件组装定位装置的另一视角的部分立体分解图,图4是图1的工件组装定位装置的前视图,图5是图4沿A-A线的剖视图,图6是图1的工件组装定位装置的左侧视图。如图所示,本实施例的工件组装定位装置包括工件放置座10、工件定位模块20、移动机构30和锁定机构40。本实施例的工件组装定位装置还包括使工件顶升的工件顶升机构50。
工件放置座10具有工件放置面11。本实施例的工件放置座10呈板状,工件放置面11为工件放置座10的顶面。本实施例的工件组装定位装置还包括壳体60,工件放置座10设置于壳体60的外表面,移动机构30和锁定机构40设置于壳体60内部。如图1所示,本实施例的壳体60包括顶壁61、与顶壁61相对设置的底壁62、前侧壁63、与前侧壁63相对设置的后侧壁64,壳体60还包括左侧壁和右侧壁,为了清楚地表示内部的结构,因此左侧壁和右侧壁省略没有在图1表示出来。工件放置座10设置在壳体60的顶壁,壳体60内部的中间部分设有支持座65,用于设置工件顶升机构50,壳体60的前侧壁63具有开口631,工件顶升机构50从开口631露出,以便于操作。本实施例的工件组装定位装置包括两组移动机构30和锁定机构40,分别设置在支持座65的两侧。
请参阅图8、图10和图11,图8是图4沿C-C线的剖视图,图10是图1的工件组装定位装置的俯视图,图11是图10沿E-E线的剖视图。并请一并参阅图1,工件定位模块20设置在工件放置面11,工件定位模块20包括定位件21和驱动件22,驱动件22驱动定位件21移动。如图8所示,驱动件22设置且定位在工件放置座10,驱动件22包括基座部221和挤压部222,基座部221设置于工件放置面11,详言之,基座部221设置并定位在工件放置座10的凹槽12中,如图1所示,本实施例的基座部221为锥状的凸台,其凸出于工件放置面11,基座部221具有从顶面贯穿至底面的通孔2211,工件放置座10与壳体60的顶壁61也具有与通孔2211对应的贯孔,挤压部222包括挤压头2221和直径小于挤压头2221的延伸杆2222,延伸杆2222穿过基座部221的通孔2211和工件放置座10与壳体60的贯孔而延伸至壳体60的内部,挤压头2221具有与基座部221的顶面对应的尺寸。
如图8和图11所示,定位件21设置在基座部221和挤压部222的挤压头2221间,且挤压部222的延伸杆2222穿过定位件21,使得定位件21保持在基座部221的顶面与挤压部222的挤压头2221间。本实施例的定位件21为具有弹性变形件。当挤压部222向下移动而使挤压头2221挤压定位件21时,定位件21受到挤压而向外膨胀,调整挤压部222的移动量能使挤压头2221对定位件21产生不同程度的挤压,从而使定位件21产生不同程度的膨胀而使其表面膨胀移动到不同的预定位置。在一些实施例中,当定位件21受挤压并向外膨胀而接触工件,可使工件被抵压在预定位置而定位;在一些实施例中,定位件21具有黏性,因而当定位件21受挤压并向外膨胀而接触工件,定位件21的黏性可以使工件定位在预定的位置。
请参阅图7,其是图4沿B-B线的剖视图,请一并参阅图2、图3、图5、图6、图8和图11,如图所示,移动机构30包括移动操作组件31、第一移动件32和第一导引件33,第一移动件32与第一导引件33滑动组接,而且驱动件22与第一移动件32连动,第一移动件32与移动操作组件31连动。如图2、图3和图8所示,第一导引件33为设置于壳体60的支持座65的侧壁的导轨,第一导引件33是沿与壳体60的顶壁61和底壁62正交方向上延伸。第一移动件32与第一导引件33结合而且由第一导引件33导引沿着与壳体60的顶壁61和底壁62正交方向上下移动。
如图2、图3、图7和图11所示,第一移动件32包括第一移动件本体321和第一从动部322,第一从动部322设置于第一移动件本体321,第一移动件本体321与驱动件22连接且与第一导引件33滑动组接。第一移动件本体321为滑块且与第一导引件33结合,由第一导引件33的导引而上下移动。驱动件22的挤压部222的延伸杆2222与第一移动件本体321卡合,因此当第一移动件本体321由第一导引件33导引而上下移动时,第一移动件本体321带动驱动件22的挤压部222上下移动,从而使挤压部222移动而改变其与基座部221的顶面的距离,而挤压定位件21。本实施例的第一从动部322为从第一移动件本体321往移动操作组件31凸出的圆柱。
移动操作组件31包括第三移动件311和第三导引件312,第三导引件312设置于壳体60的底壁62且沿着与壳体60的前侧壁63与后侧壁64正交的方向延伸,第三移动件311沿第三导引件312移动,即第三移动件311沿着第三导引件312于壳体60的底壁62前后移动,第一移动件32包括第一移动件本体321和第一从动部322,第一从动部322设置于第一移动件32的一侧,第三移动件311在靠近第一移动件32的一侧具有第一导引面3111,第一导引面3111抵接于第一从动部322,第三导引件312的延伸方向与第一导引件33的延伸方向正交,第一导引面3111沿第三导引件312的延伸方向延伸且沿第一导引件33的延伸方向倾斜,即第一导引面3111是在壳体60的上下方向倾斜,而且靠近前侧壁63处较低,靠近后侧壁64处较高。这样,当第三移动件311由第三导引件312的导引前后移动时,第一导引面3111推压第一从动部322,因此第三移动件311在水平方向的移动通过倾斜的第一导引面3111使第一从动部322在垂直方向移动,从而使第一移动件32由第一导引件33的导引而上下移动。
如图2和图5所示,移动机构30还包括第一弹性件34,第一弹性件34分别与壳体60和移动操作组件31抵接。第一弹性件34是与第三移动件311抵接,使第三移动件311复位。
如图2、图3、图5、图6和图11所示,锁定机构40包括锁定操作组件41和锁扣件42,锁扣件42与锁定操作组件41连动。锁定操作组件41包括第四移动件411和第四导引件412,第四移动件411沿所述第四导引件412移动。第四导引件412包括彼此连通的第一导引槽4121与第二导引槽4122,第一导引槽4121的延伸方向与第二导引槽4122的延伸方向正交,第四移动件411被配置为沿第一导引槽4121移动,锁扣件42的第二从动部422被配置为沿第二导引槽4122移动。第一导引槽4121是沿着与壳体60的前侧壁63与后侧壁64正交的方向延伸,而第二导引槽4122则是沿着与壳体60的顶壁61与底壁62正交的方向延伸。因此第四移动件411的移动方向与锁扣件42的移动方向彼此正交。
如图6和图11所示,第四移动件411具有第二导引面4111,锁扣件42包括锁扣部421和第二从动部422,第二从动部422设置于锁扣部421的相对两侧,而且第二从动部422抵接第二导引面4111。第四移动件411具有上下贯穿的槽孔4112,锁扣部421穿过槽孔4112,锁扣部421与移动操作组件31卡合或分离。移动操作组件31的第三移动件311的上表面设置卡合孔3112,通过锁扣部421插置于第三移动件311的卡合孔3112或从卡合孔3112脱离,使得锁扣部421与移动操作组件31卡合或分离。第二导引面4111为斜面,第四移动件411由第一导引槽4121导引在水平方向的移动通过第二导引面4111推压第二从动部422而使锁扣件42沿着第二导引槽4122在垂直方向移动。
如图2和图5所示,锁定机构40还包括第二弹性件43与第三弹性件44,第二弹性件43分别与壳体60和锁定操作组件41抵接,第三弹性件44分别与壳体60和锁扣件42抵接,使锁扣件42能够锁扣移动操作组件31。第二弹性件43与第四移动件411抵接,用于使第四移动件411复位。第三弹性件44抵接于锁扣部421,其用于施加弹力于锁扣部421,使锁扣部421保持插置于第三移动件311的卡合孔3112中。
如图4和图5所示,移动机构30还包括第一操作手把35,第一操作手把35水平延伸且穿过壳体60且与移动操作组件31连接,第一操作手把35是与第三移动件311组接,操作员通过握持推拉第一操作手把35能够使第三移动件311于水平方向移动。锁定机构40还包括第二操作手把45,第二操作手把45水平延伸且穿过壳体60且与锁定操作组件41连接,第二操作手把45是与第四移动件411组接,操作员通过握持推拉第二操作手把45能够使第四移动件411于水平方向移动。
请参阅图9,其是图4沿D-D线的剖视图,请一并参阅图1和图4,如图所示,工件顶升机构50包括顶升件51、第二移动件52和第二导引件53,顶升件51设置在所述第二移动件52,第二移动件52与第二导引件53滑动组接,顶升件51从工件放置座10的工件放置面11突出或缩回。工件顶升机构50还包括顶升操作组件54,顶升操作组件54包括偏心轮541,第二移动件52与偏心轮541的外周面抵接,第二移动件52的移动路径的延长线通过偏心轮541的旋转中心。第二导引件53为直线形的导轨,其设置在壳体60的支持座65的倾斜面651上,而且第二导引件53沿着与壳体60的顶壁61与底壁62相交的方向延伸。第二移动件52设置在支持座65的倾斜面651上且与第二导引件53结合,通过第二导引件53的导引在倾斜面651上可上下移动。
顶升件51连接于第二移动件52的一端,而随着第二移动件52上下移动。工件放置座10的工件放置面11具有通孔111,顶升件51能够穿过通孔111而从工件放置面11突出或缩回。第二移动件52与顶升件51相对的一端抵接于顶升操作组件54的偏心轮541的外周面。当偏心轮541旋转时,通过偏心轮541的外周面与第二移动件52的接触位置变化,使第二移动件52与偏心轮541轴心的距离产生改变,从而使第二移动件52沿第二导引件53移动,而使顶升件51从工件放置面11突出或缩回。顶升操作组件54还包括第三操作手把542,第三操作手把542设置在偏心轮541上且位于离偏心轮541的轴心的最远处。当第三操作手把542位于最低点时,第二移动件52与偏心轮541的轴心的距离最近,此时顶升件51低于工件放置面11。操作员握持第三操作手把542且旋转偏心轮541,使第二移动件52移动而使顶升件51从工件放置面11逐渐凸出。工件顶升机构50还包括第四弹性件55,其两端分别连接于壳体60的底壁62与第二移动件52。当偏心轮541旋转使第二移动件52移动而使顶升件51凸出工件放置面11后,操作员放开第三操作手把542后,第四弹性件55的弹力拉动第二移动件52向下移动而复位,同时使顶升件51回到低于工件放置面11的位置。
本申请的工件组装定位装置在使用时,当使第一移动件32沿第一导引件33移动至驱动驱动件22的驱动位置时,锁扣件42锁扣定位移动操作组件31,且定位件21移动至定位工件的定位位置。操作员先将工件放置在工件放置座10的工件放置面11上,然后握持第一操作手把35推压移动操作组件31的第三移动件311,使第三移动件311沿第三导引件312往壳体60的后侧壁64移动而且推压第一弹性件34,此时第三移动件311的第一导引面3111推压第一移动件32的第一从动部322,使第一移动件32沿第一导引件33向下移动。由于驱动件22的挤压部222的延伸杆2222连接于第一移动件32,因此挤压部222随着第一移动件32向下移动,使挤压部222的挤压头2221挤压定位件21膨胀而移动至定位工件的定位位置。同时第三移动件311沿第三导引件312往壳体60的后侧壁64移动直到锁扣部421落入第三移动件311的卡合孔3112中,此时第三弹性件44推压锁扣件42,使锁扣件42的锁扣部421保持插置于卡合孔3112中而使使第三移动件311保持定位,从而使第一移动件32连带使驱动件22起到定位的作用,此时定位件21保持在预定的膨胀程度,即定位件21的表面移动至预定的定位位置而使工件定位,以便于操作员对工件进行加工或组装作业。
当加工或组装作业完成后,操作员握持第二操作手把45推压锁定操作组件41的第四移动件411,使第四移动件411在第四导引件412中往后侧壁64的方向移动并且压缩第三弹性件44,此时第四移动件411的第二导引面4111推压锁扣件42的第二从动部422,使锁扣件42抵抗第三弹性件44的弹力上升,从而使锁扣件42的锁扣部421脱离第三移动件311的卡合孔3112。第三移动件311由于第一弹性件34的弹力往前侧壁63的方向移动复位,同时第三移动件311的第一导引面3111移动,使第一导引面3111与第一移动件32的第一从动部322分离,此时驱动件22的挤压部222释放对定位件21的挤压力,而定位件21由于本身的弹性从膨胀状态回复到收缩的状态,而且缩回的定位件21由于体积聚集而推动挤压部222上升,连带使第一移动件32上升复位。然后操作员释放第二操作手把45,第四移动件411由于第三弹性件44的弹力而往前侧壁63方向移动复位。
操作员握持第三操作手把542且旋转偏心轮541,使第二移动件52移动而使顶升件51从工件放置面11逐渐凸出,从而使工件推升而离开工件放置面11,此时操作员取下已完成加工或组装的工件,并释放第三操作手把542,第二移动件52通过第四弹性件55的弹力而向下移动复位。如此完成工件组装或加工定位的操作。
本申请通过驱动件与定位件设置在工件放置面的既定位置,而且移动机构使驱动件移动,从而挤压定位件使其移动至定位工件的定位位置,而且锁定机构能够使移动机构保持在定位,进而使定位件保持在定位工件的定位位置,使工件保持定位,以便操作员进行组装作业,而且可以根据各种工件的形状,使定位件移动到不同的定位位置,对应于不同形状的各种工件的组装作业。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者装置不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者装置所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括该要素的过程、方法、物品或者装置中还存在另外的相同要素。
上面结合附图对本申请的实施例进行了描述,但是本申请并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本申请的启示下,在不脱离本申请宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本申请的保护之内。
- 工件组装装置、工件组装装置的控制方法以及工件组装装置的控制程序及记录介质
- 一种分段式焊接台的工件组装定位装置