一种电线电缆生产用框绞机及其使用方法
文献发布时间:2023-06-19 12:02:28
技术领域
本发明属于电缆生产技术领域,具体涉及一种电线电缆生产用框绞机及其使用方法。
背景技术
框绞机适用于绞制大长度、大截面积铝、铝合金线、裸铜线、钢芯铝绞线、扇形导体以及交联紧压缆芯的绞合。
框绞机主要由主绞笼、紧压装置、计米器、强力双牵引装置、收排线架、传动系列和电控系统构成,现有的框绞机在使用时,需要将多个线盘放入到框绞机上的线盘架上,位于线盘架上的气缸推动夹块对放入的线盘进行夹持固定,从而完成对框绞机使其前的准备工作,存在的不足之处有:需要放入的线盘较多,对于操作人员来说,劳动强度较大,且通过人工逐个将线盘放入到线盘架上工作效率较低,不便于框绞机的高效率运行。
发明内容
本发明的目的在于提供一种电线电缆生产用框绞机及其使用方法,以解决现有技术中存在的框绞机使用时线盘不便快速安装的问题。
为实现上述目的,本发明提供如下技术方案:一种电线电缆生产用框绞机,包括底座以及设置在其上端的框绞机、框绞机上的轮盘,所述底座前面设有缺口,缺口两侧内壁和后内壁上分别设置有滚动槽与主接近开关,滚动槽内滚动连接有滑块,滑块之间设置有安装盒,安装盒内设置有安装板,所述安装板上设置有若干个线盘座,且安装板与安装盒之间设置有升降组件,升降组件包括设置在安装板底端面上的定位杆,定位杆与底座之间设置有限高组件,所述滑块与底座之间设置有水平移动组件,所述底座上端面和轮盘侧壁上分别设置有光电开关组、控制器与挡板,所述主接近开关和光电开关组输出端与控制器电性连接。
优选的,所述缺口后内壁上设有凹槽,所述凹槽内壁上设置有固定板,所述固定板上设有活动孔,所述活动孔内贯穿有弹簧推杆,所述弹簧推杆伸出端与主接近开关连接。
优选的,所述滑块底端面上对称设置有滚轮,所述滑块通过滚轮与滚动槽滚动连接,所述线盘座为锥形结构。
优选的,所述定位杆均设置在安装板底端面两侧,所述升降组件还包括设置在安装板底端中部位置的液压推杆,所述安装盒底端面两侧以及中部位置分别设有定位孔和穿孔,所述定位杆与液压推杆伸缩端分别穿出于定位孔和穿孔,所述安装盒底端设置有放置架,所述放置架上分别设置有所述液压推杆底座和液压泵,且液压泵进出油口端均设置有输油管,液压泵进出油口端的输油管分别与液压推杆出进油口端连接,所述液压泵控制端与控制器电性连接。
优选的,所述限高组件包括设置在底座底端面上的尺杆,尺杆外部标注有刻度线,且限高组件还包括设置在一侧定位杆底端侧壁上的顶压杆,所述尺杆上滑动套设有滑套,所述滑套内壁上设有螺纹孔,所述螺纹孔内插设有锁止螺栓,所述滑套侧壁上设置有副接近开关,所述副接近开关输出端与控制器电性连接,且副接近开关工作面与顶压杆位于同一竖直线上。
优选的,所述水平移动组件包括分别设置在两侧滑块前面的限位孔和丝孔,限位孔内贯穿有限位杆,丝孔内丝扣连接有丝杆,所述限位杆后端设置在滚动槽后内壁上,一侧滚动槽后内壁上设有通孔,丝杆贯穿于通孔,所述丝杆伸出端与抱闸减速电机输出轴端联接,且抱闸减速电机控制端与控制器电性连接,所述抱闸减速电机控制端与控制器之间电性连接有倒顺开关,所述主接近开关工作面与安装盒的移动面位于同一水平面上。
优选的,所述挡板运动轨迹穿插于光电开关组之间,且底座上端设置有指示灯,所述指示灯控制端经光电开关组与控制器电性连接。
一种电线电缆生产用框绞机的使用方法,包括以下步骤:
步骤一:线盘物料准备安装;
步骤二:限高组件、轮盘位置调节;
步骤三:线盘安装。
优选的,所述步骤一中,通过水平移动组件内的抱闸减速电机、倒顺开关、丝杆和限位杆的作用下,使推动滑块上安装盒在缺口内向外侧水平移动,将线盘套入到安装板上的线盘座进行定位固定,之后在倒顺开关作用下使抱闸减速电机输出轴端反转,安装盒重新回位到缺口内,且缺口后内壁上的主接近开关在安装盒接近时通过控制器驱动抱闸减速电机关闭,对安装盒工作位置进行限定。
优选的,所述步骤二中,根据放入线盘的规格大小对限高组件内的副接近开关高度进行调节,将锁止螺栓拧松后使滑套在尺杆上进行滑动,使滑套上对应刻度高度与顶压杆之间的距离为线盘安装高度为准,并将锁止螺栓重新拧紧,对滑套和副接近开关进行位置固定,之后缓慢转动轮盘,使轮盘侧壁上的挡板中部位于光电开关组之间,光电开关组将输出信号传输给控制器,控制器驱动指示灯亮灯表示轮盘定位完毕。
优选的,所述步骤三中,通过控制器驱动液压泵启动,液压泵内部液压油经输油管排入到液压推杆进油腔内,从而带动液压推杆伸缩端竖向移动,液压推杆伸缩端带动安装板进行竖向移动,且液压推杆竖向移动量由顶压杆与副接近开关之间的设定距离决定,线盘座上的线盘朝框绞机线盘安装点方向插入,框绞机并通过气缸推动夹块对插入的线盘进行夹持固定,之后控制器驱动液压泵内的液压油进行反向流动,从而使液压推杆进行回位,完成对线盘的快速安装。
与现有技术相比,本发明的有益效果是:
本发明通过将线盘放入到安装板上的线盘座上,并通过水平移动组件内的抱闸减速电机、丝杆和定位杆将其运送到框绞机线盘安装位下方,通过限位组件内的尺杆、锁止螺栓、滑套和副接近开关对安装板的抬升高度进行限定,升降组件内的液压推杆对安装板进行竖向抬升,从而使放置的多个线盘同时插入到框绞机线盘安装位,便于线盘的快速安装。
附图说明
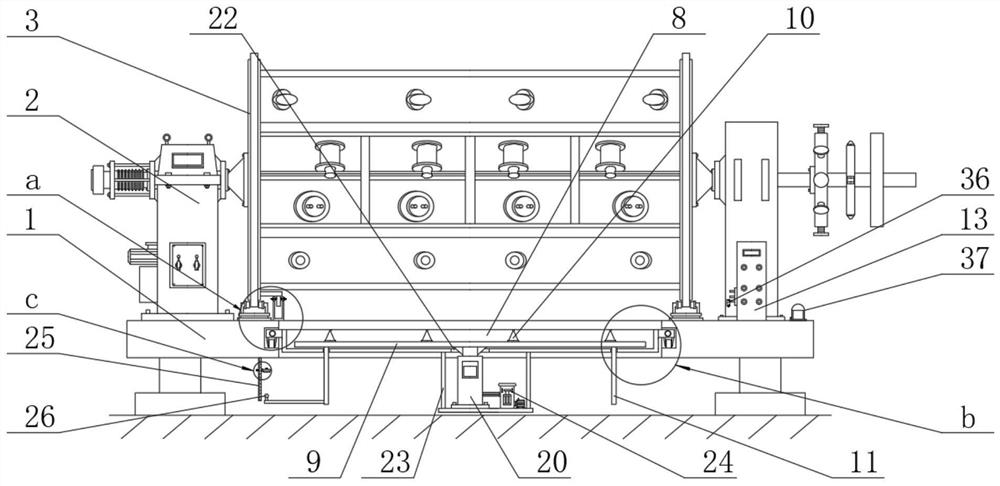
图1为本发明的整体结构示意图;
图2为图1的局部剖视示意图;
图3为本发明的底座俯视局部剖切示意图;
图4为本发明的底座、安装盒、安装板和水平移动组件分解结构示意图;
图5为图2的a处放大示意图;
图6为图2的b处放大示意图;
图7为图2的c处放大示意图;
图8为图3的d处放大示意图;
图9为图4的e处放大示意图;
图10为图4的f处放大示意图。
图中:1底座、2框绞机、3轮盘、4缺口、5滚动槽、6主接近开关、7 滑块、8安装盒、9安装板、10线盘座、11定位杆、12光电开关组、13控制器、14挡板、15凹槽、16固定板、17活动孔、18弹簧推杆、19滚轮、20液压推杆、21定位孔、22穿孔、23放置架、24液压泵、25尺杆、26顶压杆、 27滑套、28螺纹孔、29锁止螺栓、30副接近开关、31限位孔、32丝孔、33 限位杆、34丝杆、35抱闸减速电机、36倒顺开关、37指示灯、101通孔。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
请参阅图1-10,一种电线电缆生产用框绞机,包括底座1以及设置在其上端的框绞机2、框绞机2上的轮盘3,所述底座1前面设有缺口4,缺口4 两侧内壁和后内壁上分别设置有滚动槽5与主接近开关6;
所述底座1上端面和轮盘3侧壁上分别设置有光电开关组12、控制器13 与挡板14,光电开关组12型号为BF-M12JG-30N1,所述主接近开关6和光电开关组12输出端与控制器13电性连接。
所述缺口4后内壁上设有凹槽15,所述凹槽15内壁上焊接又或者螺钉连接有固定板16,所述固定板16上设有活动孔17,所述活动孔17内贯穿有弹簧推杆18,所述弹簧推杆18伸出端与主接近开关6螺接又或者卡扣连接,主接近开关6型号为PM12-04N,弹簧推杆18设计对主接近开关6预留空行程,避免了外界物体对主接近开关6造成挤压损伤。
滑块7之间焊接又或者卡接有安装盒8,安装盒8内设置有安装板9,所述安装板9上设置有四个线盘座10,滚动槽5内滚动连接有滑块7,所述滑块7底端面上对称螺栓连接有滚轮19,所述滑块7通过滚轮19与滚动槽5滚动连接,滚轮19设计便于滑块7在滚动槽5内滚动,所述线盘座10为锥形结构,线盘座10锥形设计便于对线盘进行套入安装;
安装板9与安装盒8之间设置有升降组件,升降组件包括设置在安装板9 底端面上的定位杆11;
所述定位杆11均焊接在安装板9底端面两侧,所述升降组件还包括设置在安装板9底端中部位置的液压推杆20,所述安装盒8底端面两侧以及中部位置分别设有定位孔21和穿孔22,所述定位杆11与液压推杆20伸缩端分别穿出于定位孔21和穿孔22,定位杆11对安装板9的竖向移动方向进行定位,且对安装板9起到一定的支撑作用,所述安装盒8底端焊接有放置架23,所述放置架23上分别螺栓连接有所述液压推杆20底座和液压泵24,液压泵24型号为DYB1.5,且液压泵24进出油口端均螺接有输油管,液压泵24进出油口端的输油管分别与液压推杆20出进油口端连接,所述液压泵24控制端与控制器13电性连接,控制器13型号为TPC8-8TD,控制器13对液压泵24的开闭以及液压油换向进行智能控制,液压推杆20在液压泵24的作用下推动安装板9进行竖向移动。
定位杆11与底座1之间设置有限高组件;
所述限高组件包括焊接在底座1底端面上的尺杆25,尺杆25外部标注有刻度线,且限高组件还包括焊接在左侧定位杆11底端侧壁上的顶压杆26,所述尺杆25上滑动套入有滑套27,所述滑套27内壁上设有螺纹孔28,所述螺纹孔28内插入有锁止螺栓29,所述滑套27侧壁上螺钉连接又或者粘接有副接近开关30,副接近开关30型号为PM12-04N,所述副接近开关30输出端与控制器13电性连接,且副接近开关30工作面与顶压杆26位于同一竖直线上,安装板9的竖向移动会带动定位杆11上的顶压杆26进行竖向移动,当顶压杆26靠近副接近开关30时,控制器13会通过中间继电器驱动液压泵24关闭,避免液压推杆20伸缩端移动过量;
所述滑块7与底座1之间设置有水平移动组件;
所述水平移动组件包括分别设置在两侧滑块7前面的限位孔31和丝孔 32,限位孔31内贯穿有限位杆33,丝孔32内丝扣连接有丝杆34,所述限位杆33后端焊接在滚动槽5后内壁上,右侧滚动槽5后内壁上设有通孔101,丝杆34贯穿于通孔101,所述丝杆34伸出端与抱闸减速电机35输出轴端联接,抱闸减速电机35型号为GV22,抱闸减速电机35外部与底座1间螺栓连接固定,且抱闸减速电机35控制端与控制器13电性连接,所述抱闸减速电机35控制端与控制器13之间电性连接有倒顺开关36,倒顺开关36型号为 BQXN58,倒顺开关36控制抱闸减速电机35的正反转,所述主接近开关6工作面与安装盒8的移动面位于同一水平面上,当主接近开关6工作面与安装盒8接近时,控制器13会驱动抱闸减速电机35停机,从而对安装盒8的位置进行初步限定。
所述挡板14运动轨迹穿插于光电开关组12之间,且底座1上端螺钉连接有指示灯37,指示灯37型号为AD16-22D/S,所述指示灯37控制端经光电开关组12与控制器13电性连接,当挡板14位于光电开关组12之间时,控制器13接收信号后驱动指示灯37亮灯,便于操作人员了解到轮盘3是否位于安装位置。
请参阅图1-10,一种电线电缆生产用框绞机的使用方法,包括以下步骤:
步骤一:线盘物料准备安装;通过水平移动组件内的抱闸减速电机35、倒顺开关36、丝杆34和限位杆33的作用下,使推动滑块7上安装盒8在缺口4内向外侧水平移动,将线盘套入到安装板9上的线盘座10进行定位固定,之后在倒顺开关36作用下使抱闸减速电机35输出轴端反转,安装盒8重新回位到缺口4内,且缺口4后内壁上的主接近开关6在安装盒8接近时通过控制器13驱动抱闸减速电机35关闭,对安装盒8工作位置进行限定。
步骤二:限高组件、轮盘位置调节;根据放入线盘的规格大小对限高组件内的副接近开关30高度进行调节,将锁止螺栓29拧松后使滑套27在尺杆 25上进行滑动,使滑套27上对应刻度高度与顶压杆26之间的距离为线盘安装高度为准,并将锁止螺栓29重新拧紧,对滑套27和副接近开关30进行位置固定,之后缓慢转动轮盘3,使轮盘3侧壁上的挡板14中部位于光电开关组12之间,光电开关组12将输出信号传输给控制器13,控制器13驱动指示灯37亮灯表示轮盘3定位完毕。
步骤三:线盘安装;通过控制器13驱动液压泵24启动,液压泵24内部液压油经输油管排入到液压推杆20进油腔内,从而带动液压推杆20伸缩端竖向移动,液压推杆20伸缩端带动安装板9进行竖向移动,且液压推杆20 竖向移动量由顶压杆26与副接近开关30之间的设定距离决定,线盘座10上的线盘朝框绞机2线盘安装点方向插入,框绞机2并通过气缸推动夹块对插入的线盘进行夹持固定,之后控制器13驱动液压泵24内的液压油进行反向流动,从而使液压推杆20进行回位,完成对线盘的快速安装。
本实施例的工作原理如下:在对框绞机2进行使其前,操作人员首先分别将主接近开关6、光电开关组12、控制器13、液压泵24、副接近开关30、抱闸减速电机35和指示灯37电源端连接外置电源,之后通过控制器13驱动抱闸减速电机35输出轴端进行正向转动,其带动丝杆34在滑块7上的丝孔 32内进行丝扣转动,丝杆34的转动对滑块7产生旋转趋势,限位杆33对滑块7的转动方向进行限位,故而使滑块7在滚动槽5内进行水平移动,从而使安装盒8向外侧移动,待安装盒8移出框绞机2底端面范围后对抱闸减速电机35进行关闭处理,操作人员将线盘放入到安装板9上的线盘座10上进行定位固定,根据放入线盘的规格大小对限高组件内的副接近开关30高度进行调节,将锁止螺栓29拧松后使滑套27在尺杆25上进行滑动,使滑套27 上对应刻度高度与顶压杆26之间的距离为线盘安装高度为准,并将锁止螺栓29重新拧紧,对滑套27和副接近开关30进行位置固定,之后缓慢转动轮盘 3,使轮盘3侧壁上的挡板14中部位于光电开关组12之间,光电开关组12 将输出信号传输给控制器13,控制器13驱动指示灯37亮灯表示轮盘3定位完毕;
在倒顺开关36作用下使抱闸减速电机35输出轴端反转,安装盒8重新回位到缺口4内,且缺口4后内壁上的主接近开关6在安装盒8接近时通过控制器13驱动抱闸减速电机35关闭,对安装盒8工作位置进行限定,此时顶压杆26顶压端与副接近开关30位于同一竖直线上,通过控制器13驱动液压泵24启动,液压泵24内部液压油经输油管排入到液压推杆20进油腔内,从而带动液压推杆20伸缩端竖向移动,液压推杆20伸缩端带动安装板9进行竖向移动,且液压推杆20竖向移动量由顶压杆26与副接近开关30之间的设定距离决定,线盘座10上的线盘朝框绞机2线盘安装点方向插入,框绞机 2并通过气缸推动夹块对插入的线盘进行夹持固定,之后控制器13驱动液压泵24内的液压油进行反向流动,从而使液压推杆20进行回位,完成对线盘的快速安装。
以上所述,仅为本发明的较佳实施例而已,并非用于限定本发明的保护范围。
- 一种电线电缆生产用框绞机及其使用方法
- 一种生产电线电缆用的高效绞线机