一种成排叶片装焊定位装置及装焊定位叶片的方法
文献发布时间:2023-06-19 12:04:09
技术领域
本发明涉及叶片装焊定位技术领域,尤其涉及一种成排叶片装焊定位装置及装焊定位叶片的方法。
背景技术
随着社会用电以及企业用电的不断攀升,我国的电力工业和电力技术也在相应的发展和提升,从各个方面加大了电力工业发展的力度,特别是锅炉的使用,以便能够保证电力的安全和足量生产。在锅炉的运行中,引风机是关键要素,二引风机工作需要通过叶片旋转,因此对叶片的装焊定位显得尤为重要。
由于锅炉属于大型设备,在叶片装焊定位时,操作会有很多不便,对安装精度的要求高,现有的对叶片的装焊定位都是单独定位,这种定位方式效率低,不能实现整体的安装,不利于运用在实际的生产中,成排安装的叶片在定位时对称度低,安装的不规则,不能保持一致性。
发明内容
为克服现有技术中存在的上述问题,本发明提供了一种成排叶片装焊定位装置及装焊定位叶片的方法。
本发明公开一种成排叶片装焊定位装置,包括叶片装焊定位装置、椭圆筒体、叶片和中心斜筒体,所述中心斜筒体倾斜20~80度穿过所述椭圆筒体中心点,所述叶片成排安装在所述椭圆筒体内,完成叶片的基础安装;所述叶片装焊定位装置包括多边型框架、至少两个叶片定位条板和中心斜筒靠板,所述叶片定位条板横向相互平行安装在所述多边型框架中,所述叶片通过所述叶片定位条板定位,通过叶片定位条板实现叶片与多边型框架的安装,所述多边型框架摆放在所述椭圆筒体下方,通过叶片装焊定位装置实现叶片与椭圆筒体的定位安装,所述中心斜筒靠板安装在所述多边型框架左侧,所述中心斜筒靠板与所述中心斜筒体相连接,通过中心斜筒靠板固定中心斜筒体的倾斜方向,保证叶片装焊定位装置与叶片基础结构之间安装的稳定性,相邻所述叶片定位条板之间安装槽钢,通过槽钢将相邻的叶片定位条板进行连接固定。
在此基础上,所述椭圆筒体筒体为8~9米、筒体宽度为6~7米、筒体高度为0.5~1米,所述叶片设为月芽形状,所述中心斜筒体左侧所述叶片为整条安装,由于倾斜安装中心斜筒体,其余所述叶片以所述多边型框架的横向中心线为对称轴对称安装在中心斜筒体两侧,所述叶片长度范围为1~6米,保证叶片在整体安装以及对称安装时长度均能与筒体的尺寸相匹配。
在此基础上,所述多边型框架以横向中心线作为分界线分为上下两个五边型钢板,所述五边型钢板上安装至少两个工字钢和端板,所述端板通过至少两组相互配合的第一螺栓和第一螺母安装在所述五边型钢板两端端口处,所述多边型框架采用哈夫连接,通过对称设置的五边型钢板,两端安装端板,通过第一螺栓和第一螺母将端口处固定组合成八边形框架,对单侧的五边型钢板操作,较整体安装操作便捷。
在此基础上,所述叶片定位条板包括H型钢、梯型加强筋和至少两个斜靠板,所述H型钢横向固定在所述多边型框架上,所述梯型加强筋安装在H型钢底部,所述斜靠板成排固定在所述H型钢上,通过H型钢将叶片定位条板整体与多边型框架固定。
在此基础上,所述斜靠板包括定位板、底板和两个侧筋板,所述定位板安装在所述底板上方,所述侧筋板安装在所述定位板两侧,所述底板通过底部的圆锥销、第二螺栓和第二螺母固定在所述H型钢上,所述斜靠板上均设有起吊孔,用于吊装装焊定位装置。
在此基础上,所述叶片定位条板上标记中心线,所述叶片定位条板上中心线与所述多边型框架中纵向中心线重合,所述叶片定位条板上中心线与所述多边型框架中横向中心线镜像对称安装,通过中心线与多边形框架两条中心线的分别对应,确定叶片定位条板与多边型框架定位的对应安装位置,保证叶片定位条板与多边型框架定位的定位的准确性。
在此基础上,相邻所述斜靠板之间的间距比相邻所述叶片之间的间距大0~2mm,在安装时留有间隙,保证叶片能安装在两块斜靠板中间位置。
在此基础上,所述斜靠板与水平方向的倾斜角度与所述叶片两端尖角的连线与水平方向的倾斜角度相同,倾斜角度保持一致,保证安装的精度以及定位的准确性。
在此基础上,所述中心斜筒靠板包括圆弧板、L型撑板和钢板,所述L型撑板安装在所述钢板上方,所述圆弧板安装在所述L型撑板上方,所述钢板固定在所述多边形框架上,将中心斜筒靠板与所述多边型框架固定。
在此基础上,所述中心斜筒靠板中的圆弧板的圆弧尺寸与所述中心斜筒体外径尺寸相同,通过圆弧板与中心斜筒体相匹配,起到支撑的作用,从而固定中心斜筒体的倾斜角度,提高中心斜筒体倾斜安装时的稳定性。
在此基础上,所述椭圆筒体的长轴和短轴分别与所述多边形框架的横向中心线和纵向中心线重合,通过椭圆筒体轴线与多边形框架中心线的重合,确定安装位置,提高安装时的准确性,从而提高定位的精度。
一种用所述叶片装焊定位装置装焊定位叶片的方法,包括以下步骤:
步骤一:叶片定位条板横向相互平行焊接在多边型框架中,叶片定位条板上标记中心线与多边型框架中纵向中心线重合,叶片定位条板上标记中心线与多边型框架中横向中心线镜像对称安装,通过中心线与多边形框架两条中心线的分别对应,确定叶片定位条板与多边型框架定位的对应安装位置;
步骤二:将多边型框架摆放在椭圆筒体下方,所述椭圆筒体的长轴和短轴分别与所述多边形框架的横向、纵向中心线重合,实现多边型框架与椭圆筒体的安装定位;
步骤三:斜靠板通过圆锥销、第二螺栓和第二螺母固定在H型钢上,所述H型钢横向固定在所述多边型框架上,使得叶片定位条板和多边型框架固定;
步骤四:叶片插在两块斜靠板之间,斜靠板与水平方向的倾斜角度与叶片两端尖角的连线与水平方向的倾斜角度相同,通过斜靠板将成排叶片与叶片定位条板之间的安装位置和安装角度固定,从而实现叶片与多边型框架的定位安装。
步骤五:中心斜筒体倾斜20~80度穿过椭圆筒体中心点,中心斜筒靠板中的圆弧板的圆弧尺寸与中心斜筒体外径尺寸相同,起到支撑的作用,从而固定中心斜筒体的倾斜角度,从而实现成排叶片整体的定位安装。
与现有技术相比,本发明的有益效果是:通过成排的斜靠板固定成排叶片,使得叶片倾斜角度一致,叶片之间的间距相同,将叶片整体固定在叶片定位条板上,通过叶片定位条板与多边形框架的定位安装,多边形框架与其他装置固定安装,从而实现成排叶片整体的装焊定位,防止变形,成排定位提高了产品制造效率,设计结构简洁,布局合理,制造成本低。
附图说明
图1是本发明椭圆筒体与成排叶片装焊零件主视图;
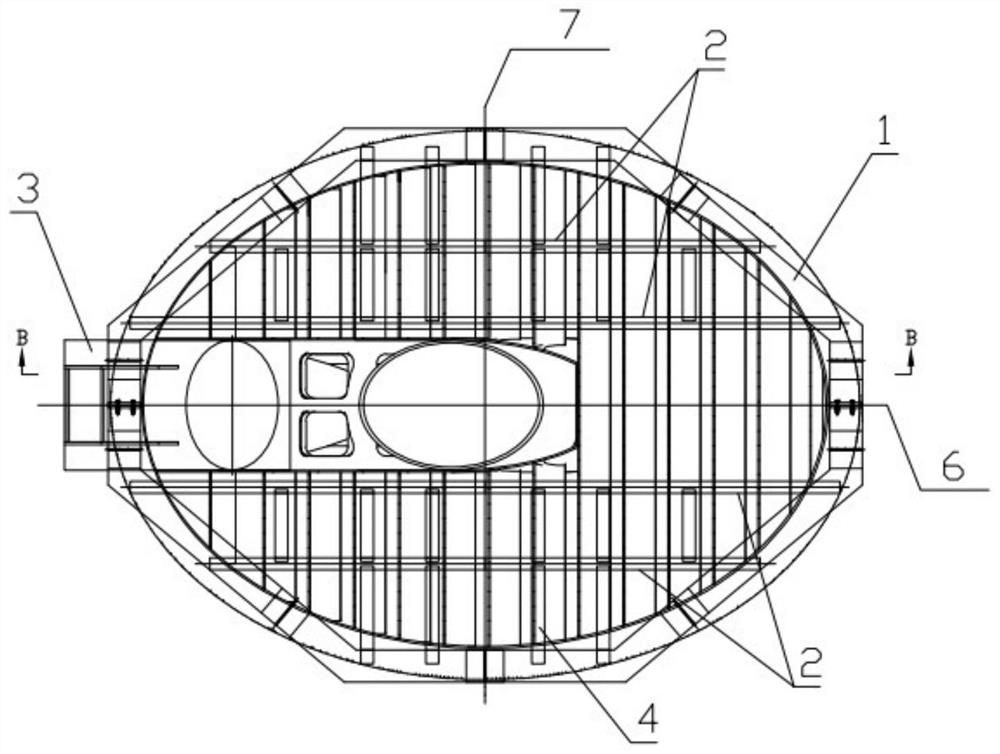
图2是本发明椭圆筒体与成排叶片装焊零件俯视图;
图3是本发明椭圆筒体与成排叶片装焊零件局部放大图;
图4是本发明成排叶片装焊定位装置俯视图;
图5是本发明成排叶片装焊定位装置主视图;
图6是本发明多边型框架主视图;
图7是本发明多边型框架俯视图;
图8是本发明叶片定位条板主视图;
图9是本发明叶片定位条板俯视图;
图10是本发明叶片定位条板中零件局部放大图;
图11是本发明中心斜筒靠板主视图;
图12是本发明中心斜筒靠板俯视图;
图13是叶片与风机安装结构俯视图。
图中:0-1、椭圆筒体,0-2、叶片,0-3、中心斜筒体,1、多边型框架,1-1、五边型钢板,1-2、工字钢,1-3、端板,1-4、第一螺栓,1-5、第一螺母,2、叶片定位条板,2-1、H型钢,2-2、梯型加强筋,2-3、斜靠板,2-4、圆锥销,2-5、第二螺栓,2-6、第二螺母,2-3-1、定位板,2-3-2、底板,2-3-3、侧筋板,2-3-4、起吊孔,3、中心斜筒靠板,3-1、圆弧板,3-2、L型撑板,3-3、钢板,4、槽钢,5、中心线,6、长轴,7、短轴,8、纵向中心线,9、横向中心线。
具体实施方式
以下结合附图和实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
参考图13,将叶片焊接在风机中时需要进行定位,本发明披露了一种成排叶片装焊定位装置,包括叶片装焊定位装置、椭圆筒体、叶片和中心斜筒体,参考图1和图2,中心斜筒体0-3倾斜45度穿过椭圆筒体0-1中心点,所述叶片0-2成排焊接在所述椭圆筒体0-1内,完成叶片0-2的基础安装,参考图5,所述叶片装焊定位装置包括多边型框架1、至少两个叶片定位条板2和中心斜筒靠板3,所述叶片定位条板2横向相互平行焊接在所述多边型框架1中,所述叶片0-2通过所述叶片定位条板2定位,通过叶片定位条板2实现叶片0-2与多边型框架1的定位,参考图5,所述多边型框架1摆放在所述椭圆筒体0-1下方,通过叶片装焊定位装置实现叶片0-2与椭圆筒体0-1的定位安装,所述中心斜筒靠板3安装在所述多边型框架1左侧,所述中心斜筒靠板3与所述中心斜筒体0-3相连接,通过中心斜筒靠板3固定中心斜筒体0-3的倾斜方向,保证叶片装焊定位装置与叶片基础结构之间安装的稳定性,相邻所述叶片定位条板之间安装槽钢4,通过槽钢4将相邻的叶片定位条板进行连接固定。
作为本发明的优选实施方式,在本实施例中,所述椭圆筒体0-1筒体长度设为8.5米、筒体宽度为6.5米、筒体高度为1米,所述叶片0-2设为月芽形状,参考图4,所述中心斜筒体0-3左侧所述叶片0-2为整条安装,由于倾斜安装中心斜筒体0-3,其余所述叶片0-2以所述多边型框架1的横向中心线为对称轴对称安装安装在中心斜筒体两侧,所述叶片0-2长度范围为1~6米,保证叶片0-2在整体安装以及对称安装时长度均能与椭圆筒体0-1的尺寸相匹配。
参考图6和图7,作为本发明的优选实施方式,在本实施例中,所述多边型框架1以横向中心线作为分界线分为上下两个五边型钢板1-1,所述五边型钢板1-1上焊接五个工字钢1-2和两个端板1-3,所述端板1-3通过两组相互配合的第一螺栓1-4和第一螺母1-5安装在所述五边型钢板1-1两端端口处,所述多边型框架1采用哈夫连接,通过对称设置的五边型钢板1-1,两端安装端板1-3,通过第一螺栓1-4和第一螺母1-5将端口处固定组合成八边形框架,整体的八边形框架体积大,便于单侧的五边型钢板1-1进行安装叶片定位条板2的操作。
作为本发明的优选实施方式,在本实施例中,叶片定位条板2优选的数量为四个,一侧安装一个叶片定位条板2在实现定位时出现偏移,叶片0-2在对称安装时对称度低;参考图4,一侧安装两个叶片定位条板2,利用两点确定一条直线的原理,通过两个叶片定位条板2进行定位,保证定位的准确性,一侧安装三个叶片定位条板2,与安装两个实现的定位效果相同且结构复杂。
参考图8和图9,作为本发明的优选实施方式,在本实施例中,所述叶片定位条板2包括H型钢2-1、梯型加强筋2-2和斜靠板2-3,所述H型钢2-1横向固定在所述多边型框架1上,所述梯型加强筋2-2焊接在H型钢2-1底部,所述斜靠板2-3成排固定在所述H型钢2-1上方,通过H型钢2-1将叶片定位条板2整体与多边型框架1固定。
参考图10,作为本发明的优选实施方式,在本实施例中,所述斜靠板2-3包括定位板2-3-1、底板2-3-2和两个侧筋板2-3-3,所述定位板2-3-1焊接在所述底板2-3-2上方,所述侧筋板2-3-3焊接在所述定位板2-3-1两侧,所述底板2-3-2通过底部的圆锥销2-4、第二螺栓2-5和第二螺母2-6固定在所述H型钢2-1上,所述斜靠板2-3上均设有起吊孔2-3-4,用于吊装装焊定位装置。
参考图4、图5、图7和图8,作为本发明的优选实施方式,在本实施例中,所述叶片定位条板2上标记中心线5,所述叶片定位条板2上中心线5与所述多边型框架1中纵向中心线8重合,所述叶片定位条板2上中心线5与所述多边型框架1中横向中心线9镜像对称安装,通过中心线5与多边形框架1两条中心线的分别对应,确定叶片定位条板2与多边型框架定位1的对应安装位置。
参考图3和图10,作为本发明的优选实施方式,在本实施例中,相邻所述斜靠板2-3之间的间距比相邻所述叶片0-2之间的间距大1mm,在安装时留有间隙,保证叶片0-2能安装在两块斜靠板2-3中间。
参考图3和图10,作为本发明的优选实施方式,在本实施例中,所述斜靠板2-3与水平方向的倾斜角度与所述叶片0-2两端尖角的连线与水平方向的倾斜角度相同,倾斜角度保持一致,保证安装的精度以及定位的准确性。
参考图11和图12,作为本发明的优选实施方式,在本实施例中,所述叶片装焊定位装置还包括中心斜筒靠板3,所述中心斜筒靠板3与所述中心斜筒体0-3相连接,通过中心斜筒靠板3固定中心斜筒体0-3的倾斜方向,保证安装的稳定性,所述中心斜筒靠板3焊接在所述多边型框架1左侧,所述中心斜筒靠板3包括圆弧板3-1、L型撑板3-2和钢板3-3,所述两个L型撑板3-2焊接在所述钢板3-3上方,所述圆弧板3-1焊接在所述L型撑板3-2上方,所述钢板3-3焊接在所述多边形框架1上,将中心斜筒靠板3与所述多边型框架1固定。
参考图5,作为本发明的优选实施方式,在本实施例中,所述中心斜筒靠板3中的圆弧板3-1的圆弧尺寸与所述中心斜筒体0-3外径尺寸相同,通过圆弧板3-1与中心斜筒体0-3相匹配,起到支撑的作用,从而固定中心斜筒体0-3的倾斜角度。
参考图2和图4,作为本发明的优选实施方式,在本实施例中,所述多边形框架1的横向中心线9和纵向中心线8分别与所述椭圆筒体0-1的长轴6和短轴7重合,通过椭圆筒体0-1的轴线与多边形框架1两条中心线的对应,确定椭圆筒体0-1与多边形框架1的定位位置,提高安装时的准确性,从而提高定位的精度。
作为本发明的优选实施方式,在本实施例中,一种用所述叶片装焊定位装置装焊定位叶片的方法,包括以下步骤:
步骤一:叶片定位条板2横向相互平行焊接在多边型框架1中,叶片定位条板2上标记中心线5与多边型框架1中纵向中心线8重合,叶片定位条板2上标记中心线5与多边型框架1中横向中心线9镜像对称安装,通过中心线5与多边形框架1两条中心线的分别对称安装,确定叶片定位条板2与多边型框架定位1的对应安装位置;
步骤二:将多边型框架1摆放在椭圆筒体0-1下方,所述椭圆筒体0-1的长轴6和短轴7分别与所述多边形框架1的横向、纵向中心线重合,实现多边型框架1与椭圆筒体0-1的安装定位;
步骤三:斜靠板2-3通过圆锥销2-4、第二螺栓2-5和第二螺母2-6固定在H型钢2-1上,所述H型钢2-1横向固定在所述多边型框架1上,使得叶片定位条板2和多边型框架1固定;
步骤四:叶片0-2插在两块斜靠板2-3之间,斜靠板2-3与水平方向的倾斜角度与叶片0-2两端尖角的连线与水平方向的倾斜角度相同,通过斜靠板2-3将成排叶片0-2与叶片定位条板2之间的安装位置和安装角度固定,从而实现叶片0-2与多边型框架1的定位安装;
步骤五:中心斜筒体0-3倾斜45度穿过椭圆筒体0-1中心点,中心斜筒靠板3中的圆弧板3-1的圆弧尺寸与中心斜筒体0-3外径尺寸相同,起到支撑的作用,从而固定中心斜筒体0-3的倾斜角度,从而实现成排叶片0-2整体的定位安装。
本发明的工作原理是:在实际使用过程中,首先完成各焊接件的焊接操作,备齐装置中其它各种零件,中心斜筒体0-3倾斜45度穿过椭圆筒体0-1中心点,叶片0-2成排焊接在椭圆筒体0-1内,构成叶片0-2与椭圆筒体0-1、中心斜筒体0-3的基础安装;
四根叶片定位条板2横向相互平行焊接在多边型框架1中,多边型框架1以横向中心线作为分界线分为上下两个五边型钢板1-1,五边型钢板1-1上焊接五个工字钢1-2和两个端板1-3,两端端口处通过两组相互配合的第一螺栓1-4和第一螺母1-5固定,组合成八边形框架,整体的八边形框架体积大,多边型框架1采用哈夫连接,对单侧的五边型钢板1-1操作,较整体安装操作便捷,一侧安装两个叶片定位条板2,利用两点确定一条直线的原理,一侧通过两个叶片定位条板2进行定位,提高定位的准确性,通过槽钢4将相邻的叶片定位条板2进行连接固定,中心斜筒靠板3的L型撑板3-2焊接在钢板3-3上方,圆弧板3-1焊接在L型撑板3-2上方,钢板3-3焊接在多边形框架1上,将中心斜筒靠板3与多边型框架1固定,构成叶片装焊定位装置的结构;
多边型框架1摆放在椭圆筒体0-1下方,椭圆筒体0-1的长轴6和短轴7分别与多边形框架1的纵向中心线8和横向中心线9重合,通过椭圆筒体0-1的轴线与多边形框架1两条中心线的对应,确定椭圆筒体0-1与多边形框架1的定位位置,提高安装时的准确性,从而提高定位的精度,实现叶片0-2与椭圆筒体0-1的定位;
叶片定位条板2的H型钢2-1横向固定在多边型框架1上,梯型加强筋2-2焊接在H型钢2-1底部,斜靠板2-3的定位板2-3-1焊接在底板2-3-2上方,侧筋板2-3-3焊接在定位板2-3-1两侧,底板2-3-2通过底部的圆锥销2-4、第二螺栓2-5和第二螺母2-6固定在H型钢2-1上,斜靠板2-3上均设有起吊孔2-3-4,用于起吊叶片装焊定位装置,叶片0-2插在两块斜靠板2-3之间,相邻斜靠板2-3之间的间距比相邻叶片0-2之间的间距大1mm,在安装时留有间隙,保证叶片0-2能安装在两块斜靠板2-3中间,斜靠板2-3与水平方向的倾斜角度与叶片0-2两端尖角的连线与水平方向的倾斜角度相同,倾斜角度保持一致,保证安装的精度以及定位的准确性,通过斜靠板2-3将叶片0-2与叶片定位条板2之间的安装位置和安装角度固定,叶片定位条板2的中心线5与多边形框架1两条中心线的分别对应,确定叶片定位条板2与多边型框架定位1的对应安装位置,从而实现叶片0-2与多边型框架1的定位安装;
椭圆筒体0-1筒体长度设为8.5米、筒体宽度为6.5米、筒体高度为1米,叶片0-2设为月芽形状,中心斜筒体0-3左侧叶片0-2为整条安装,其余叶片0-2以多边型框架1的横向中心线为对称轴对称安装,叶片0-2长度范围为1~6米,保证叶片0-2在整体安装以及对称安装时长度均能与椭圆筒体0-1的尺寸相匹配;
中心斜筒靠板3与中心斜筒体0-3相连接,中心斜筒靠板3中的圆弧板3-1的圆弧尺寸与中心斜筒体0-3外径尺寸相同,通过圆弧板3-1与中心斜筒体0-3相匹配,起到支撑的作用,从而固定中心斜筒体0-3的倾斜角度,通过最终实现对成排叶片0-2的装焊定位,成排定位提高了产品制造效率,设计结构简洁,布局合理,制造成本低。
在本发明的描述中,需要理解的是,术语“同轴”、“底部”、“一端”、“顶部”、“中部”、“另一端”、“上”、“一侧”、“顶部”、“内”、“前部”、“中央”、“两端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明中,除非另有明确的规定和限定,术语“安装”、“设置”、“连接”、“固定”、“旋接”、“垫设”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
上述说明示出并描述了本发明的优选实施例,如前所述,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述发明构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
- 一种成排叶片装焊定位装置及装焊定位叶片的方法
- 一种成排叶片装焊定位装置