一种一模多腔压铸件分拣装置
文献发布时间:2023-06-19 12:04:09
技术领域
本发明属于铸件分拣设备技术领域,具体涉及一种一模多腔压铸件分拣装置。
背景技术
发动机凸轮轴支架铝压铸件每年的生产量都非常的巨大,经常数以千万计算;传统技术上都是采用一模多腔的压铸模来进行生产。为了保证后道工序对每一个型腔所生产出来的产品质量的追溯,需要对应每一个型腔的发动机凸轮轴支架铝压铸件进行分拣,并分框放置。
而目前常用的分拣方式是:将从压铸机生产出来的发动机凸轮轴支架铝压铸件送进冲模进行冲裁,以获得单独的多个压铸件个体,然后通过人工将每一个冲裁下来的压铸件从模座上取下,并将取下的压铸件放进收集框,以实现初步分拣;然后再通过人工对收集框内的各种型腔生产的压铸件进行最终的分拣放置。
然而,采用这种分拣方式,投入人员多,生产成本高,且分拣效率非常低;而且混框收集再分拣的方式,容易出现漏分拣,当出现质量问题时不便于追溯,也容易导致质量有问题的压铸件随着其他正常生产的型腔内的压铸件流出,影响企业形象,在竞争日益激烈的市场里,不利于企业的发展。
发明内容
为了克服现有技术的上述缺点,本发明的目的是提供一种一模多腔压铸件分拣装置,可有效提高对冲裁后压铸件的收集及分拣效率,降低企业生产成本,并能有效提高对分拣后压铸件的质量管控。
本发明解决其技术问题所采用的技术方案是:
一种一模多腔压铸件分拣装置,包括取件装置和存放装置;
所述取件装置包括沿竖向设置的手持部和设置在所述手持部端部的取件部,所述取件部上设置有若干用于承载压铸件的卡槽,若干所述卡槽沿横向相间隔地设置在所述取件部上,所述卡槽远离所述手持部的一端为开口设置,且每一所述卡槽与冲裁后位于冲模机上的所述压铸件一一对应;
所述存放装置包括箱体,所述箱体的顶部设置有若干相互独立的下料口,所述下料口与所述卡槽一一对应地设置,且每一所述下料口均对应地连通设置有储存箱。
作为优选,所述卡槽包括第一边板和第二边板,所述第一边板和/或所述第二边板上设置有便于所述压铸件承载的嵌合槽位。
作为优选,所述手持部连接设置在所述取件部的中部,位于所述手持部两侧的所述取件部上均设置有所述卡槽;
所述取件部上对应所述手持部设置有定位槽,所述定位槽远离所述手持部的一端为开口设置,所述定位槽的末端与所述冲模机上的料柄支撑柱相对应设置。
作为优选,每一所述下料口上均设置有围挡结构,所述围挡结构呈U形设置并集中设置在若干所述下料口的同一端,且所述围挡结构的竖直位置高度高于所述下料口的竖直位置高度。
作为优选,所述箱体的顶部对应所述下料口还设置有导向块,所述导向块设置在所述围挡结构的U形开口的前方。
作为优选,所述箱体的内部对应每一所述下料口均设置有导向滑道,所述导向滑道的顶端与所述下料口相连通,且所述导向滑道正对所述下料口的内壁设置为倾斜面;
所述导向滑道的底端与所述储存箱相连通。
作为优选,相邻两所述导向滑道为相互交错设置。
作为优选,所述储存箱与所述箱体为相对独立设置,所述储存箱的顶部设置有开口,每一所述储存箱可相对所述箱体滑动至与所述下料口相对应。
作为优选,所述存放装置还包括底板,所述底板上对应所述储存箱和所述箱体设置有滑动存放区;
所述滑动存放区设置有开口,且所述滑动存放区的开口设置在所述底板的侧边上。
作为优选,所述底板的底部设置有若干万向轮,且所述底板上朝向外侧延伸设置有拉手结构。
与现有技术相比,本发明的有益效果是:
本方案中对应冲裁后留在冲模机上的压铸件个体,巧妙地设置有上述取件装置和存放装置,并在取件装置上设置有与压铸件一一对应的卡槽,使得通过该取件装置可以快捷地进行对压铸件在冲模机上的取出操作,实现操作一次即可取出多个压铸件,大大地提高了取件效率,并降低人工投入成本;并且设置的手持部,使得操作人员无需再将身体的部位过多地伸入到冲模机的范围内,同时也可以避免人工取件时直接拿取冲裁后压铸件所造成的割伤等情况,使得对压铸件的取件操作更为安全、可靠。
此外,在设置的存放装置上,对应取件装置上的卡槽设置有与之对应的下料口,并对应各下料口设置有储存箱,使得操作人员在通过取件装置取出压铸件后,即可往下料口进行压铸件的输送,此时,每一型腔所生产出的压铸件都可以准确地进行对应的收集,即下料与分拣操作一步完成,避免了传统分拣技术中出现的不同型腔的压铸件混合而带来的质量管控麻烦的情况,对压铸件质量的管控更为可靠,大大地提高了压铸件分拣操作的效率以及准确性,并适于推广应用。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
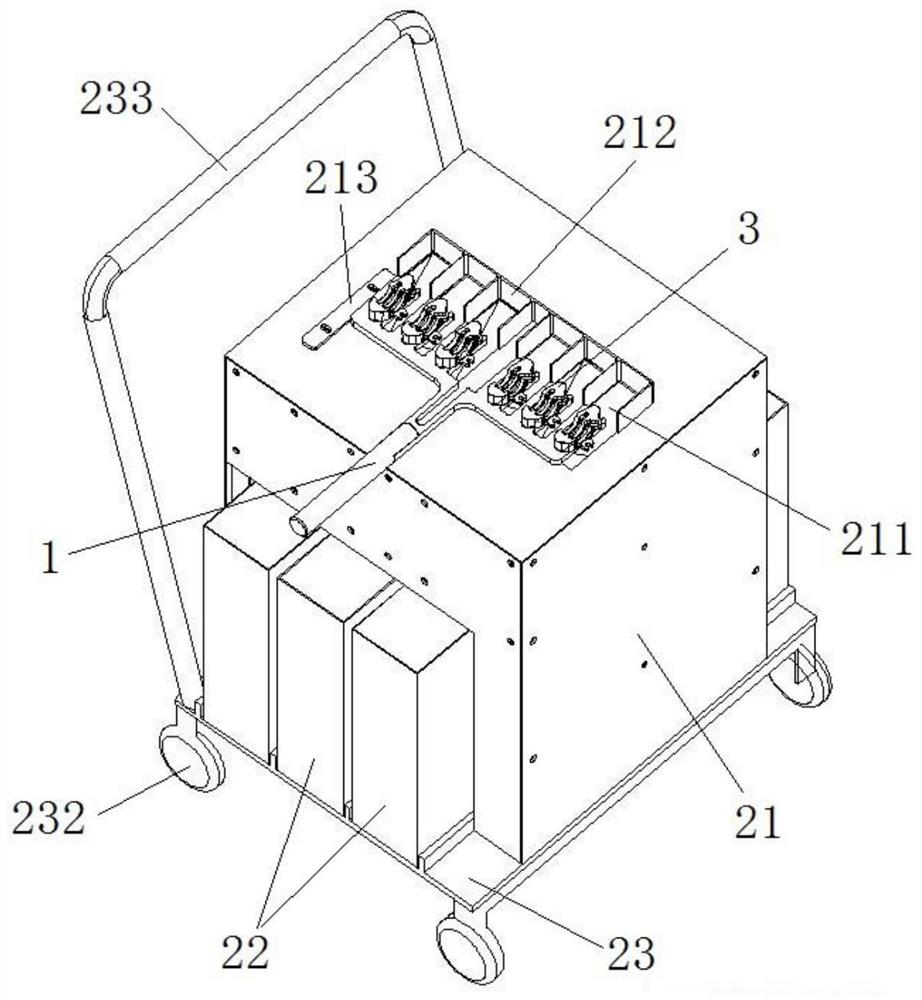
图1为本发明下料状态下的结构示意图。
图2为本发明取件装置的结构示意图。
图3为本发明存放装置去掉箱体后的结构示意图。
图4为本发明中的取件操作流程示意图。
其中:
1-取件装置,11-手持部,12-取件部,121-卡槽,1211-第一边板,1212-第二边板,1213-嵌合槽位,122-定位槽;
2-存放装置,21-箱体,211-下料口,212-围挡结构,213-导向块,214-导向滑道,22-储存箱,23-底板,231-滑动存放区,232-万向轮,233-拉手结构;
3-压铸件,31-料柄,4-冲模机,41-料柄支撑柱。
具体实施方式
为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和具体实施方式对本发明进行详细描述。需要说明的是,在不冲突的情况下,本申请的实施方式及实施方式中的特征可以相互组合。在下面的描述中阐述了很多具体细节以便于充分理解本发明,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。
实施例1
如图1-4所示,本实施例中提供一种一模多腔压铸件分拣装置,主要包括取件装置1和存放装置2。传统技术上,考虑到生产效率以及压铸质量等方面的因素,通常会将压铸件3的成型腔设置在同一直线上,或竖排或横排;因此对应设置的冲模机4上的模座也会与成型腔内的压铸件3相对应。本方案则巧妙地利用这一特点进行了结构设置。
具体地,所述取件装置1包括沿竖向设置的手持部11和设置在所述手持部11端部的取件部12,所述取件部12上设置有若干用于承载压铸件3的卡槽121,若干所述卡槽121沿横向相间隔地设置在所述取件部12上,所述卡槽121远离所述手持部11的一端为开口设置,且每一所述卡槽121与冲裁后位于冲模机4上的所述压铸件3一一对应;因此通过对所述取件装置1的操控,即可实现对冲裁后压铸件3的插取操作,实现一次操作即可取出多个压铸件3。
本实施例中,每个所述卡槽121都由第一边板1211和第二边板1212组成,所述第一边板1211和/或所述第二边板1212上设置有便于所述压铸件3承载的嵌合槽位1213。设置的所述嵌合槽位1213,使得当所述卡槽121插入设置在所述压铸件3的底部时,从模座提起的所述压铸件3可以落入到所述嵌合槽位1213内,使得从模座脱出的所述压铸件3在移动的过程中的状态可以更为稳定、便于移动控制。
作为一种优选的方案,所述手持部11连接设置在所述取件部12的中部,而位于所述手持部11两侧的所述取件部12上则均设置有所述卡槽121,以便于整体的受力平衡。所述取件部12上对应所述手持部11还设置有定位槽122,所述定位槽122远离所述手持部11的一端为开口设置,所述定位槽122的末端则与所述冲模机4上的料柄支撑柱41相对应设置。
由于在压铸过程中会自然形成料柄31,因而在冲裁的操作时,为了便于冲裁操作,一般会设置有料柄支撑柱41,以确保压铸件3在冲裁时的平整性;而本实施例中,则巧妙地利用这一点而设置有所述定位槽122,使得在将所述取件装置1插取所述压铸件3时,可以通过所述定位槽122与所述料柄支撑柱41进行快速的导向定位以及移动到末端的限位,使得整个取件操作可以更为准确,并可有效避免插取压铸件3的操作中出现超程操作时对压铸件3的损坏,取件操作更为安全可靠。
此外,所述存放装置2包括箱体21、储存箱22和底板23。所述箱体21的顶部设置有若干相互独立的下料口211,所述下料口211与所述卡槽121一一对应地设置,且每一所述下料口211均对应地连通设置有所述储存箱22。
作为一种优选的方案,本实施例中,在每一个所述下料口211上均设置有围挡结构212,所述围挡结构212呈U形设置并集中设置在若干所述下料口211的同一端,以使得每个所述围挡结构212的U形开口朝向一致,同时,将所述围挡结构212的竖直位置高度设置为高于所述下料口211的竖直位置高度,以便于所述取件装置1在下料时的快速对准操作,提高下料效率。进一步地,在所述箱体21的顶部还对应所述下料口211还设置有导向块213,所述导向块213设置在所述围挡结构212的U形开口的前方,并设置在所述围挡结构212的边侧,使得所述取件装置1在下料时,可以通过所述第一边板1211或第二边板1212与所述导向块213的导向作用而实现快速的对准定位,使得下料操作可以更为省时省力。
此外,所述箱体21的内部对应每一所述下料口211均设置有导向滑道214,所述导向滑道214的顶端与所述下料口211相连通,所述导向滑道214的底端与所述储存箱22相连通。且所述导向滑道214正对所述下料口211的内壁设置为倾斜面,所述倾斜面的设置,可以使得落入到所述下料口211的所述压铸件3的移动可以更为平缓,避免所述压铸件3直接掉落在所述储存箱22时对所述压铸件3或所述储存箱22造成损坏。作为一种优选的方案,相邻两所述导向滑道214为相互交错设置,使得所述储存箱22的放置可以更为紧凑,减小整个存放装置2的占用空间,布局设置更为合理。
本实施例中,所述储存箱22与所述箱体21为相对独立设置,所述储存箱22的顶部设置有开口,每一所述储存箱22可相对所述箱体21滑动至与所述下料口211相对应,使得当所述储存箱22的存量达到标准时,通过替换相应的所述储存箱22即可继续进行取件操作,使用更为方便。
作为一种优选的方案,在所述底板23上对应所述储存箱22和所述箱体21均设置有滑动存放区231,所述滑动存放区231设置有开口,且所述滑动存放区231的开口设置在所述底板23的侧边上;本实施例中,所述滑动存放区231的开口为设置在所述底板23相对的侧边上,以便于对每一所述储存箱22的取放操作。进一步地,所述底板23的底部还设置有若干万向轮232,且所述底板23上朝向外侧延伸设置有拉手结构233,以便于整个存放装置2的推动使用。
本实施例中所述冲模机4的具体结构形式可参见现有技术,此处不作赘述。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,故凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何修改、等同变化与修饰,均仍属于本发明技术方案的范围内。
- 一种一模多腔压铸件分拣装置
- 一种五金扣具压铸件分拣回收装置