一种磁疗保暖床单及其制造方法
文献发布时间:2023-06-19 12:04:09
技术领域
本申请涉及家居寝具技术领域,特别涉及一种磁疗保暖床单及其制造方法。
背景技术
床单为用作床面铺饰的宽幅织物,其主要以纯棉或混纺纱线为原料,采用平纹、斜纹、变化组织或提花组织,在宽幅织机独幅织制。有全白、素色、彩条、彩格、印花、提花、烂花、绣花等。具有花型美观、布面平整、手感挺爽以及坚牢耐用的特点,是兼有实用性和装饰性的纺织品。
公告号为CN205758196U的中国专利公开了一种棉麻丝的抗菌保健床单,该床单包括床单本体,所述床单本体包括上层和下层,所述上层采用抗菌纤维、棉麻丝和磁性纤维混纺编织而成,所述下层为磁性纤维编织而成;所述床单本体两侧设置有第一下摆,所述第一下摆内侧设置有多个第一放置袋。
公告号为CN202283333U的中国专利公开了一种按摩床单,该按摩床单包括床单本体,所述床单本体包括面层和底层,所述面层和底层之间的肩部位置设置有按摩垫,所述按摩垫内固定设置有磁石。
但是该棉麻丝的抗菌保健床单仅通过由抗菌纤维、棉麻丝和磁性纤维混纺编织而成的上层以及磁性纤维编织而成的下城组成,难以起到有效的保暖作用,且磁疗效果较差;该按摩床单仅通过位于面层和底层之间的肩部位置设置的按摩垫起到按摩作用,具有按摩效果差的问题,有待改进。
发明内容
有鉴于此,本申请的目的在于提供一种磁疗保暖床单,以实现显著提升床单的使用性能的目的。其具体方案如下:
一种磁疗保暖床单,包括外侧面层以及内侧棉层;
所述外侧面层由精梳棉和聚酯纤维经过经编立绒工艺精织而成;
所述内侧棉层由磁性纤维编织而成;
所述内侧棉层内含有按质量百分比为0.1-8%的改性纳米砭石。
优选地:所述内侧棉层设置有多个阵列排列的蜂窝槽与蜂窝块,所述蜂窝槽和所述蜂窝块间隔排列。
优选地:所述外侧面层的制造方法包括依次进行的编织、水洗、上柔、脱水、烘干、拉毛、梳剪、摇粒及定型,所述精梳棉和聚酯纤维按重量份比为1-3:5。
优选地:所述外侧面层的制造方法包括如下步骤:
步骤1、编织:采用编织机对按重量份比为1-3:5的精梳棉和聚酯纤维进行编织,获得编织胚布;
步骤2、水洗:将上色胚布置入40-60℃的温水中清洗并染色,浴比为10-30:1,持续30min后取出,获得染色布料;
步骤3、上柔:将染色布料置入水中,向水中加入3-10g/L起毛剂,搅拌机以40-80r/min的转速搅拌20min后取出,获得上柔布料;
步骤4、脱水:将上柔布料放入离心机内脱水3min,并保持转速小于1200r/min,获得脱水布料;
步骤5、烘干:将脱水布料置入烘干机内烘干,设定烘干机的温度为40℃,获得烘干布料;
步骤6、拉毛:将烘干布料导入拉毛机内,将烘干布料表面的毛纱拉成毛绒状,获得毛绒布料;
步骤7、梳剪:将毛绒布料导入梳毛机中对正面进行梳毛作业,再通过剪毛机对正面进行剪毛作业;并在毛绒布料的正面剪毛作业完成后导入梳毛机中对背面进行梳毛作业,再通过剪毛机对背面进行剪毛作业,获得疏剪布料;
步骤8、摇粒:将疏剪布料放入摇粒机中,控制摇粒机做顺时针和逆时针的交替转动30min,获得摇粒布料;
步骤9、定型:将摇粒布料浸轧20g/L的柔软剂,在设定温度为200℃下获得外侧面层。
优选地:在步骤9中,所述柔软剂为DHTDMAC。
优选地:所述改性纳米砭石的制备方法包括如下步骤:
步骤1、取砭石颗粒放入质量分数为30%的双氧水溶液中浸泡处理20min后取出,在60℃的温度下烘干;
步骤2、将步骤1中烘干后的砭石颗粒放入质量分数为8%的盐酸溶液中浸泡处理20min后取出,在270℃的温度下烘干;
步骤3、将步骤2中烘干后的砭石颗粒放入煅烧炉内煅烧2h,设定温度为700℃;
步骤4、将步骤3中煅烧完毕的砭石颗粒取出自然冷却,并在粉碎后获得直径小于100nm的改性纳米砭石。
优选地:所述内侧棉层的制造方法包括如下步骤:
步骤1、制取改性纳米砭石;
步骤2、取按质量百分比为0.1-8%的改性纳米砭石以及作为余量的粘胶纤维、竹纤维或莫代尔纤维加入混炼机混合,获得混合料;
步骤3、将混合料依次进行清花、毛条、并条、粗纱、细纱以及络筒后得到内层棉纱线;
步骤4、取步骤3中的内层棉纱线编织成内侧棉层;
步骤5、将内侧棉层导入凹凸压花机中压花并获得内侧棉层。
本申请还提供一种磁疗保暖床单的制造方法,包括如下步骤:
步骤1、制取外侧面层与内侧棉层;
步骤2、取外侧面层与内侧棉层,经圆机加工织造并获得该磁疗保暖床单。
优选地:在步骤1中,所述外侧面层的制取包括如下步骤:
S1、编织:采用编织机对按重量份比为1-3:5的精梳棉和聚酯纤维进行编织,获得编织胚布;
S2、水洗:将上色胚布置入40-60℃的温水中清洗并染色,浴比为10-30:1,持续30min后取出,获得染色布料;
S3、上柔:将染色布料置入水中,向水中加入3-10g/L起毛剂,搅拌机以40-80r/min的转速搅拌20min后取出,获得上柔布料;
S4、脱水:将上柔布料放入离心机内脱水3min,并保持转速小于1200r/min,获得脱水布料;
S5、烘干:将脱水布料置入烘干机内烘干,设定烘干机的温度为40℃,获得烘干布料;
S6、拉毛:将烘干布料导入拉毛机内,将烘干布料表面的毛纱拉成毛绒状,获得毛绒布料;
S7、梳剪:将毛绒布料导入梳毛机中对正面进行梳毛作业,再通过剪毛机对正面进行剪毛作业;并在毛绒布料的正面剪毛作业完成后导入梳毛机中对背面进行梳毛作业,再通过剪毛机对背面进行剪毛作业,获得疏剪布料;
S8、摇粒:将疏剪布料放入摇粒机中,控制摇粒机做顺时针和逆时针的交替转动30min,获得摇粒布料;
S9、定型:将摇粒布料浸轧20g/L的DHTDMAC,在设定温度为200℃下获得外侧面层。
优选地:在步骤1中,所述内侧棉层的制取包括如下步骤:
S1、取砭石颗粒放入质量分数为30%的双氧水溶液中浸泡处理20min,取出后在60℃的温度下烘干,烘干后放入质量分数为8%的盐酸溶液中浸泡处理20min,取出后再在270℃的温度下烘干,烘干后放入设定温度为700℃的煅烧炉内煅烧2h;煅烧完毕后取出自然冷却,并在粉碎后获得直径小于100nm的改性纳米砭石;
S2、取按质量百分比为0.1-8%的改性纳米砭石以及作为余量的粘胶纤维、竹纤维或莫代尔纤维加入混炼机混合,获得混合料;
S3、将混合料依次进行清花、毛条、并条、粗纱、细纱以及络筒后得到内层棉纱线;
S4、取步骤3中的内层棉纱线编织成内侧棉层;
S5、将内侧棉层导入凹凸压花机中压花并获得内侧棉层。
通过以上方案可知,本申请提供了一种磁疗保暖床单,该磁疗保暖床单具有以下有益效果:由精梳棉和聚酯纤维经过经编立绒工艺精织而成,经纳米砭石释放负离子以及发射远红外,具有显著提升保暖性能以及磁疗按摩效果的作用。
本申请还提供了一种磁疗保暖床单的制造方法,该磁疗保暖床单的制造方法具有以下有益效果:制造便捷,有效延长通过该制造方法制造的磁疗保暖床单的保暖与磁疗按摩的持久性,进而达到显著提升床单的使用性能的目的。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本申请的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
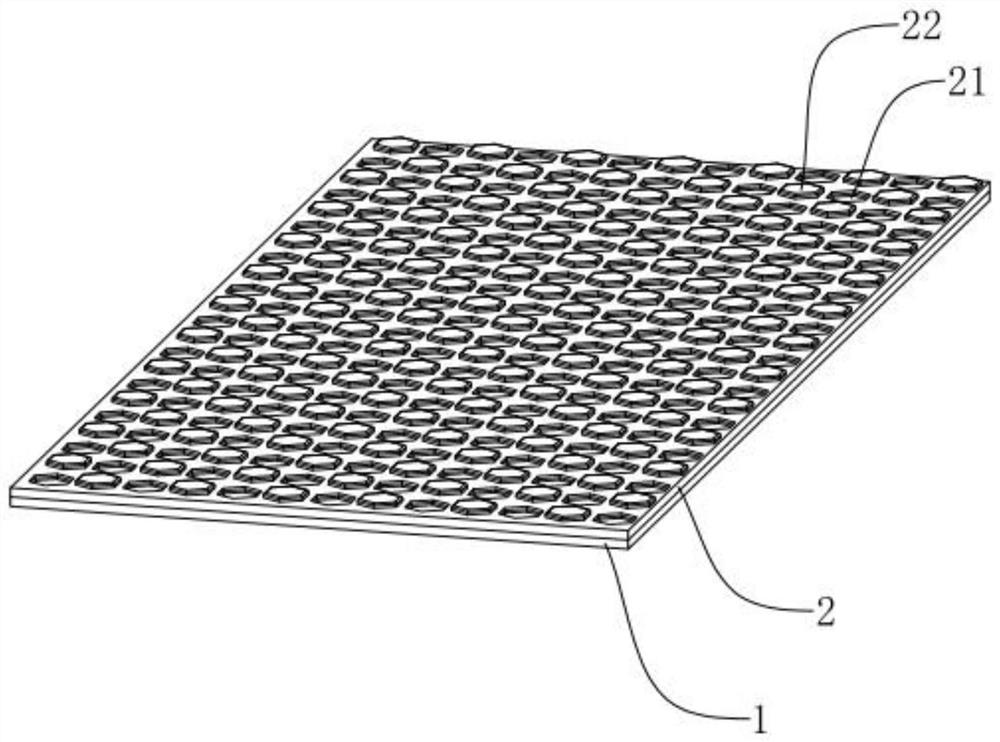
图1为本申请公开的磁疗保暖床单的结构示意图。
附图标记说明:1、外侧面层;2、内侧棉层;21、蜂窝槽;22、蜂窝块。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
实施例一
如图1所示,一种磁疗保暖床单,包括外侧面层1以及内侧棉层2。外侧面层1由精梳棉和聚酯纤维经过经编立绒工艺精织而成;内侧棉层2由磁性纤维编织而成。在内侧棉层2内含有按质量百分比为0.1%的改性纳米砭石。且在内侧棉层2的内侧设置有多个阵列排列的蜂窝槽21与蜂窝块22,蜂窝槽21和蜂窝块22间隔排列。因此,在由精梳棉和聚酯纤维经过经编立绒工艺精织而成后,经纳米砭石释放负离子以及发射远红外,具有显著提升保暖性能以及磁疗按摩效果的作用。
需要说明的是,外侧面层1的制造方法包括如下步骤:
步骤1、编织:采用编织机对按重量份比为1:5的精梳棉和聚酯纤维进行编织,获得编织胚布;
步骤2、水洗:将上色胚布置入60℃的温水中清洗并染色,浴比为12:1,持续30min后取出,获得染色布料;
步骤3、上柔:将染色布料置入水中,向水中加入4g/L起毛剂,搅拌机以80r/min的转速搅拌20min后取出,获得上柔布料;
步骤4、脱水:将上柔布料放入离心机内脱水3min,并保持转速小于1200r/min,获得脱水布料;
步骤5、烘干:将脱水布料置入烘干机内烘干,设定烘干机的温度为40℃,获得烘干布料;
步骤6、拉毛:将烘干布料导入拉毛机内,将烘干布料表面的毛纱拉成毛绒状,获得毛绒布料;
步骤7、梳剪:将毛绒布料导入梳毛机中对正面进行梳毛作业,再通过剪毛机对正面进行剪毛作业;并在毛绒布料的正面剪毛作业完成后导入梳毛机中对背面进行梳毛作业,再通过剪毛机对背面进行剪毛作业,获得疏剪布料;
步骤8、摇粒:将疏剪布料放入摇粒机中,控制摇粒机做顺时针和逆时针的交替转动30min,获得摇粒布料;
步骤9、定型:将摇粒布料浸轧20g/L的DHTDMAC,在设定温度为200℃下获得外侧面层1。
改性纳米砭石的制备方法包括如下步骤:
步骤1、取砭石颗粒放入质量分数为30%的双氧水溶液中浸泡处理20min后取出,在60℃的温度下烘干;
步骤2、将步骤1中烘干后的砭石颗粒放入质量分数为8%的盐酸溶液中浸泡处理20min后取出,在270℃的温度下烘干;
步骤3、将步骤2中烘干后的砭石颗粒放入煅烧炉内煅烧2h,设定温度为700℃;
步骤4、将步骤3中煅烧完毕的砭石颗粒取出自然冷却,并在粉碎后获得直径小于100nm的改性纳米砭石。
内侧棉层2的制造方法包括如下步骤:
步骤1、制取改性纳米砭石;
步骤2、取按质量百分比为0.1%的改性纳米砭石以及作为余量的粘胶纤维、竹纤维或莫代尔纤维加入混炼机混合,获得混合料;
步骤3、将混合料依次进行清花、毛条、并条、粗纱、细纱以及络筒后得到内层棉纱线;
步骤4、取步骤3中的内层棉纱线编织成内侧棉层2;
步骤5、将内侧棉层2导入凹凸压花机中压花并获得内侧棉层2。
本申请还提供一种磁疗保暖床单的制造方法,包括如下步骤:
步骤1、制取外侧面层1与内侧棉层2;
所述外侧面层1的制取包括如下步骤:
S1、编织:采用编织机对按重量份比为1:5的精梳棉和聚酯纤维进行编织,获得编织胚布;
S2、水洗:将上色胚布置入60℃的温水中清洗并染色,浴比为12:1,持续30min后取出,获得染色布料;
S3、上柔:将染色布料置入水中,向水中加入4g/L起毛剂,搅拌机以80r/min的转速搅拌20min后取出,获得上柔布料;
S4、脱水:将上柔布料放入离心机内脱水3min,并保持转速小于1200r/min,获得脱水布料;
S5、烘干:将脱水布料置入烘干机内烘干,设定烘干机的温度为40℃,获得烘干布料;
S6、拉毛:将烘干布料导入拉毛机内,将烘干布料表面的毛纱拉成毛绒状,获得毛绒布料;
S7、梳剪:将毛绒布料导入梳毛机中对正面进行梳毛作业,再通过剪毛机对正面进行剪毛作业;并在毛绒布料的正面剪毛作业完成后导入梳毛机中对背面进行梳毛作业,再通过剪毛机对背面进行剪毛作业,获得疏剪布料;
S8、摇粒:将疏剪布料放入摇粒机中,控制摇粒机做顺时针和逆时针的交替转动30min,获得摇粒布料;
S9、定型:将摇粒布料浸轧20g/L的DHTDMAC,在设定温度为200℃下获得外侧面层1;
所述内侧棉层2的制取包括如下步骤:
S1、取砭石颗粒放入质量分数为30%的双氧水溶液中浸泡处理20min,取出后在60℃的温度下烘干,烘干后放入质量分数为8%的盐酸溶液中浸泡处理20min,取出后再在270℃的温度下烘干,烘干后放入设定温度为700℃的煅烧炉内煅烧2h;煅烧完毕后取出自然冷却,并在粉碎后获得直径小于100nm的改性纳米砭石;
S2、取按质量百分比为0.1%的改性纳米砭石以及作为余量的粘胶纤维、竹纤维或莫代尔纤维加入混炼机混合,获得混合料;
S3、将混合料依次进行清花、毛条、并条、粗纱、细纱以及络筒后得到内层棉纱线;
S4、取步骤3中的内层棉纱线编织成内侧棉层2;
S5、将内侧棉层2导入凹凸压花机中压花并获得内侧棉层2;
步骤2、取外侧面层1与内侧棉层2,经圆机加工织造并获得该磁疗保暖床单。
实施例二
实施例二与实施例一的不同之处在于,在实施例二的内侧棉层2的制造方法中,取按质量百分比为4%的改性纳米砭石。
实施例三
实施例三与实施例一的不同之处在于,在实施例三的内侧棉层2的制造方法中,取按质量百分比为8%的改性纳米砭石。
实施例四
实施例四与实施例一的不同之处在于,在实施例四中,外侧面层1的制取包括如下步骤:
S1、编织:采用编织机对按重量份比为2:5的精梳棉和聚酯纤维进行编织,获得编织胚布;
S2、水洗:将上色胚布置入50℃的温水中清洗并染色,浴比为20:1,持续30min后取出,获得染色布料;
S3、上柔:将染色布料置入水中,向水中加入7g/L起毛剂,搅拌机以60r/min的转速搅拌20min后取出,获得上柔布料;
S4、脱水:将上柔布料放入离心机内脱水3min,并保持转速小于1200r/min,获得脱水布料;
S5、烘干:将脱水布料置入烘干机内烘干,设定烘干机的温度为40℃,获得烘干布料;
S6、拉毛:将烘干布料导入拉毛机内,将烘干布料表面的毛纱拉成毛绒状,获得毛绒布料;
S7、梳剪:将毛绒布料导入梳毛机中对正面进行梳毛作业,再通过剪毛机对正面进行剪毛作业;并在毛绒布料的正面剪毛作业完成后导入梳毛机中对背面进行梳毛作业,再通过剪毛机对背面进行剪毛作业,获得疏剪布料;
S8、摇粒:将疏剪布料放入摇粒机中,控制摇粒机做顺时针和逆时针的交替转动30min,获得摇粒布料;
S9、定型:将摇粒布料浸轧20g/L的DHTDMAC,在设定温度为200℃下获得外侧面层1。
实施例五
实施例五与实施例一的不同之处在于,在实施例五中,外侧面层1的制取包括如下步骤:
S1、编织:采用编织机对按重量份比为3:5的精梳棉和聚酯纤维进行编织,获得编织胚布;
S2、水洗:将上色胚布置入40℃的温水中清洗并染色,浴比为30:1,持续30min后取出,获得染色布料;
S3、上柔:将染色布料置入水中,向水中加入10g/L起毛剂,搅拌机以40r/min的转速搅拌20min后取出,获得上柔布料;
S4、脱水:将上柔布料放入离心机内脱水3min,并保持转速小于1200r/min,获得脱水布料;
S5、烘干:将脱水布料置入烘干机内烘干,设定烘干机的温度为40℃,获得烘干布料;
S6、拉毛:将烘干布料导入拉毛机内,将烘干布料表面的毛纱拉成毛绒状,获得毛绒布料;
S7、梳剪:将毛绒布料导入梳毛机中对正面进行梳毛作业,再通过剪毛机对正面进行剪毛作业;并在毛绒布料的正面剪毛作业完成后导入梳毛机中对背面进行梳毛作业,再通过剪毛机对背面进行剪毛作业,获得疏剪布料;
S8、摇粒:将疏剪布料放入摇粒机中,控制摇粒机做顺时针和逆时针的交替转动30min,获得摇粒布料;
S9、定型:将摇粒布料浸轧20g/L的DHTDMAC,在设定温度为200℃下获得外侧面层1。
综上,通过本申请制造方法获得的磁疗保暖床单具有制造便捷以及有效延长磁疗保暖床单的保暖与磁疗按摩的持久性的效果,进而达到显著提升床单的使用性能的目的。
本申请涉及的“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法或设备固有的其它步骤或单元。
需要说明的是,在本申请中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本申请要求的保护范围之内。
本文中应用了具体个例对本申请的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及其核心思想;同时,对于本领域的一般技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本申请的限制。
- 一种磁疗保暖床单及其制造方法
- 一种长效磁疗保暖内衣及其制作方法