—种可与机械手联动的拉杆自动翻转焊接工装
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及焊接工装技术领域,具体为—种可与机械手联动的拉杆自动翻转焊接工装。
背景技术
在物流运输领域中,包括公路运输、海运运输,铁路运输和航空运输,其中,公路运输时现有技术中物流运输较为常见的运输方式,在货物运输中,货物箱柜一般都是放置在运输车厢中,而在运输过程中,现有的货运调配运输装置存在很多问题或缺陷:
传统的货运调配运输装置在实际使用中,不方便工作人员进行上下货,影响工作人员对货物进行快速调配,而且不方便工作人员对不同尺寸的货物进行限位。
发明内容
本发明的目的在于提供—种可与机械手联动的拉杆自动翻转焊接工装,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:—种可与机械手联动的拉杆自动翻转焊接工装,包括机床,所述机床的顶部等距安装有V型滚轮定位座,所述V型滚轮定位座的顶部等距安装有拉杆本体,所述机床顶部的一侧固定安装有定位卡板,所述定位卡板的一侧固定安装有定位销固定座,所述机床内部的一侧固定安装有传动组件,所述机床的背面等距安装有焊接组件。
优选的,所述机床的内部等距安装有加强架,所述机床顶部的一侧固定安装有机位板,所述机床一侧的顶端固定安装有栏板,栏板的表面等距设置有抵接口,所述机床内部的一侧固定安装有电机座。
优选的,所述焊接组件包括底座,底座的顶部固定设置有配电箱,配电箱一侧的顶部固定设置有机械臂,机械臂的顶部固定设置有转头,转头的表面固定设置有连接杆,连接杆的一端固定设置有焊枪。
优选的,所述V型滚轮定位座的顶部等距设置有V型槽,V型槽内部的两侧固定安装有安装杆,安装杆的顶端活动安装有滑轮,所述V型滚轮定位座的两侧固定安装有支撑板,所述V型滚轮定位座两侧的底端固定安装有限位板,限位板的底部固定设置有螺纹孔,螺纹孔的内部套接安装有螺纹杆,螺纹杆的顶端固定安装有压板,螺纹杆的底端固定安装有转轮。
优选的,所述定位卡板表面的一侧固定安装有接近开关,所述定位卡板的表面等距设置有安装口,安装口的顶部固定设置有定位孔。
优选的,所述传动组件包括伺服电机,伺服电机的输出端固定设置有转轴,转轴的表面等距安装有第一链轮,第一链轮的表面套接安装有链条,链条内部的顶端套接安装有第二链轮。
优选的,所述定位销固定座一侧的顶端固定设置有插孔,插孔的内部套接安装有第一定位销,所述定位销固定座的另一侧固定安装有凸块,所述定位销固定座的内部套接安装有传动轴,所述定位销固定座一侧的顶端固定安装有角度盘,角度盘的顶部套接安装有第二定位销,第二定位销底部的表面套接安装有耳板,耳板的一侧固定设置有固定口。
优选的,所述加强架与机床之间焊接安装,机床与加强架的材料为碳素钢。
优选的,所述伺服电机的输入端通过导线与外接电源的输出端进行电性连接。
与现有技术相比,本发明的有益效果是:
该可与机械手联动的拉杆自动翻转焊接工装,通过在机床的顶部等距安装的V型滚轮定位座与V型滚轮定位座的顶部等距安装的拉杆本体,拉杆本体滚动在V型滚轮定位座的顶部等距设置的V型槽的内部,当拉杆本体在V型槽的内部滚动时,安装杆的顶部活动安装的滑轮跟随拉杆本体翻转进行滚动,防止拉杆本体在翻转时造成损伤,提高了拉杆本体的使用寿命,降低了焊接成本。
该可与机械手联动的拉杆自动翻转焊接工装,通过在定位卡板的一侧固定安装的定位销固定座与机床内部的一侧固定安装的传动组件,第一定位销、第二定位销、定位卡板、传动轴和角度盘固定在定位销固定座上,伺服电机通过转轴带动第一链轮,第一链轮带动链条、链条带动第二链轮,第二链轮带动传动轴,在安装链条时,为了消除链条节距之间带来的角度差,通过第一定位销锁定定位销固定座的初始角度,保证六个定位销固定座的初始角度均为零度,且保持一致,待链条安装完成后,通过定位卡板锁死定位销固定座的初始角度。然后伺服电机通过链条同时带动六个传动轴,进而实现六根拉杆本体的同步翻转,利用定位销固定座与传动组件,保证了焊缝质里的稳定及一致性,提升了焊接的效果。
该可与机械手联动的拉杆自动翻转焊接工装,通过在机床的背面等距安装的焊接组件,机械臂可以带动转头移动,转头可以调节焊枪的角度,机械臂可以配合拉杆本体翻转进行焊接,利用等距安装的两个焊接组件,无需人工进行焊接,同时机械臂可以与拉杆本体联动,提高了焊接的效率,降低了人工成本。
附图说明
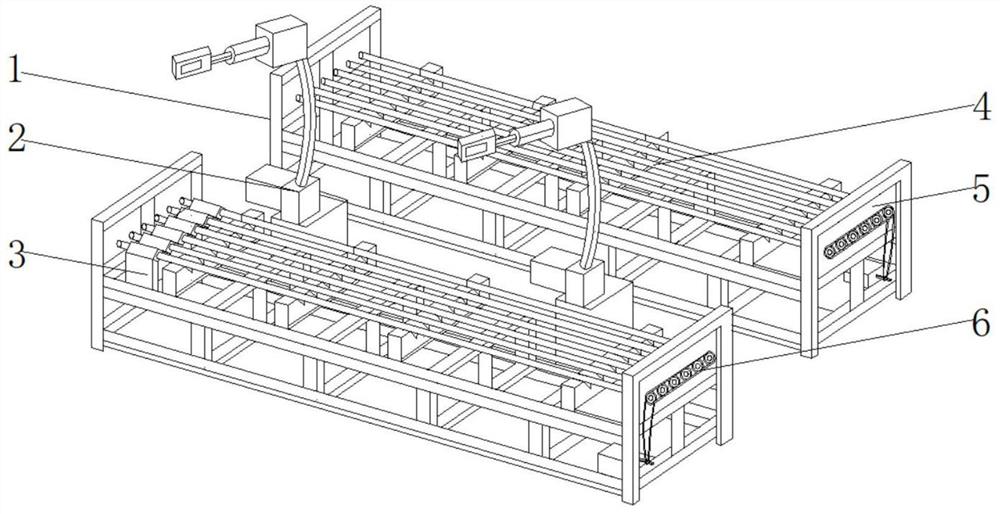
图1为本发明的结构示意图;
图2为本发明的局部侧视结构示意图;
图3为本发明的机床局部结构示意图;
图4为本发明的焊接组件局部结构示意图;
图5为本发明的V型滚轮座侧视局部结构示意图;
图6为本发明的定位卡板侧视局部结构示意图;
图7为本发明的传动组件侧视局部结构示意图;
图8为本发明的定位销固定座侧视局部结构示意图。
图中:1、机床;101、加强架;102、机位板;103、栏板;104、抵接口;105、电机座;2、焊接组件;201、焊枪;202、配电箱;203、转头;204、连接杆;205、机械臂;206、底座;3、V型滚轮定位座;301、V型槽;302、支撑板;303、限位板;304、转轮;305、安装杆;306、滑轮;307、压板;308、螺纹孔;309、螺纹杆;4、拉杆本体;5、定位卡板;501、接近开关;502、定位孔;503、安装口;6、传动组件;601、链条;602、第一链轮;603、第二链轮;604、转轴;605、伺服电机;7、定位销固定座;701、插孔;702、凸块;703、传动轴;704、第一定位销;705、第二定位销;706、耳板;707、固定口;708、角度盘。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-8,本发明提供的一种实施例:—种可与机械手联动的拉杆自动翻转焊接工装,包括机床1,机床1的内部等距安装有加强架101,机床1顶部的一侧固定安装有机位板102,机床1一侧的顶端固定安装有栏板103,栏板103的表面等距设置有抵接口104,机床1内部的一侧固定安装有电机座105,机床1与加强架101之间焊接安装,机床1与加强架101的材料为碳素钢,机床1的顶部等距安装有V型滚轮定位座3,V型滚轮定位座3的顶部等距设置有V型槽301,V型槽301内部的两侧固定安装有安装杆305,安装杆305的顶端活动安装有滑轮306,V型滚轮定位座3的两侧固定安装有支撑板302,V型滚轮定位座3两侧的底端固定安装有限位板303,限位板303的底部固定设置有螺纹孔308,螺纹孔308的内部套接安装有螺纹杆309,螺纹杆309的顶端固定安装有压板307,螺纹杆309的底端固定安装有转轮304,V型滚轮定位座3的顶部等距安装有拉杆本体4;
具体的,如图1、图3和图5所示,使用时,通过在机床1的顶部等距安装的V型滚轮定位座3与V型滚轮定位座3的顶部等距安装的拉杆本体4,拉杆本体4滚动在V型滚轮定位座3的顶部等距设置的V型槽301的内部,当拉杆本体4在V型槽301的内部滚动时,安装杆305的顶部活动安装的滑轮306跟随拉杆本体4翻转进行滚动,防止拉杆本体4在翻转时造成损伤,提高了拉杆本体4的使用寿命,降低了焊接成本;
机床1顶部的一侧固定安装有定位卡板5,定位卡板5表面的一侧固定安装有接近开关501,定位卡板5的表面等距设置有安装口503,安装口503的顶部固定设置有定位孔502,定位卡板5的一侧固定安装有定位销固定座7,定位销固定座7一侧的顶端固定设置有插孔701,插孔701的内部套接安装有第一定位销704,定位销固定座7的另一侧固定安装有凸块702,定位销固定座7的内部套接安装有传动轴703,定位销固定座7一侧的顶端固定安装有角度盘708,角度盘708的顶部套接安装有第二定位销705,第二定位销705底部的表面套接安装有耳板706,耳板706的一侧固定设置有固定口707,机床1内部的一侧固定安装有传动组件6,传动组件6包括伺服电机605,伺服电机605通过导线与外接电源进行电性连接,该伺服电机605的型号可为ACSMOGO电机,伺服电机605的输出端固定设置有转轴604,转轴604的表面等距安装有第一链轮602,第一链轮602的表面套接安装有链条601,链条601内部的顶端套接安装有第二链轮603;
具体的,如图1、图2、图3、图5、图6、图7和图8所示,使用时,通过在定位卡板5的一侧固定安装的定位销固定座7与机床1内部的一侧固定安装的传动组件6,第一定位销704、第二定位销705、定位卡板5、传动轴703和角度盘708固定在定位销固定座7上,伺服电机605通过转轴604带动第一链轮602,第一链轮602带动链条601、链条601带动第二链轮603,第二链轮603带动传动轴703,在安装链条601时,为了消除链条601节距之间带来的角度差,通过第一定位销704锁定定位销固定座7的初始角度,保证六个定位销固定座7的初始角度均为零度,且保持一致,待链条601安装完成后,通过定位卡板5锁死定位销固定座7的初始角度。然后伺服电机605通过链条601同时带动六个传动轴703,进而实现六根拉杆本体4的同步翻转,利用定位销固定座7与传动组件6,保证了焊缝质里的稳定及一致性,提升了焊接的效果;
机床1的背面等距安装有焊接组件2,焊接组件2包括底座206,底座206的顶部固定设置有配电箱202,配电箱202一侧的顶部固定设置有机械臂205,机械臂205的顶部固定设置有转头203,转头203的表面固定设置有连接杆204,连接杆204的一端固定设置有焊枪201;
具体的,如图1、图2、图3和图4所示,使用时,通过在机床1的背面等距安装的焊接组件2,机械臂205可以带动转头203移动,转头203可以调节焊枪201的角度,机械臂205可以配合拉杆本体4翻转进行焊接,利用等距安装的两个焊接组件2,无需人工进行焊接,同时机械臂205可以与拉杆本体4联动,提高了焊接的效率,降低了人工成本。
工作原理:使用时,首先,通过在机床1的顶部等距安装的V型滚轮定位座3与V型滚轮定位座3的顶部等距安装的拉杆本体4,拉杆本体4滚动在V型滚轮定位座3的顶部等距设置的V型槽301的内部,当拉杆本体4在V型槽301的内部滚动时,安装杆305的顶部活动安装的滑轮306跟随拉杆本体4翻转进行滚动,防止拉杆本体4在翻转时造成损伤,提高了拉杆本体4的使用寿命,降低了焊接成本;
其次,通过在定位卡板5的一侧固定安装的定位销固定座7与机床1内部的一侧固定安装的传动组件6,第一定位销704、第二定位销705、定位卡板5、传动轴703和角度盘708固定在定位销固定座7上,伺服电机605通过转轴604带动第一链轮602,第一链轮602带动链条601、链条601带动第二链轮603,第二链轮603带动传动轴703,在安装链条601时,为了消除链条601节距之间带来的角度差,通过第一定位销704锁定定位销固定座7的初始角度,保证六个定位销固定座7的初始角度均为零度,且保持一致,待链条601安装完成后,通过定位卡板5锁死定位销固定座7的初始角度。然后伺服电机605通过链条601同时带动六个传动轴703,进而实现六根拉杆本体4的同步翻转,利用定位销固定座7与传动组件6,保证了焊缝质里的稳定及一致性,提升了焊接的效果;
最后,通过在机床1的背面等距安装的焊接组件2,机械臂205可以带动转头203移动,转头203可以调节焊枪201的角度,机械臂205可以配合拉杆本体4翻转进行焊接,利用等距安装的两个焊接组件2,无需人工进行焊接,同时机械臂205可以与拉杆本体4联动,提高了焊接的效率,降低了人工成本。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内,不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
- 一种可与机械手联动的拉杆自动翻转焊接工装
- 一种与机械手联动的自动焊接翻转焊接工装