一种可控多孔磷酸钙支架及其制备方法
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及骨修复医用材料领域,具体地说是涉及一种可控多孔磷酸钙支架及其制备方法。
背景技术
对于骨科医生来说,由创伤、肿瘤、感染和先天畸形引起的大段性骨缺损的修复仍然是一个挑战,这样的不规则骨缺损部位需要填充材料有很好的外形适应性以填补缺损处。近年来随着3D打印技术的不断发展,制备这种需要复杂外形结构的支架已不是难事,但是制备出要各方面性能满足骨修复条件的支架依然有一定难度。
目前3D打印多为直接打印,即打印结构等于最终模型,打印材料和打印方法是需要适当适配的,这意味着各种3D打印方法均有自身的限制条件,特别是需要打印前处理调整好打印材料以满足打印设备要求,并且调整好打印机打印参数,此外最关键的一点在于目前大量的3D打印支架不具备可控的微孔,这也直接影响了其成骨性。而间接打印则完美避开了以上难点,还保留了3D打印技术制备复杂结构的优势。
间接3D打印是用已成熟的3D打印技术打印一个牺牲材料,再填充陶瓷浆料,随后通过热或化学的方法移除牺牲模具进而成型的打印方法。该种方法已有应用,SteffenEsslinger等(Steffen Esslinger,Rainer Gadow.Additive manufacturing ofbioceramic scaffolds by combination of FDM and slip casting[J].Journal of theEuropean Ceramic Society,2020,40(11).)应用FDM打印了牺牲模具,再灌注入陶瓷浆料,通过烧结而成型。
中国专利CN201810276029.0也公布了一种间接3D打印制备磷酸钙支架的方法,也是用FDM技术制备了牺牲模具,进而用有机溶剂去除牺牲材料,留下磷酸钙支架。但是FDM制备牺牲模具也存在缺点,即FDM由于是喷头挤出熔融材料,打印的结构十分有限,精度取决于喷头直径,该专利使用的喷头直径为0.3mm,无法制备精细结构,最终牺牲模具留下的贯通孔结构十分单一,可能无法制备出有利于细胞和组织生长的孔结构支架,进而影响支架的生物活性和骨传导性等。
因此,设计一种将铸造技术与3D打印打印技术相结合的方式,让支架在具备复杂外形和贯通宏孔的情况下,还具备了微孔结构和微孔间的贯通孔;改进了骨植入支架中孔结构造型可控程度低,可调孔径范围小的缺点,控制孔结构进而改变支架降解速率,同时孔结构又影响新生骨和血管的长入速率和长入体积,所以进一步提升骨植入支架的生物活性和成骨性,对本领域技术人员来说是有必要的。
发明内容
有鉴于此,本申请提供一种可控多孔磷酸钙支架及其制备方法,改进骨植入支架中孔结构造型可控程度低,可调孔径范围小的缺点,进一步提升骨植入支架的生物活性和成骨性,并且提升支架的综合性能。
为了达到上述目的,本申请提供如下技术方案。
一种可控多孔磷酸钙支架,其特征在于,所述磷酸钙支架的成分包括钙磷陶瓷和磷酸钙骨水泥中的至少一种;所述磷酸钙支架上设置有多种孔结构;
所述磷酸钙支架的制备方法包括以下步骤:
S1、预制孔隙贯通的牺牲模具;
S2、配置浆料;
S3、将配置好的浆料填充到牺牲模具中;
S4、去除牺牲模具并烧结或自硬化成型。
所述孔结构包括宏孔结构、微孔结构和贯通孔结构,所述磷酸钙支架包括晶体结构,所述晶体结构之间设置有贯通孔结构。
所述磷酸钙支架的外形根据患者缺损部位进行匹配设计。
优选地,所述钙磷陶瓷包括羟基磷灰石、β型磷酸三钙中的一种或多种组合。
优选地,所述磷酸钙骨水泥包括磷酸四钙、磷酸八钙、一水磷酸二氢钙、磷酸二氢钙、磷酸氢钙、二水磷酸氢钙、无定形磷酸钙、α型磷酸三钙中的一种或其多种组合。
优选地,所述晶体结构的形状包括针状、片状、网状中的一种或多种结合。
优选地,所述磷酸钙支架的孔隙率为20-90%;所述宏孔结构的孔径为200-800μm;所述微孔结构的孔径为1-200μm;所述贯通孔结构是连接上述宏孔和微孔的贯通通道,直径小于800μm。
优选地,所述微孔结构的形状包括球形、杆状以及不规则几何体中的一种或多种结合。
优选地,所述磷酸钙支架的制备方法包括以下步骤:
S1、预制孔隙贯通的牺牲模具;
S2、配置浆料;
S3、将配置好的浆料填充到牺牲模具中;
S4、去除牺牲模具并烧结或自硬化成型;
优选地,所述步骤S1中模具的制备方法包括先用建模软件创建一个具备复杂外形和内部合适孔结构的牺牲模具模型,再用3D打印机打印出牺牲模具实体。
优选地,所述步骤S2中的浆料包括无机材料、原位造孔剂;所述无机材料包括含钙磷元素;所述含钙磷元素包括钙磷陶瓷及磷酸钙骨水泥。所述无机材料按照设计比例配置成待用浆料。
在一个实施例中,所述磷酸钙支架的制备方法还包括以下步骤:S5、将步骤S4制备好的支架浸入药物中,制备药物复合支架。
所述宏孔结构的孔径可通过调整模型精度和/或3D打印机精度/或浆料发泡程度进行调整;
所述微孔结构的孔径的调整方法包括调整造孔剂的大小和形状/或浆料发泡程度;
进一步的,所述磷酸钙支架具备一定的力学性能,且抗压强度大于3Mpa;优选为大于5Mpa。
本发明所获得的有益技术效果:
(1)本发明将传统骨修复材料与3D打印技术结合,可以稳定地制备出宏孔结构、微孔结构和贯通孔结构多种孔径的复合孔结构,克服了传统工艺造孔的不稳定行,为制备复杂的孔结构的支架奠定了基础;
(2)本发明改进了牺牲材料的制备方法,选用精度更高的3D打印技术,可以快速、简单地制备出符合骨缺损外形的支架,从而实现了支架的个性化定制方案;
(3)本发明制备的支架具备体内所需的多种孔结构,其中晶体之间具有贯通孔结构,有利于植入后营养物质的交换、血管和骨组织的长入;
(5)本发明通过调整孔隙率、浆料成分,使得降解速率与人骨长入速率匹配,在3个月-3年的时间内降解完全,更好地满足骨修复要求;
(6)本发明工艺流程容易操作,制备的支架结构性能稳定,力学性能较高,其抗压强度大于3Mpa,且具有良好的细胞相容性。
上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,从而可依照说明书的内容予以实施,并且为了让本申请的上述和其他目的、特征和优点能够更明显易懂,以下以本申请的较佳实施例并配合附图详细说明如后。
根据下文结合附图对本申请具体实施例的详细描述,本领域技术人员将会更加明了本申请的上述及其他目的、优点和特征。
附图说明
为了更清楚地说明本申请实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本申请的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
图1是磷酸钙支架的软件建模图;
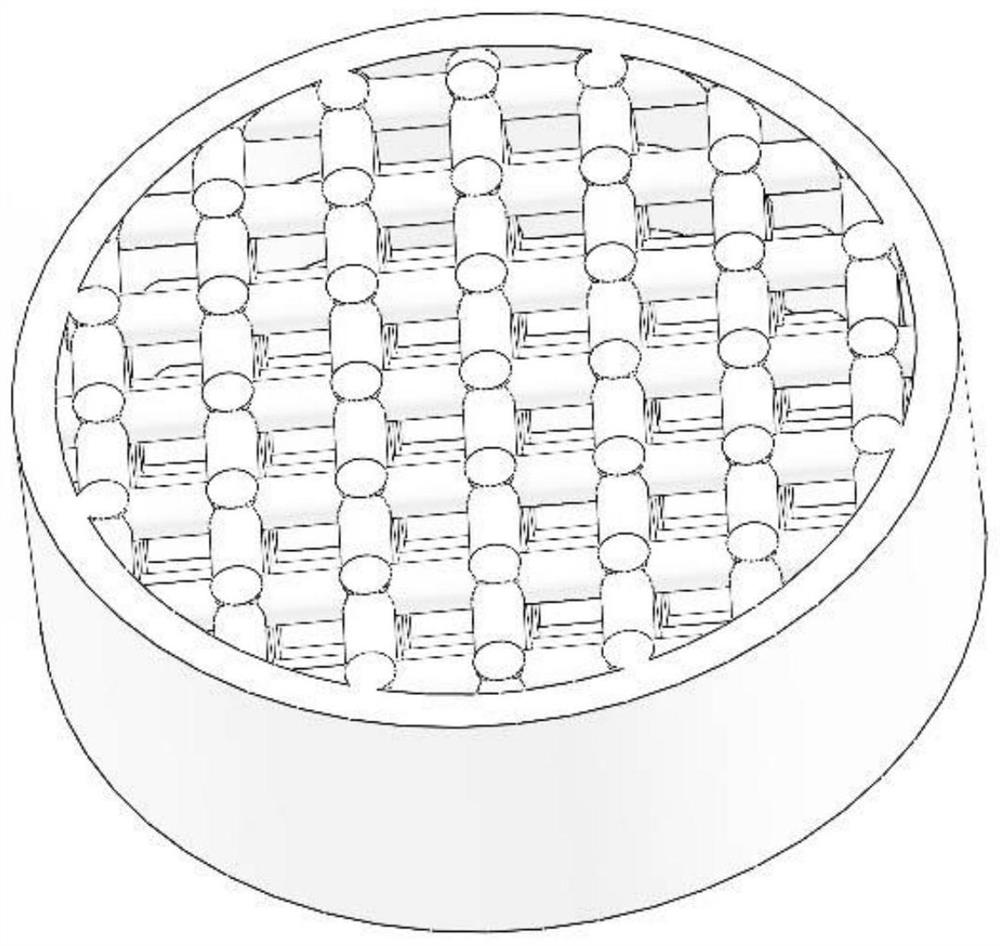
图2为经烧结后成型的多孔支架
图3是磷酸钙支架的扫描电镜图;
图4是磷酸钙支架微观结构的扫描电镜图;
图5是磷酸钙支架上细胞存活情况的共聚焦显微镜图。
具体实施方式
为使本申请实施例的目的、技术方案和优点更加清楚,下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。在下面的描述中,提供诸如具体的配置和组件的特定细节仅仅是为了帮助全面理解本申请的实施例。因此,本领域技术人员应该清楚,可以对这里描述的实施例进行各种改变和修改而不脱离本申请的范围和精神。另外,为了清楚和简洁,实施例中省略了对已知功能和构造的描述。
应该理解,说明书通篇中提到的“一个实施例”或“本实施例”意味着与实施例有关的特定特征、结构或特性包括在本申请的至少一个实施例中。因此,在整个说明书各处出现的“一个实施例”或“本实施例”未必一定指相同的实施例。此外,这些特定的特征、结构或特性可以任意适合的方式结合在一个或多个实施例中。
此外,本申请可以在不同例子中重复参考数字和/或字母。这种重复是为了简化和清楚的目的,其本身并不指示所讨论各种实施例和/或设置之间的关系。
本文中术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和/或B,可以表示:单独存在A,单独存在B,同时存在A和B三种情况,本文中术语“/和”是描述另一种关联对象关系,表示可以存在两种关系,例如,A/和B,可以表示:单独存在A,单独存在A和B两种情况,另外,本文中字符“/”,一般表示前后关联对象是一种“或”关系。
本文中术语“至少一种”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,A和B的至少一种,可以表示:单独存在A,同时存在A和B,单独存在B这三种情况。
还需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含。
实施例1
图1是磷酸钙支架的软件建模图,所述磷酸钙支架的外形根据患者缺损部位进行匹配设计。
如附图2所示,一种可控多孔磷酸钙支架,所述磷酸钙支架的成分包括钙磷陶瓷和磷酸钙骨水泥,所述磷酸钙支架上设置有孔结构,所述孔结构包括宏孔结构、微孔结构和贯通孔结构,所述磷酸钙支架具有晶体结构,所述晶体结构之间设置有贯通孔结构。
进一步的,所述钙磷陶瓷包括羟基磷灰石、型磷酸三钙中的一种或多种组合。
进一步的,所述磷酸钙骨水泥包括磷酸四钙、磷酸八钙、一水磷酸二氢钙、磷酸二氢钙、磷酸氢钙、二水磷酸氢钙、无定形磷酸钙、型磷酸三钙中的一种或其多种组合。
如附图3所示,所述晶体结构的尺寸在10nm-10μm的范围内;所述晶体结构的形状包括针状、片状和网状中的一种或多种结合。
进一步的,所述磷酸钙支架的孔隙率为20-90%;所述宏孔结构的孔径为200-800μm;所述微孔结构的孔径为1-200μm;所述贯通孔结构是连接上述宏孔和微孔的贯通通道,直径小于800μm。
进一步的,所述磷酸钙支架的微孔结构的形状包括球形、杆状以及不规则几何体中的一种或多种结合。
如图4所示,所述磷酸钙支架具有细小的晶体结构,具有针状、片状、网状晶体结构,这些细小晶体结构之间也有大量空隙,即微小的贯通孔,它们共同构成了该支架稀松多孔的微观结构,这也是一种仿生天然骨的结构。
进一步的,所述磷酸钙支架的制备方法包括以下步骤:
S1、预制孔隙贯通的牺牲模具;
S2、配置浆料;
S3、将配置好的浆料填充到牺牲模具中;
S4、去除牺牲模具并自硬化或烧结成型;
进一步的,所述磷酸钙支架的制备方法还包括以下步骤:S5、将步骤S4制备好的支架浸入药物中,制备药物复合支架。
进一步的,步骤S1中,如附图1所示,所述步骤S1中模具的制备方法包括先用建模软件创建一个具备复杂外形和内部合适孔结构的牺牲模具模型,再用3D打印机打印出牺牲模具实体。
进一步的,所述步骤S2中将的浆料包括无机材料、原位造孔剂;所述无机材料包括含钙磷元素;所述含钙磷元素包括钙磷陶瓷和/或磷酸钙骨水泥;所述无机材料按照设计比例配置成待用浆料。
如附图5所示,本发明制备的磷酸钙支架上细胞存活情况良好,显示支架具有良好的细胞相容性。
实施例2
本实施例是在上述实施例1的基础上进行,与上述实施例1相同之处不予赘述。
本实施例主要介绍该支架中孔结构的调控方法。
所述宏孔结构的孔径的调整方法包括调整模型精度和3D打印机精度;所述宏孔结构的来源是打印机制备的牺牲模具经过脱模后得到的,所以宏孔结构的大小及形状是取决于打印的牺牲模具的大小及形状,牺牲模具最小尺寸又取决于打印机的精度,所以宏孔结构的大小和形状是通过软件构建模型,3D打印后脱模而制备得到的。
所述微孔结构的孔径的调整方法包括调整造孔剂的大小和形状;所述微孔结构是通过在灌注浆料里添加造孔剂,支架成型后再消除造孔剂而得到的。所以微孔结构的调控是通过加入不同大小、形状的造孔剂而实现的。选用目前常用的球形造孔剂有PMMA,PMMA直径在0.1-300μm的范围内,可以进行形状球形、大小1-200μm的微孔的制备。形状为杆状也同理制备。制备形状为不规则几何体的微孔制备,采用氯化钠做造孔剂,支架成型后浸水溶出即可。
所述贯通孔结构的孔径的调整方法包括控制浆料中液体含量。支架成型后,浆料中的液体成分干燥后留下的更微小的贯通孔,液体多则此类孔多。
所述微观结构的调控方法包括选用不同的基体材料以及固化液,通过调控骨水泥在溶液中长大的晶体结构而实现,或者通过双相磷酸钙(BCP)材料的烧结过程而实现。
本实施例制备的支架具备可控的微孔、和支架本身晶体间的贯通孔,这些孔结构具备更大的比表面积,有利于植入后蛋白的吸附及细胞黏附增殖;本实施例通过调整孔隙率、浆料成分,使得降解速率与人骨长入速率匹配,在3个月-3年的时间内降解完全,更好地满足骨修复要求。
实施例3
本实施例是在上述实施例1的基础上进行,与上述实施例1相同之处不予赘述。
本实施例主要介绍一种具备60%孔隙率,400μm贯通宏孔,60μm球形微孔,适量晶体间贯通孔的支架的制备方法。
所述支架选用光敏树脂作为牺牲模具材料,造孔剂选用60μm的PMMA微球,灌注浆料为羟基磷灰石与α-磷酸三钙的混合体。
实施步骤包括:
S301、用SLA 3D打印机预制光敏树脂牺牲模型:先用solidworks软件构建直径10mm,高度3mm的圆柱体模型,在该模型中构建好相互连接的柱体结构,其直径为400μm,脱模后形成400μm的贯通宏孔,并且该柱体结构之间保持1.5mm的间距,以控制支架的孔隙率。模型构建结束后转换为STL格式文件,导入打印机中,设定打印参数,波长300-500nm,厚度25-100μm,单层扫描时间为2-10秒。打印结束后牺牲模具制备完成。
S302、浆料灌注、支架成型:按照羟基磷灰石比α-磷酸三钙1:9的重量比例配置好1克粉体材料,再加入0.1克球形直径为60μm的PMMA微球造孔剂,用涡旋振荡器震动5-10分钟,使之混合均匀。按照液固比0.5加入550ul固化液(由8%wt.柠檬酸和10%磷酸氢钠按照1:1混合而成)。搅拌使之成分均匀,调和成混合浆体。后用灌注工具将浆体灌注进模具中,之后在60℃,100%相对湿度的恒温恒湿箱中养护72小时,然后取出至烘箱中干燥24小时。
S303、去除牺牲模具:将上述制备的支架模具复合物放置在烧结炉中进行脱脂处理,设置升温速率为5℃/min升温至700℃脱模,保温2小时后随炉冷却即可。
本实施例的制备方法操作步骤简单,制备的条件较为容易控制。
实施例4
本实施例是在上述实施例1的基础上进行,与上述实施例1相同之处不予赘述。
本实施例主要介绍一种具备75%孔隙率,600μm贯通宏孔,30μm球形微孔的支架的制备方法,步骤如下:
S401、用SLA 3D打印机预制光敏树脂牺牲模型:先用solidworks软件构建直径10mm,高度3mm的圆柱体模型,在该模型中构建好相互连接的柱体结构,其直径为600μm,并且该柱体结构之间保持1mm的间距,以增大支架的孔隙率。后续步骤与实施例1类似。。
S402、浆料灌注、支架成型:称量纯α-磷酸三钙1克粉体材料,再加入0.1克球形直径为30μm的PMMA微球造孔剂,用涡旋振荡器震动5-10分钟,使之混合均匀。按照液固比0.5加入550ul固化液(由10%wt.柠檬酸和10%磷酸氢二钠按照1:1混合而成)。搅拌使之成分均匀,调和成混合浆体。后用灌注工具将浆体灌注进模具中,之后在60℃,100%相对湿度的恒温恒湿箱中养护72小时,然后取出至烘箱中干燥24小时。
S403、去除牺牲模具:将上述制备的支架模具复合物放置在烧结炉中进行脱脂处理,设置升温速率为5℃/min升温至700℃脱模,保温2小时后随炉冷却即可。
本实施例的制备方法操作步骤简单,制备的条件较为容易控制。
实施例5
本实施例是在上述实施例1的基础上进行,与上述实施例1相同之处不予赘述。
本实施例主要介绍一种具有片状晶体结构,且晶体尺寸小于2μm,且具备70%孔隙率,500μm贯通宏孔,30μm微孔的支架的制备方法。具体步骤如下:
S501、用SLA 3D打印机预制光敏树脂牺牲模型:先用solidworks软件构建直径10mm,高度3mm的圆柱体模型,在该模型中构建好相互连接的柱体结构,其直径为500μm,并且该柱体结构之间保持0.9mm的间距,以得到目标孔隙率。转换成STL格式,并打印出牺牲模具。
S502、浆料灌注、支架成型:称量纯α-磷酸三钙1克粉体材料,再加入0.2克球形直径为30μm的PMMA微球造孔剂,用涡旋振荡器震动5-10分钟,使之混合均匀。加入550ul固化液(up水)。搅拌使之成分均匀,调和成混合浆体。后用灌注工具将浆体灌注进模具中,之后在60℃,100%相对湿度的恒温恒湿箱中养护72小时,然后取出至烘箱中干燥24小时。
S503、去除牺牲模具:将上述制备的支架模具复合物放置在烧结炉中进行脱脂处理,设置升温速率为5℃/min升温至700℃脱模,保温2小时后随炉冷却即可.
本实施例的制备方法操作步骤简单,制备的条件较为容易控制。
实施例6
本实施例是在上述实施例1的基础上进行,与上述实施例1相同之处不予赘述。
本实施例主要介绍制备一种具有针状和块状的晶体结构,晶体尺寸小于1μm,且具备70%孔隙率,500μm贯通宏孔,30μm微孔的支架的制备方法,具体步骤如下:
S601、用SLA 3D打印机预制光敏树脂牺牲模型:先用solidworks软件构建直径10mm,高度3mm的圆柱体模型,在该模型中构建好相互连接的柱体结构,其直径为500μm,并且该柱体结构之间保持0.9mm的间距,以得到目标孔隙率。转换成STL格式,并打印出牺牲模具。
S602、浆料灌注、支架成型:称取纯α-磷酸三钙粉体材料加入球磨罐中,并且加入纯乙醇。放入球磨机中设置转速300r/min,时长4小。结束后取出粉体并烘干,得到粒径小于5μm的α-磷酸三钙粉体。称量1克α-磷酸三钙再加入0.2克球形直径为30μm的PMMA微球造孔剂,用涡旋振荡器震动5-10分钟,使之混合均匀。加入550ul固化液(由8%wt.柠檬酸和8%磷酸氢二钠按照1:1混合而成)。搅拌使之成分均匀,调和成混合浆体。后用灌注工具将浆体灌注进模具中,之后在60℃,100%相对湿度的恒温恒湿箱中养护72小时,然后取出至烘箱中干燥24小时。
S603、去除牺牲模具:将上述制备的支架模具复合物放置在烧结炉中进行脱脂处理,设置升温速率为5℃/min升温至700℃脱模,保温2小时后随炉冷却即可。
本实施例的制备方法操作步骤简单,制备的条件较为容易控制。
实施例7
本实施例是在上述实施例1的基础上进行,与上述实施例1相同之处不予赘述。
本实施例主要介绍一种具有60%孔隙率的双相磷酸钙(BCP)支架,且该支架具备500μm贯通宏孔,80μm不规则微孔,以及大量晶间通孔,具体制备过程如下:
S701、用SLA 3D打印机预制光敏树脂牺牲模型:先用solidworks软件构建直径10mm,高度3mm的圆柱体模型,在该模型中构建好相互连接的柱体结构,其直径为500μm,并且该柱体结构之间保持0.9mm的间距,以得到目标孔隙率。转换成STL格式,并打印出牺牲模具。
S702、浆料灌注、支架成型:称取1克BCP粉体并加入0.2克球形直径为80μm的不规则氯化钠造孔剂,用涡旋振荡器震动5-10分钟,使之混合均匀。加入550ul的粘结液(5%wt.的聚乙烯醇溶液)。搅拌使之成分均匀,调和成混合浆体。后用灌注工具将浆体灌注进模具中,之后取出模型和浆料的混合体至烘箱中干燥24小时。
S703、去除牺牲模具:将上述制备的支架模具复合物放置在烧结炉中进行脱脂处理,设置升温速率为5℃/min升温至550℃脱模,保温1小时后,以升温速率3℃/min升致1100℃,保温2小时后随炉冷却,冷却至室温后取出放置在RO水中24小时以上以彻底去除氯化钠颗粒。
以上所述仅为本发明的优选实施例而已,其并非因此限制本发明的保护范围,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,通过常规的替代或者能够实现相同的功能在不脱离本发明的原理和精神的情况下对这些实施例进行变化、修改、替换、整合和参数变更均落入本发明的保护范围内。
- 一种可控多孔磷酸钙支架及其制备方法
- 一种磷酸钙多孔支架的制备方法