汽车制动衬片性能检测可视化装置及其检测方法
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及汽车制动衬片性能检测可视化装置领域。
背景技术
汽车制动系统是保证汽车安全行驶的重要系统。汽车制动器衬片作为制动系统的关键部件,而在汽车制动时,优良的制动衬片将能有效保障驾驶者的生命安全,因此在制动衬片生产加工时,需要对制动衬片进行全方位的检测,以此来剔除存在缺陷的制动衬片,已保障安装后汽车良好的制动效果。
发明内容
发明目的:为了克服现有技术中存在的不足,本发明提供一种汽车制动衬片性能检测可视化装置及其检测方法能有效的快速及时的将不合格的制动衬片挑选出来的效果。
技术方案:为实现上述目的,本发明的技术方案如下:
汽车制动衬片性能检测可视化装置,包括进料传送带、出料传送带、图像采集装置、图像处理装置、次品剔除装置和次品阻挡装置;进料传动带和出料传动带收尾间距相隔,所述进料传送带穿过所述图像采集装置,所述次品剔除装置设置在所述进料传送带和所述出料传送带的间隔处,所述次品阻挡装置设置在所述次品剔除装置和所述出料传送带之间。
进一步的,所述次品剔除装置包括由第一电机驱动转动的第一转轴,第一转轴为横向转轴,第一转轴位于进料传送带和出料传送带的间隔处的一侧,第一转轴的轴向与进料传送带的输送方向相同;所述第一转轴上沿环向等角度设置有多个矩形的翻板,翻板的宽度略小于进料传送带和出料传送带的间隔。
进一步的,所述次品阻挡装置包括由第二电机驱动转动的第二转轴,第二转轴为水平延伸的轴体,所述第二转轴上沿环向等角度设置有多个竖向的扇形挡板,所述扇形挡板朝向所述翻板的一侧板面上设置有接触传感器。
进一步的,所述图像采集装置的信号输出端和所述图像处理装置的信号输入端连接,所述图像处理装置的信号输出端和所述第二电机的信号输入端连接,所述接触传感器的信号输出端与所述第一电机的信号输入端连接。
进一步的,所述第一转轴和第二转轴位于同一水平直线上;所述第二转轴上转动套设有套筒,若干所述扇形挡板均固定连接在所述套筒上,所述套筒的内筒壁上沿环向设置有若干斜向弹性压片,所述第一转轴的外壁上沿环向设置有若干斜槽;斜向弹性压片与套筒的内筒壁相连的一端设置有扭簧结构,所述斜向弹性压片和所述斜槽单向传动配合。
进一步的,所述套筒朝向所述第一转轴的筒口内壁上设置有若干内传动块;所述第一转轴朝向所述套筒的一端外壁上设置有若干外传动块,若干所述内传动块和若干所述外传动块相互交错卡接。
进一步的,所述翻板和所述扇形挡板均设置有四个;所述外传动块设置有四个,四个所述外传动块组合呈十字状;所述内传动块设置有四个,四个所述内传动块也组合呈十字状;所述翻板的一侧板面上转动设置有若干滚筒;所述翻板的另一侧板面的边缘设置有防护栏板;
所述次品剔除装置的下方设置有次品收集容器,翻板翻转后,制动衬片的次品掉落至次品收集容器内。
进一步的,所述图像采集装置包括检测箱和设置在检测箱内的工业相机,通过工业相机对制动衬片的表面进行拍摄,所述图像处理装置为工业电脑,工业电脑接收到工业相机拍摄到的图像信息后对通过软件对图像进行对比和处理。
进一步的,所述检测箱顶部为矩型或圆弧型;当所述检测箱顶部为圆弧型时,形成半罩壳体结构;所述半罩壳体结构内壁设置有多组探照拍摄装置;多组所述探照拍摄装置带动工业相机沿半罩壳体结构弧形轨迹往复运动,且多个所述工业相机由上而下多角度拍摄于制动衬片;
所述半罩壳体结构两端开口沿进料传送带输送方向设置,沿所述进料传送带输送方向半罩壳体结构截面为弧型;沿所述进料传送带输送方向半罩壳体结构内壁间距开设有多条轨道,且所述轨道纵截面为圆弧形,且所述轨道槽口小于轨道直径;所述探照拍摄装置包括行走装置;所述行走装置对应卡设于轨道内;所述行走装置上对应设置工业相机,且多个所述工业相机朝向于进料传送带上,且多个所述工业相机照射范围相交;多个所述行走装置带动对应的工业相机同步或相对交叉运动。
进一步的,第一步:制动衬片沿进料传动带运动,通过图像采集装置对制动衬片的尺寸和表面缺陷进行检测,图像处理装置接收图像采集装置收集到的图像信号并进行处理;
第二步:若判断制动衬片为次品,则图像处理装置将信号传递至第二电机,第二电机带动扇形挡板转动45度,随后制动衬片运动至翻板上并撞击接触传感器,接触传感器被撞击后控制第一电机启动,第一电机带动翻板翻转90度,由于内传动块和外传动块的相互配合,翻板翻转90度的同时也会带动扇形挡板再次转动45度,从而使次品剔除装置和次品阻挡装置复位以确保合格的产品可以正常通过翻板上方进入所述出料传送带;而制动衬片的次品则会随着翻板的多次翻转落入次品收集容器内。
有益效果:本发明能及时的发现制动衬片表面存在的缺陷,及时做出挑选;包括但不限于以下有益效果:
1)通过次品剔除装置传递以及配合次品阻挡装置的阻拦能很及时的将不合格的制动衬片阻拦截留下来,提高出产产品的的合格率;
2)当制动衬片从检测箱内通过时,多个工业相机从前后左右顶部分别对制动衬片结构拍照,这样多方位多角度的拍摄制动衬片,能更完整更全面的将制动衬片表面拍摄下来,避免不能及时发现制动衬片上加工位置边角的缺陷。
附图说明
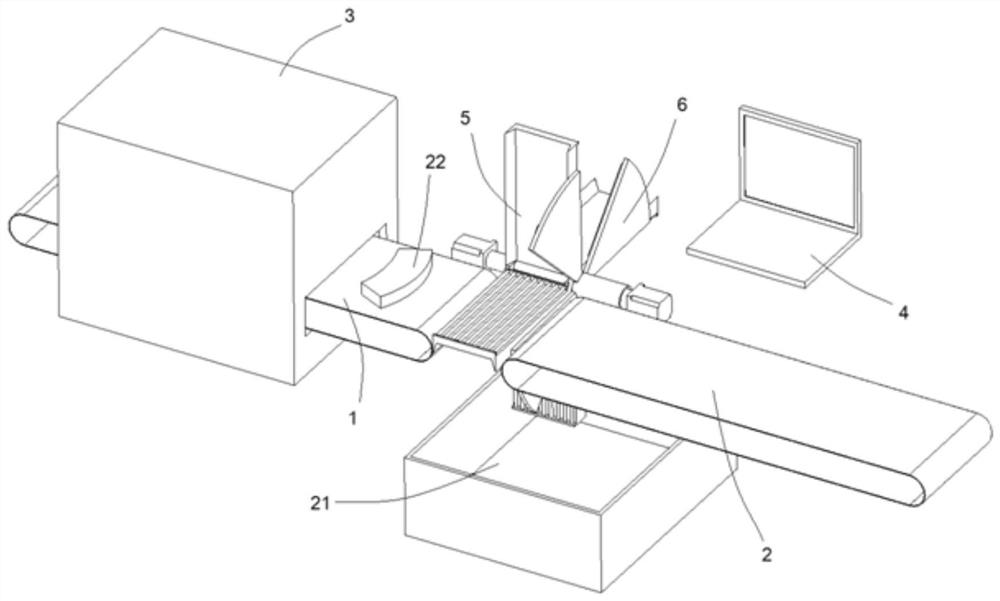
附图1为汽车制动衬片性能检测可视化装置结构图;
附图2为次品剔除装置结构图;
附图3为次品阻挡装置结构图;
附图4为翻板结构图;
附图5为套筒结构图;
附图6为斜向弹性压片结构图;
附图7为图像采集装置结构图;
附图8为扇形挡板结构图;
附图9为外传动块结构图;
附图10为半罩壳体结构图;
附图11为轨道结构图。
具体实施方式
下面结合附图对本发明作更进一步的说明。
如附图1-11:汽车制动衬片性能检测可视化装置,包括进料传送带1、出料传送带2、图像采集装置3、图像处理装置4、次品剔除装置5和次品阻挡装置6;进料传动带1和出料传动带2收尾间距相隔,所述进料传送带1穿过所述图像采集装置3,所述次品剔除装置5设置在所述进料传送带1和所述出料传送带2的间隔处,所述次品阻挡装置6设置在所述次品剔除装置5和所述出料传送带2之间。
所述次品剔除装置5包括由第一电机7驱动转动的第一转轴8,第一转轴8为横向转轴,第一转轴8位于进料传送带1和出料传送带2的间隔处的一侧,第一转轴8的轴向与进料传送带1的输送方向相同;所述第一转轴8上沿环向等角度设置有多个矩形的翻板9,翻板9的宽度略小于进料传送带1和出料传送带2的间隔。当所述翻板9转动至所述进料传送带1和所述出料传送带2之间时为水平状态,并对制动衬片22的传送进行过渡,制动衬片22依靠惯性可以从进料传送带1的出料端通过翻板9的上表面运动到出料传送带2的进料端。
所述次品阻挡装置6包括由第二电机10驱动转动的第二转轴11,第二转轴11为水平延伸的轴体,所述第二转轴11上沿环向等角度设置有多个竖向的扇形挡板12,所述扇形挡板12朝向所述翻板9的一侧板面上设置有接触传感器13。
所述图像采集装置3的信号输出端和所述图像处理装置4的信号输入端连接,所述图像处理装置3的信号输出端和所述第二电机10的信号输入端连接,所述接触传感器13的信号输出端与所述第一电机7的信号输入端连接。
所述第一转轴8和第二转轴11位于同一水平直线上;所述第二转轴11上转动套设有套筒14,若干所述扇形挡板12均固定连接在所述套筒14上,所述套筒14的内筒壁上沿环向设置有若干斜向弹性压片15,所述第一转轴8的外壁上沿环向设置有若干斜槽16;斜向弹性压片15与套筒14的内筒壁相连的一端设置有扭簧结构,所述斜向弹性压片15和所述斜槽16单向传动配合。当转轴11顺时针转动时可以带动套筒14转动,当转轴11逆时针转动时则无法带动套筒14转动,此时转轴11和套筒14相对滑动。
所述套筒14朝向所述第一转轴8的筒口内壁上设置有若干内传动块17;所述第一转轴8朝向所述套筒14的一端外壁上设置有若干外传动块18,若干所述内传动块17和若干所述外传动块18相互交错卡接。
所述翻板9和所述扇形挡板12均设置有四个;所述外传动块18设置有四个,四个所述外传动块18组合呈十字状;所述内传动块17设置有四个,四个所述内传动块17也组合呈十字状;所述翻板9的一侧板面上转动设置有若干滚筒19,减少摩擦力,使制动衬片22沿翻板9表面滑动时更为顺畅;所述翻板9的另一侧板面的边缘设置有防护栏板20,防止翻板9转动时制动衬片22掉落;
所述次品剔除装置5的下方设置有次品收集容器21,翻板9翻转后,制动衬片22的次品掉落至次品收集容器21内。
所述图像采集装置3包括检测箱23和设置在检测箱23内的工业相机24,通过工业相机24对制动衬片22的表面进行拍摄,所述图像处理装置4为工业电脑,工业电脑接收到工业相机24拍摄到的图像信息后对通过软件对图像进行对比和处理,判断制动衬片22是否存在表面缺陷。
所述检测箱23顶部为矩型或圆弧型;当所述检测箱23顶部为圆弧型时,形成半罩壳体结构231;所述半罩壳体结构231内壁设置有多组探照拍摄装置232;多组所述探照拍摄装置232带动工业相机24沿半罩壳体231结构弧形轨迹往复运动,且多个所述工业相机24由上而下多角度拍摄于制动衬片22;
所述半罩壳体结构231两端开口沿进料传送带1输送方向设置,沿所述进料传送带1输送方向半罩壳体结构231截面为弧型;沿所述进料传送带1输送方向半罩壳体结构231内壁间距开设有多条轨道233,且所述轨道233纵截面为圆弧形,且所述轨道233槽口小于轨道233直径;所述探照拍摄装置232包括行走装置234;所述行走装置234对应卡设于轨道233内;所述行走装置234上对应设置工业相机24,且多个所述工业相机24朝向于进料传送带1上,且多个所述工业相机24照射范围相交;多个所述行走装置234带动对应的工业相机24同步或相对交叉运动。当制动衬片从检测箱内通过时,多个工业相机从前后左右顶部分别对制动衬片结构拍照,这样多方位多角度的拍摄制动衬片,能更完整更全面的将制动衬片表面拍摄下来,避免不能及时发现制动衬片上加工位置边角的缺陷。
第一步:制动衬片22沿进料传动带1运动,通过图像采集装置3对制动衬片22的尺寸和表面缺陷进行检测,图像处理装置4接收图像采集装置3收集到的图像信号并进行处理;
第二步:若判断制动衬片22为次品,则图像处理装置4将信号传递至第二电机10,第二电机10带动扇形挡板12转动45度,随后制动衬片22运动至翻板9上并撞击接触传感器13,接触传感器13被撞击后控制第一电机7启动,第一电机7带动翻板9翻转90度,由于内传动块17和外传动块18的相互配合,翻板9翻转90度的同时也会带动扇形挡板12再次转动45度,从而使次品剔除装置5和次品阻挡装置6复位以确保合格的产品可以正常通过翻板9上方进入所述出料传送带2;而制动衬片22的次品则会随着翻板9的多次翻转落入次品收集容器内。
以上所述是本发明的优选实施案例,相对于本技术领域普通技术人员而言,在不脱离本发明原理前提的情况下,还能做出若干改进和润饰,这些改进和润饰同样视为本发明的保护范围。
- 汽车制动衬片性能检测可视化装置及其检测方法
- 汽车制动衬片摩擦性能对照检测装置