一种玻璃安装工作站
文献发布时间:2023-06-19 12:11:54
技术领域
本发明涉及轨道交通设备制造技术领域,特别是涉及一种玻璃安装工作站。
背景技术
随着工业技术的增长,新型地铁高铁制造对设备生产的质量要求逐渐增加。目前主机厂内安装风挡玻璃与侧窗的过程为:安装车辆到达指定安装工位后,由工人踩登高梯对风挡或侧窗内框进行钣金高度差测量,确定需要安装垫块的厚度,粘贴垫块。由天车运送风挡玻璃进行不带胶试装,检查安装后风挡与车身钣金的平整度。风挡玻璃、侧窗玻璃,由天车搬运到车身附近料车上,进行清洁、底涂工作。在车身钣金涂胶后,由天车吊起风挡,辅助工人进行安装作业。安装完成后,粘贴胶带防止滑落。风挡胶经过24小时固化,由工人登高对玻璃四周与钣金四周进行胶带粘贴,打密封胶。再次经过24小时固化后车身离开工位。由于玻璃质量大,且安装位置高。导致人员需要登高作业并借助天车。涂胶过程中人员无法准确的掌控胶料涂抹位置、均匀程度。
发明内容
本发明的目的是提供一种玻璃安装工作站,以解决上述现有技术存在的问题,能够对风挡玻璃和侧窗玻璃实现自动涂胶,方便快捷,无需人工识别垫块厚度,节约劳动力,且提高施工质量。
为实现上述目的,本发明提供了如下方案:
本发明提供了一种玻璃安装工作站,包括转运安装机器人和主涂胶结构,所述主涂胶结构位于第一工位,所述转运安装机器人包括视觉相机,所述视觉相机用于识别风挡玻璃和/或侧窗玻璃安装时所需的垫块厚度,所述转运安装机器人用于风挡玻璃和/或侧窗玻璃的转运,所述主涂胶结构包括涂胶塔,所述涂胶塔对风挡玻璃和/或侧窗玻璃进行涂胶。
优选地,所述主涂胶结构还包括主涂胶机器人、玻璃胶桶和第一行走系统,所述主涂胶机器人、所述涂胶塔和第一登高结构均设置在所述第一行走系统上,所述第一行走系统能够带动所述主涂胶机器人、所述涂胶塔和所述第一登高结构沿纵向移动,所述玻璃胶桶和所述涂胶塔连接,所述主涂胶机器人用于风挡玻璃和/或侧窗玻璃的抓取,所述涂胶塔对风挡玻璃和/或侧窗玻璃涂抹玻璃胶。
优选地,所述玻璃安装工作站还包括至少一个侧窗玻璃涂胶机构,所述侧窗玻璃涂胶机构位于第二工位,所述第二工位位于所述第一工位的一侧,各所述侧窗玻璃涂胶机构均包括一侧窗涂胶机器人,所述侧窗涂胶机器人对侧窗玻璃进行抓取和涂抹密封胶。
优选地,各所述侧窗玻璃涂胶机构均包括第二行走系统和第二胶桶,第二登高结构、所述第二胶桶和所述侧窗涂胶机器人均设置在所述第二行走系统上,所述第二行走系统能够带动所述第二登高结构、所述第二胶桶和所述侧窗涂胶机器人沿纵向移动,所述第二胶桶与所述侧窗涂胶机器人的第二胶枪连接。
优选地,所述玻璃安装工作站还包括第三行走系统,所述第三行走系统包括横梁和若干支撑立柱,所述横梁设置在若干所述支撑立柱上,所述横梁上设置有横向轨道,所述转运安装机器人与所述横向轨道滑动连接;所述横梁上还设置有若干纵梁,所述纵梁上设置有纵向轨道,所述纵向轨道上滑动连接有吊篮,所述吊篮位于所述主涂胶结构和所述侧窗玻璃涂胶机构之间。
优选地,所述横向轨道上设置有第一胶桶,所述第一胶桶与所述横向轨道滑动连接,所述第一胶桶与所述转运安装机器人的第一胶枪连接,所述转运安装机器人的第一胶枪对风挡玻璃涂抹密封胶。
优选地,所述玻璃安装工作站还包括翻转对中机构,所述翻转对中机构位于一个所述第二工位中且位于所述第三行走系统的下方。
优选地,所述玻璃安装工作站包括两个所述侧窗玻璃涂胶机构,所述主涂胶结构位于两个所述侧窗玻璃涂胶机构之间,所述玻璃安装工作站还包括第一对中机构和第二对中机构,所述第一对中机构和所述第二对中机构均位于所述第三行走系统的下方,所述第一对中机构位于所述第一工位中,所述第二对中机构位于另一个所述第二工位中。
优选地,所述玻璃安装工作站还包括辅助机械手,所述辅助机械手设置在所述翻转对中机构的上方,所述辅助机械手辅助人工将风挡玻璃或侧窗玻璃放置在所述翻转对中机构上。
本发明相对于现有技术取得了以下技术效果:
本发明的视觉相机能够自动识别垫块厚度,避免了人员登高的不准确性和危险性,节约了劳动力,主涂胶机器人和侧窗涂胶机器人分别对风道玻璃和侧窗玻璃进行涂胶,涂抹位置准确且均匀,保证了涂胶质量。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
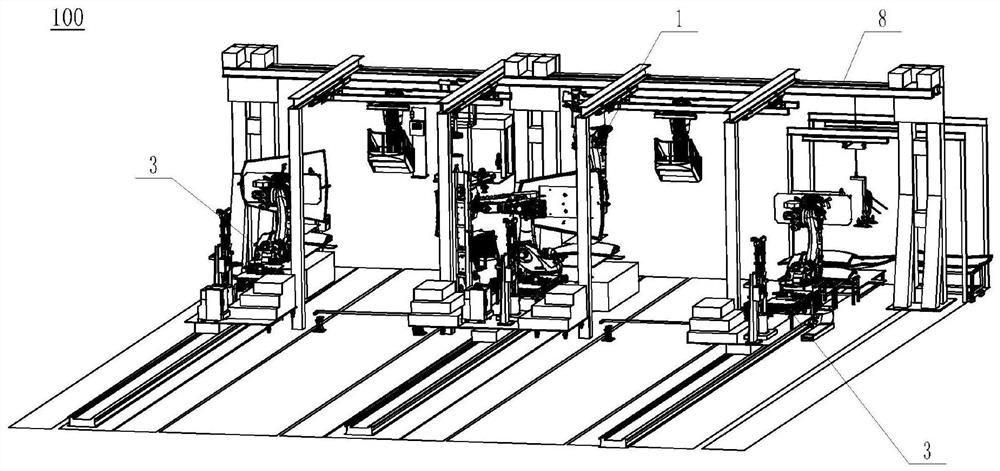
图1为本发明的玻璃安装工作站示意图一;
图2为本发明的玻璃安装工作站示意图二;
图3为本发明的玻璃安装工作站的主视图;
图4为本发明的第一工位的装置结构示意图;
图5为本发明的一个第二工位的装置示意图;
图6为本发明的另一个第二工位的装置示意图;
图7为本发明的侧窗玻璃涂胶机构示意图;
图8为本发明的第一行走系统或第二行走系统示意图;
图9为本发明的第三行走系统示意图;
图10为风挡玻璃和侧窗玻璃涂胶流程图;
其中:100-玻璃安装工作站,1-转运安装机器人,2-主涂胶结构,3-侧窗玻璃涂胶机构,4-第一工位,5-第二工位,6-主涂胶机器人,7-侧窗涂胶机器人,8-第三行走系统,9-横梁,10-支撑立柱,11-横向轨道,12-纵梁,13-纵向轨道,14-吊篮,15-第一行走系统,16-涂胶塔,17-第一胶桶,18-第一登高结构,19-第二行走系统,20-第二胶桶,21-第二登高结构,22-翻转对中机构,23-第一对中机构,24-第二对中机构,25-辅助机械手,26-车身,27-控制柜,28-电机,29-齿轮,30-齿条,31-滑块,32-滑轨,33-底座。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有付出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
本发明的目的是提供一种玻璃安装工作站,以解决上述现有技术存在的问题,能够对风挡玻璃和侧窗玻璃实现自动涂胶,方便快捷,无需人工识别垫块厚度,节约劳动力,且提高施工质量。
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
如图1-图10所示:本实施例提供了一种玻璃安装工作站100,包括转运安装机器人1和主涂胶结构2,主涂胶结构2位于第一工位4,转运安装机器人1包括视觉相机,视觉相机用于识别风挡玻璃和/或侧窗玻璃安装时所需的垫块厚度,转运安装机器人1用于风挡玻璃和/或侧窗玻璃的转运,主涂胶结构2包括涂胶塔16,涂胶塔16对风挡玻璃和/或侧窗玻璃进行涂胶。
本实施例中,主涂胶结构2还包括主涂胶机器人6、玻璃胶桶和第一行走系统15,主涂胶机器人6、涂胶塔16和第一登高结构18均设置在第一行走系统15上,第一行走系统15能够带动主涂胶机器人6、涂胶塔16和第一登高结构18沿纵向移动,玻璃胶桶和涂胶塔16连接,主涂胶机器人6用于风挡玻璃和/或侧窗玻璃的抓取,涂胶塔16对风挡玻璃和/或侧窗玻璃涂抹玻璃胶。
本实施例中,玻璃安装工作站100还包括至少一个侧窗玻璃涂胶机构3,侧窗玻璃涂胶机构3位于第二工位5,第二工位5位于第一工位4的一侧,各侧窗玻璃涂胶机构3均包括一侧窗涂胶机器人7,侧窗涂胶机器人7对侧窗玻璃进行抓取和涂抹密封胶。
本实施例中,各侧窗玻璃涂胶机构3均包括第二行走系统19和第二胶桶20,第二登高结构21、第二胶桶20和侧窗涂胶机器人7均设置在第二行走系统19上,第二行走系统19能够带动第二登高结构21、第二胶桶20和侧窗涂胶机器人7沿纵向移动,第二胶桶20与侧窗涂胶机器人7的第二胶枪连接。
本实施例中,玻璃安装工作站100还包括第三行走系统8,第三行走系统8包括横梁9和若干支撑立柱10,横梁9设置在若干支撑立柱10上,横梁9上设置有横向轨道11,转运安装机器人1与横向轨道11滑动连接;横梁9上还设置有若干纵梁12,纵梁12上设置有纵向轨道13,纵向轨道13上滑动连接有吊篮14,吊篮14位于主涂胶结构2和侧窗玻璃涂胶机构3之间。
本实施例中,横向轨道11上设置有第一胶桶17,第一胶桶17与横向轨道11滑动连接,第一胶桶17与转运安装机器人1的第一胶枪连接,转运安装机器人1的第一胶枪对风挡玻璃涂抹密封胶。
本实施例中,玻璃安装工作站100还包括翻转对中机构22,翻转对中机构22位于一个第二工位5中且位于第三行走系统8的下方。
本实施例中,玻璃安装工作站100包括两个侧窗玻璃涂胶机构3,主涂胶结构2位于两个侧窗玻璃涂胶机构3之间,玻璃安装工作站100还包括第一对中机构23和第二对中机构24,第一对中机构23和第二对中机构24均位于第三行走系统8的下方,第一对中机构23位于第一工位4中,第二对中机构24位于另一个第二工位5中。
本实施例中,玻璃安装工作站100还包括辅助机械手25,辅助机械手25设置在翻转对中机构22的上方,辅助机械手25辅助人工将风挡玻璃或侧窗玻璃放置在翻转对中机构22上。
本实施例还包括控制柜27,控制柜27控制各结构的工作。
本实施例中,第一登高结构18和第二登高结构21均包括若干级台阶,第一登高结构18和第二登高结构21用于工人站立,以便于工人进行涂胶后的其他工序,能够对玻璃的不同高度进行处理,第一登高结构18和第二登高结构21的下端分别安装有四个车轮,四个车轮分别安装在第一登高结构18和第二登高结构21下端面的四个角部,且各车轮均能接触地面,保证第一登高结构18和第二登高结构21移动过程中的稳定性,且提高其承重能力,保证施工时的安全性。
本实施例中,第一行走系统15、第二行走系统19和第三行走系统8均为七轴行走系统。转运安装机器人1通过第三行走系统8实现多工位的安装。第一行走系统15和第二行走系统19的结构相同,第一行走系统15和第二行走系统19均包括电机28、齿轮29、齿条30和底座33,电机28和底座33固定连接,齿轮29固定在电机28的输出轴上,且齿轮29与电机28的输出轴同轴设置,电机28能够驱动齿轮29转动,齿条30用于固定在施工处的地基上,从而将齿条30位置固定,齿条30与齿轮29的外周啮合,电机28驱动齿轮29转动时,由于齿条30固定,齿轮29需要转动,因此齿轮29能够带动电机28和底座33沿齿条30的长度方向移动,从而实现行走功能。第一行走系统15和第二行走系统19还包括滑块31和滑轨32,滑块31固定在底座33的侧壁上,滑轨32用于固定在施工处的地基上,滑块31能够嵌入滑轨32内,且滑块31与滑轨32滑动连接,滑轨32与齿条30平行,齿轮29能够带动滑块31在滑轨32内沿滑轨32的长度方向滑动,从而保证底座33移动过程中的稳定性,防止发生侧翻,影响涂胶效率,当电机28驱动齿轮29旋转,齿轮29相对于齿条30移动,从而带动底座33移动,且底座33在滑块31与滑轨32的配合下平稳移动,同时,底座33带动第一登高结构18和第二登高结构21移动。
本实施例中,在第一胶枪和第二胶枪上还设有绝对位移检测系统,例如倍加福的位移条码检测系统,可实时反馈胶枪的当前位置,实现对移动部分位置的精确控制,实现涂胶过程中的断胶检测或胶型检测,确保对风挡玻璃或侧窗玻璃的精确涂胶。
本实施例中,第一行走系统15和第二行走系统19还包括限位装置,限位装置包括触头和行程开关,触头固定于底座上,能够跟随底座移动,触头也可设置在滑块上,只要不影响滑轨与滑轨的相对滑动即可,行程开关固定于滑轨长度方向上的端部,从而使得底座带动滑块移动至行程开关时,触头能够触碰行程开关,起到限位功能,行程开关和电机均与控制柜27电连接,行程开关将信号传输至控制柜27,控制柜27控制电机停止运转,从而避免滑块冲出滑轨,正常运行过程中,风挡玻璃或侧窗玻璃的涂胶长度不大于齿条的长度。
本实施例通过转运安装机器人1、侧窗涂胶机器人7、主涂胶机器人6和涂胶塔16对风挡玻璃和侧窗玻璃进行涂胶,从而无需人工手持胶枪涂胶,节约劳动力,能够连续工作,大大提高了工作效率。第一行走系统15、第二行走系统19和第三行走系统8使得涂胶距离大大增加,且移动速度恒定,能够提高涂胶的均匀性。
风挡玻璃的涂胶过程为:风挡玻璃由工人操作辅助机械手25上件,放置在翻转对中机构22上;当底涂作业和胶带粘贴工作完成后风挡玻璃翻转进入工作站内;转运安装机器人1移动到车身26风挡玻璃钣金处利用视觉相机计算出所需要安装垫块厚度发送至HMI,工人按照提示站在吊篮14上进行相应厚度的垫块的安装;垫块安装完成后转运安装机器人1移动到翻转对中机构22抓取风挡玻璃,并将风挡玻璃放置在车身26的安装位置进行预安装;当视觉相机检测风挡玻璃与钣金高度差缝隙均合格后,转运安装机器人1将风挡玻璃从车身26上取下,放置在第一对中机构23上进行对中定位;主涂胶机器人6吸取对第一对中机构23上的风挡玻璃,将风挡玻璃移动到涂胶塔16进行玻璃胶涂胶作业;涂胶塔16的胶料由玻璃胶桶提供;主涂胶机器人6完成涂胶后,将风挡玻璃放置回第一对中机构23上,再次对中定位;转运安装机器人1抓取涂好玻璃胶的风挡玻璃进行扣车安装工作,并在安装完成后,自动粘贴防坠胶带防止玻璃下滑;玻璃胶进行24小时的固化后由工人操作吊篮14上的机械手对车身26钣金进行胶带粘贴工作,取下防坠胶带;工人撤出工作站后,转运安装机器人1用抓手上集成的第一胶枪(胶料由第一胶桶17提供)对风挡玻璃与钣金之间的缝隙进行涂胶填缝作业;完成后回到初始位置等待下一工作循环。
风挡玻璃的涂胶过程为:侧窗玻璃由工人操作辅助机械手25上件,放置在翻转对中机构22上;当底涂作业和胶带粘贴工作完成后侧窗玻璃翻转进入工作站内;转运安装机器人1移动到车身26侧窗玻璃钣金处利用视觉相机计算出所需要安装垫块厚度发送至HMI,工人按照提示站在吊篮14上进行相应厚度得垫块安装;垫块安装完成后转运安装机器人1移动到翻转对中机构22抓取侧窗玻璃,并将侧窗玻璃放置在车身26的安装位置进行预安装;当视觉相机检测侧窗玻璃与钣金高度差缝隙均合格后,转运安装机器人1将侧窗玻璃从车身26上取下,放置在第一对中机构23上进行对中定位;侧窗涂胶机器人7吸取对第一对中机构23上的侧窗玻璃,将侧窗玻璃移动到涂胶塔16进行玻璃胶涂胶作业,涂胶塔16的胶料由玻璃胶桶提供,侧窗涂胶机器人7完成涂胶后,将侧窗玻璃放置回第一对中机构23上,再次对中定位;转运安装机器人1抓取涂好玻璃胶的侧窗玻璃移动到翻转对中机构22,将侧窗玻璃放置到翻转对中机构22后,回到初始位;侧窗涂胶机器人7抓取侧窗玻璃移动到车身26的安装位置后,进行扣车安装,并在安装结束后自动粘贴防坠胶带;玻璃胶进行24小时的固化后由工人站在第二登高结构21对车身26钣金进行胶带粘贴工作,取下防坠胶带;工人撤出工作站后,侧窗涂胶机器人7用抓手上集成的第二胶枪(胶料由第二胶桶20提供)对侧窗玻璃与钣金之间的缝隙进行涂胶填缝作业;完成后回到初始位置等待下一工作循环。
本实施例能够实现不同类型轨道车辆全系玻璃的自动化组装。本实施例采用全新的自动化工作站安装结构设计,灵活适应不同车体玻璃框定位、间距及高度调整。同时,安装工作站预设标准,通过操控按钮即可完成部件搬运、精准定位和合适安装,避免人为操作的失误率和质量不均衡情况。
本实施例通过涂胶系统、机器人系统的灵活组装及视觉等新技术应用,结束了手工操作玻璃安装的历史,提高了车辆装配质量和组装效率,让地铁高铁的制造向智能化制造迈进了重要的一步。
本说明书中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
- 一种玻璃安装工作站
- 一种工作站用安装位置能够切换的工业机器人安装底板