一种铁路接触网钢构件锌镍渗层的制备方法及其应用
文献发布时间:2023-06-19 12:13:22
技术领域
本发明涉及铁路接触网钢构件的表面处理技术领域,更具体地,涉及一种铁路接触网钢构件锌镍渗层的制备方法及其应用。
背景技术
锌镍渗层防锈技术是一种通过低温化学置换原理,即渗层金属在一定的温度和活化剂的作用下,锌原子和镍原子在钢铁表面发生吸附、吸收和反应扩散,最终在钢铁表面形成合金沉积层;同时,与钢铁基体中的铁原子互换,并向待渗钢铁基材内扩散;其特点是在饱和固溶锌基体金属表面形成冶金结合的合金沉积层。
在光学显微镜下,锌镍渗层有以下金相学特征:
(1)表面锌-铁合金层;
(2)饱和固溶锌的扩散层,这一层因具有一定的耐蚀性,在金相腐蚀剂作用下基本不受腐蚀,从而在光学显微镜下仍呈白亮色;
(3)钢铁基体,这部分在表面改性处理时未发生变化,仍保持钢铁原有的性能。
锌镍渗层防锈技术实现了钢铁构件表面合金化,达到了高耐蚀和高耐磨的应用需求,且不改变钢铁构件自身的机械性能,保证了钢结构件的自身使用周期内全寿命防锈。锌镍渗层技术与现行常用的其他表面处理技术相比具有一定优势。
现有技术的锌镍渗层工艺中大多关注其工艺条件的优化和附着力、机械性能等,其在诸如铁路领域等的某些特殊应用场景下仍存在抗二氧化硫腐蚀性能、中性盐雾试验和与混凝土亲和性等不能满足实际应用的缺陷。
鉴于此,如何进一步优化现有技术的方案,提供一种抗二氧化硫腐蚀性能好、中性盐雾试验时长更长和与混凝土亲和更佳的锌镍渗层的制备方法本领域技术人员亟待解决的关键技术问题。
发明内容
针对现有技术所存在的技术问题,本发明提供了一种铁路接触网钢构件锌镍渗层的制备方法及其应用。
本发明采用如下技术方案:
一种铁路接触网钢构件锌镍渗层的制备方法,包括:
将经表面处理后的铁路接触网钢构件与含有TiO
在上述技术方案中,所述渗剂粉由以下粉末状原料混合而成:
Zn粉20-30wt%,Ni粉0.5-1.5wt%,Al粉3-12wt%,稀土2-6wt%,氯化铵1-4wt%,TiO
具体地,在上述技术方案中,所述稀土为氯化镧和/或氯化铈。
进一步地,在上述技术方案中,所述TiO
在上述技术方案中,所述封闭液为含有抑制剂的环保封闭液。
优选地,在上述技术方案中,所述封闭液包括以下重量份的组分:
KH-550 1.9%、锌12.8%、铝2.5%、聚磷酸钠3.8%、乙二醇5%、GR-203氧化聚乙烯蜡乳化剂2.5%、BYK-161有机硅分散剂0.15%、羟乙基纤维素0.1%、余量为去离子水。
在本发明的具体实施方式中,所述封闭层的厚度为45-80μm。
再进一步地,在上述技术方案中,所述除灰处理依次包括振动除灰和水洗两步。
优选地,所述水洗为高压水清洗或超声波清洗。
具体地,在上述技术方案中,所述除灰处理的目的是为了去除零件表面的粉末渗剂;具体为,首先用振动的方式去除附着在零件上80%以上的渗剂,振动以后的进一步除灰可通过高压水清洗或超声波清洗。对于螺纹件,为保护好制备的渗层,则采用超声波清洗。
又进一步地,在上述技术方案中,所述表面处理依次包括除酯和除锈两步。
优选地,在上述技术方案中,所述除酯的过程所用脱脂剂为含表面活性剂的碱性脱脂剂。
具体地,在上述技术方案中,所述除锈具体为球状钢丸抛丸处理,所述球状钢丸的粒度大小为1.8-3.5mm,所述球状钢丸的抛丸覆盖率为175-220%。
本发明另一方面还提供了上述铁路接触网钢构件锌镍渗层的制备方法在铁路接触网钢构件表面防腐中的应用。
与现有技术相比,本发明的有益效果为:
(1)本发明所提供的钢构件锌镍渗层的制备方法通过在渗剂粉的原料中添加TiO
(2)本发明所提供的钢构件锌镍渗层的制备方法通过在封闭液的组分中添加聚磷酸钠作为抑制剂,并在此基础上进一步优化其组分及含量,能有效延长钢构件的中性盐雾试验时长;
(3)通过本发明所提供的锌镍渗层的制备方法对铁路接触网钢构件的表面进行处理,与现有其他表面处理的方法相比,与混凝土的亲和性能更佳,具体为与混凝土的握裹力更佳且无腐蚀。
附图说明
图1为本发明实施例1所提供的锌镍渗层的制备方法制备得到的铁路接触网钢构件(
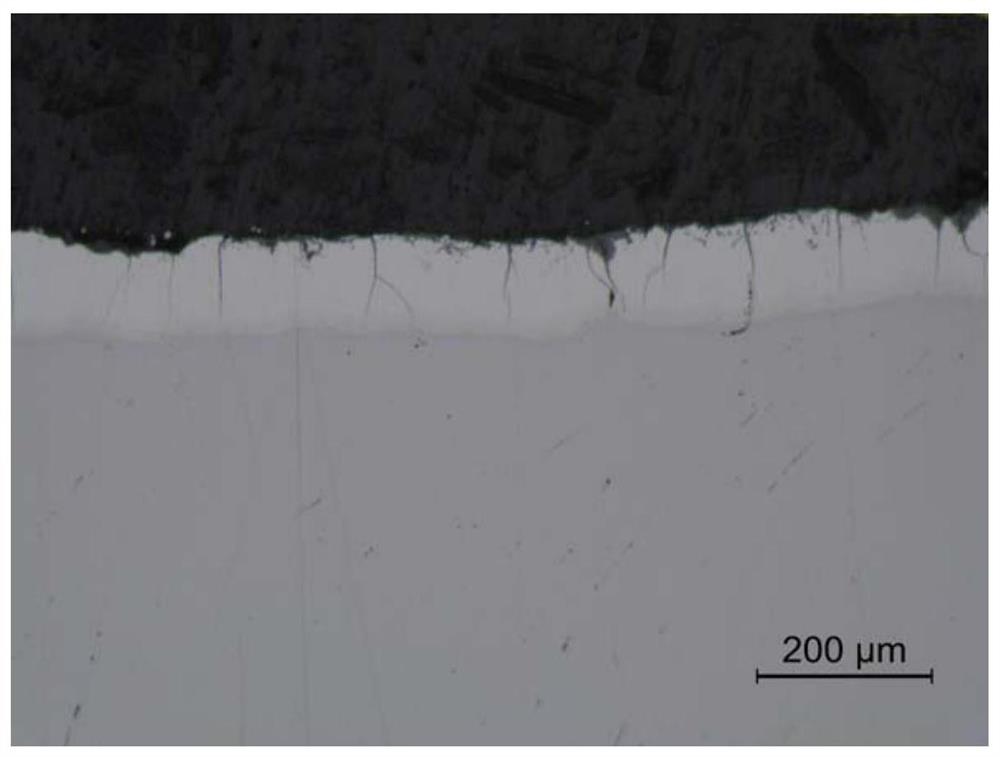
图2为本发明实施例2所提供的锌镍渗层的制备方法制备得到的铁路接触网钢构件(M36*800锚固螺栓)的金相截面图。
具体实施方式
下面结合具体实施例对本发明作进一步的详细说明,以使本领域的技术人员更加清楚地理解本发明。
以下各实施例,仅用于说明本发明,但不止用来限制本发明的范围。基于本发明中的具体实施例,本领域普通技术人员在没有做出创造性劳动的情况下,所获得的其他所有实施例,都属于本发明的保护范围。在本发明实施例中,若无特殊说明,所有原料组分均为本领域技术人员熟知的市售产品;在本发明实施例中,若未具体指明,所用的技术手段均为本领域技术人员所熟知的常规手段。
在本发明实施例中,所使用的原料均为常规市售产品。
实施例1
本发明实施例提供了一种铁路接触网钢构件锌镍渗层的制备方法,具体包括以下步骤:
S1、将待处理钢构件依次经市售含表面活性剂的碱性脱脂剂除酯后,采用粒度大小为1.8-3.5mm的球状钢丸抛丸除锈,控制抛丸覆盖率为220%;
S2、将抛丸除锈完成后的钢构件与渗剂粉料置于密封金属容器中,旋转金属容器同时对铁路接触网钢构件进行加热,控制转速为8rpm,升温速率为3℃/min,升温至380℃,保温120min,随炉冷却至100℃以下出炉;
其中,渗剂粉料由以下粉末状原料混合而成:Zn粉20wt%,Ni粉1.5wt%,Al粉9wt%,氯化镧6wt%,氯化铵1.5wt%,TiO
S3、将出炉后的钢构件依次经振动除灰和水洗除灰(高压水清洗或超声波清洗)后,在表面喷涂封闭液形成厚度为45μm的封闭层;
其中,封闭液包括以下重量份的组分:KH-550 1.9%、锌12.8%、铝2.5%、乙二醇5%、GR-203氧化聚乙烯蜡乳化剂2.5%、BYK-161有机硅分散剂0.15%、羟乙基纤维素0.1%、余量为去离子水。
实施例2
本发明实施例提供了一种铁路接触网钢构件锌镍渗层的制备方法,具体包括以下步骤:
S1、将待处理钢构件依次经市售含表面活性剂的碱性脱脂剂除酯后,采用粒度大小为1.8-3.5mm的球状钢丸抛丸除锈,控制抛丸覆盖率为200%;
S2、将抛丸除锈完成后的钢构件与渗剂粉料置于密封金属容器中,旋转金属容器同时对铁路接触网钢构件进行加热,控制转速为10rpm,升温速率为4℃/min,升温至360℃,保温160min,随炉冷却至100℃以下出炉;
其中,渗剂粉料由以下粉末状原料混合而成:Zn粉25wt%,Ni粉1.2wt%,Al粉9wt%,氯化镧1.2wt%,氯化铈3.8wt%,氯化铵2.4wt%,粒径为0.05-0.12mm的TiO
S3、将出炉后的钢构件依次经振动除灰和超声波清洗水洗除灰后,在表面喷涂封闭液形成厚度为60μm的封闭层;
其中,封闭液包括以下重量份的组分:KH-550 1.9%、锌12.8%、铝2.5%、聚磷酸钠3.8%、乙二醇5%、GR-203氧化聚乙烯蜡乳化剂2.5%、BYK-161有机硅分散剂0.15%、羟乙基纤维素0.1%、余量为去离子水。
实施例3
本发明实施例提供了一种铁路接触网钢构件锌镍渗层的制备方法,具体包括以下步骤:
S1、将待处理钢构件依次经市售含表面活性剂的碱性脱脂剂除酯后,采用粒度大小为1.8-3.5mm的球状钢丸抛丸除锈,控制抛丸覆盖率为175%;
S2、将抛丸除锈完成后的钢构件与渗剂粉料置于密封金属容器中,旋转金属容器同时对铁路接触网钢构件进行加热,控制转速为12rpm,升温速率为5℃/min,升温至320℃,保温180min,随炉冷却至100℃以下出炉;
其中,渗剂粉料由以下粉末状原料混合而成:Zn粉30wt%,Ni粉0.5wt%,Al粉3wt%,氯化镧1.2wt%,氯化铈1.2wt%,氯化铵4wt%,粒径为0.05-0.12mm的TiO
S3、将出炉后的钢构件依次经振动除灰和高压水冲洗除灰后,在表面喷涂封闭液形成厚度为80μm的封闭层;
其中,封闭液包括以下重量份的组分:KH-550 1.9%、锌12.8%、铝2.5%、乙二醇5%、GR-203氧化聚乙烯蜡乳化剂2.5%、BYK-161有机硅分散剂0.15%、羟乙基纤维素0.1%、余量为去离子水。
对比例1
本发明实施例提供了一种铁路接触网钢构件锌镍渗层的制备方法,具体包括以下步骤:
S1、将待处理钢构件依次经市售含表面活性剂的碱性脱脂剂除酯后,采用粒度大小为1.8-3.5mm的球状钢丸抛丸除锈,控制抛丸覆盖率为220%;
S2、将抛丸除锈完成后的钢构件与渗剂粉料置于密封金属容器中,旋转金属容器同时对铁路接触网钢构件进行加热,控制转速为8rpm,升温速率为3℃/min,升温至380℃,保温120min,随炉冷却至100℃以下出炉;
其中,渗剂粉料由以下粉末状原料混合而成:Zn粉20wt%,Ni粉1.5wt%,Al粉9wt%,氯化镧6wt%,氯化铵1.5wt%,余量为三氧化二铝粉料;
S3、将出炉后的钢构件依次经振动除灰和水洗除灰(高压水清洗或超声波清洗)后,在表面喷涂封闭液形成厚度为45μm的封闭层;
其中,封闭液包括以下重量份的组分:KH-550 1.9%、锌12.8%、铝2.5%、乙二醇5%、GR-203氧化聚乙烯蜡乳化剂2.5%、BYK-161有机硅分散剂0.15%、羟乙基纤维素0.1%、余量为去离子水。
对比例2
本发明实施例提供了一种铁路接触网钢构件锌镍渗层的制备方法,具体包括以下步骤:
S1、将待处理钢构件依次经市售含表面活性剂的碱性脱脂剂除酯后,采用粒度大小为1.8-3.5mm的球状钢丸抛丸除锈,控制抛丸覆盖率为200%;
S2、将抛丸除锈完成后的钢构件与渗剂粉料置于密封金属容器中,旋转金属容器同时对铁路接触网钢构件进行加热,控制转速为10rpm,升温速率为4℃/min,升温至360℃,保温160min,随炉冷却至100℃以下出炉;
其中,渗剂粉料由以下粉末状原料混合而成:Zn粉25wt%,Ni粉1.2wt%,Al粉9wt%,氯化镧1.2wt%,氯化铈3.8wt%,氯化铵2.4wt%,粒径为0.05-0.12mm的TiO
S3、将出炉后的钢构件依次经振动除灰和超声波清洗水洗除灰后,在表面喷涂封闭液形成厚度为60μm的封闭层;
其中,所用封闭液为本领域常用的市售封闭液,其具体包括以下重量份的组分:硅烷偶联剂KH-550 2.0%、锌12.8%、铝3%、乙二醇6%、乳化剂OP-4 2.5%、分散剂0.3%、消泡剂0.2%、羟乙基纤维素0.1%、金属反光粉0.55%、余量为去离子水。
效果验证
1、力学性能
分别选用Q235材质
表1 Q235材质
表2 Q345材质M36*800锚固螺栓的检测结果
分析图1-2,可以看出,无论是螺栓的拉断力,还是抗拉强度、屈服强度、延伸率、面缩率在渗层前后都没有明显变化,表明锌镍渗层不会使钢铁构件的力学(机械)性能产生变化。
2、防锈性能性能
选用中铁广州工程局所提供的接触网钢板和中铁6局所提供的锚固螺栓作为试验样品,分别采用实施例1-3和对比例1-2的制备方法,对其表面进行处理,按照相应国标对其进行2400h中性盐雾试验和240h二氧化硫腐蚀试验,结果如下表3-4所示。
表3接触网钢板的防锈性能测试结果
表4锚固螺栓的防锈性能测试结果
3、与混凝土的亲合性能
(1)混凝土与钢筋握裹力试验
采用表面分别经实施例3的制备工艺进行锌镍渗层处理、现有技术的电泳漆处理和未处理的
以对不同表面处理工艺条件下混凝土-钢筋握裹力大小进行评价;测试结果见表5。
表5混凝土-钢筋握裹力试验结果
(2)钢筋锈蚀试验
采用表面分别经实施例3的制备工艺进行锌镍渗层处理、现有技术的电泳漆处理和未处理的
以对不同表面处理工艺条件下钢筋的耐锈蚀性能进行评价;测试结果见表6。
表6钢筋锈蚀试验结果
分析表5-6的数据可以看出,在混凝土强碱性环境中,经锌镍渗层处理的钢筋与混凝土的握裹力大于电泳漆和未处理的钢筋,且不会降低钢筋的耐锈蚀性能,表明经锌镍渗层处理后,钢筋与水泥具有较好的亲和力,且不会与水泥产生排斥作用。
在此有必要指出的是,以上实施例仅限于对本发明的技术方案做进一步的阐述和说明,并不是对本发明的技术方案的进一步的限制,本发明的方法仅为较佳的实施方案,并非用于限定本发明的保护范围。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种铁路接触网钢构件锌镍渗层的制备方法及其应用
- 利用锌镍渗层形成的钢铁表面改性结构及其制备方法