激光-超声-冷却复合表面强化装置、系统及加工方法
文献发布时间:2023-06-19 12:13:22
技术领域
本发明属于金属材料表面强化技术领域,尤其涉及一种激光辅热、超声滚压、冷却淬火复合的一体化表面强化装置、系统及加工方法。
背景技术
当前由于机械领域失效引起的损失占有很高的比重,各种类型的机械设备都会因为磨损、腐蚀以及疲劳等原因使设备寿命缩短,能耗提高。磨损、腐蚀以及疲劳都最先发生在零件表面,因此提高零件表面的机械性能显得尤为重要。
表面处理的主要方法有表面淬火、化学热处理、喷丸、滚压、表面覆层等工艺。表面强化处理的目的在于使表面具有高的硬度、耐磨性和疲劳极限,而工件心部在保持一定的强度、硬度的条件下,具有足够的塑性和韧性,即表硬里韧。适用于承受弯曲、扭转、摩擦和冲击的零件。
目前,超声表面强化技术已经成功应用于金属与合金的表面强化上,该技术利用高频电能转换为机械能,在金属表面形成高频冲击,配合滚压,能够细化金属组织,使表层金属组织结构重塑,形成致密层,有效提高表层的耐磨性和抗疲劳性能,同时也极大的改善了表面质量。但是该项技术的强化效果严重依赖于金属材料自身的材料性能,如对于硬度较高的金属材料,该项技术对硬度的提高程度较低;针对材料组织不均一的金属材料时,往往并不能很好的起到均一性的强化效果,无法保证工件的形状精度;在加工低塑性金属材料时,高频的超声波振动会使被加工工件的表面发生开裂或者产生裂纹,严重降低被加工工件的表面质量,从而降低工件表面力学性能。
发明内容
本发明所要解决的技术问题是提供一种可对不同性能金属材料起到强化效果的激光-超声-冷却复合表面强化装置、系统及加工方法。
为解决上述技术问题,本发明的技术方案是:激光-超声-冷却复合表面强化装置,包括:
座体,作为下述装置连接安装的基体;
激光辅热装置,用于对待加工金属表面进行激光预热处理;
超声表面强化装置,与所述激光辅热装置对应,用于对激光预热后的金属表面进行超声强化处理;
冷却淬火装置,与所述超声表面强化装置对应,用于对超声强化后的金属表面进行冷却淬火处理;
所述激光辅热装置、超声表面强化装置、冷却淬火装置均安装在所述座体的一端且在待加工金属表面所形成的加工区域对应。
作为优选的技术方案,所述激光辅热装置包括安装在所述座体一端的激光头,所述激光头朝向所述座体的端部倾斜设置,所述激光头与所述座体之间安装有驱动所述激光头往复运动用于调节所述激光头与待加工金属表面之间距离的激光头平移装置,所述激光头平移装置与所述激光头之间还设置有驱动所述激光头转动用于调节所述激光头的激光光束与待加工金属表面之间夹角的激光头转位装置。
作为优选的技术方案,所述激光头平移装置包括水平滑动安装在所述座体上的平移齿板,所述座体上还安装有与所述平移齿板啮合的齿轮轴,所述齿轮轴的两端转动安装在所述座体上且一端伸出所述座体外连接有调节驱动装置。
作为优选的技术方案,所述激光头转位装置包括固定在所述平移齿板上的旋转座,所述激光器上安装有与所述旋转座转动配合的安装块,所述旋转座上安装有动力端与所述安装块固定连接可驱动所述安装块绕所述旋转座转动的转位驱动装置。
作为优选的技术方案,所述超声表面强化装置包括安装在所述座体内的超声换能总成,所述超声换能总成的一端伸出所述座体外连接有超声工具头,所述超声换能总成与所述座体之间还设置有驱动所述超声工具头压紧待加工金属表面的驱动压紧装置。
作为优选的技术方案,所述超声换能总成包括超声换能器,所述超声换能器的一端与所述驱动压紧装置连接,所述超声换能器的另一端连接有变幅杆。
作为优选的技术方案,所述冷却淬火装置包括用于与待加工金属表面对应的冷却喷头,所述冷却喷头通过冷却导管连接至所述座体上,所述座体上还设置有与所述冷却导管连通的冷却管道。
本发明的技术方案还提供了激光-超声-冷却复合表面强化系统,包括激光-超声-冷却复合表面强化装置,还包括用于安装所述复合表面强化装置的机床以及为所述复合表面强化装置提供动力源的控制柜。
本发明的技术方案还提供了激光-超声-冷却复合表面强化装置的加工方法,包括以下方式中的任意一种;
方式一步骤如下:
a)对待加工金属表面的加工区域进行激光预热,提高金属表面的热塑性来改善工件表面组织均一性与可加工性;
b)对激光预热后的金属表面进行超声强化处理,通过超声工具头对金属表面进行高频锻打与滚压处理,使金属表面产生强烈塑性变形,通过金属组织重塑、细化并致密,形成压应力层,起到对工件表面进行强化处理的效果;
c)重复步骤a)与b),按照预先规划的路径,依次完成对待加工零件表面进行强化处理;
方式二步骤如下:
a)对待加工金属表面的加工区域进行超声强化处理,通过超声工具头对金属表面进行高频锻打与滚压处理,使金属表面产生强烈塑性变形,通过金属组织重塑、细化并致密,形成压应力层,起到对工件表面进行强化处理的效果;
b)对超声强化后的金属表面进行冷却淬火处理,抑制材料塑性变形的动态回复,有助于获得更高的位错密度,使工件表面金属组织进一步细化致密,从而提高了工件的表面综合性能;
c)重复步骤a)与b),按照预先规划的路径,依次完成对待加工零件表面进行强化处理;
方式三步骤如下:
a)对待加工金属表面的加工区域进行激光预热,提高金属表面的热塑性来改善工件表面组织均一性与可加工性;
b)对激光预热后的金属表面进行超声强化处理,通过超声工具头对金属表面进行高频锻打与滚压处理,使金属表面产生强烈塑性变形,通过金属组织重塑、细化并致密,形成压应力层,起到对工件表面进行强化处理的效果;
c)对超声强化后的金属表面进行冷却淬火处理,抑制材料塑性变形的动态回复,有助于获得更高的位错密度,使工件表面金属组织进一步细化致密,从而提高了工件的表面综合性能;
d)重复步骤a)至c),按照预先规划的路径,依次完成对待加工零件表面进行强化处理。
由于采用了上述技术方案,本发明的有益效果是:
(1)激光辅热解决了硬度不均一金属材料、低塑性金属材料等在高频超声冲击滚压过程中,出现的形状精度无法保证、表面开裂或产生裂纹缺陷等问题;
(2)强化后的冷却淬火能够有效抑制材料塑性变形的动态回复,有助于获得更高的位错密度,使工件表面金属组织进一步细化致密,从而提高了工件的表面综合性能;
(3)本装置通过激光辅热、超声滚压、冷却淬火等组合处理,可以对不同性能金属材料进行强化处理,从而提高工件的表面综合性能,使用范围较广,具有较好的使用价值。
附图说明
以下附图仅旨在于对本发明做示意性说明和解释,并不限定本发明的范围。
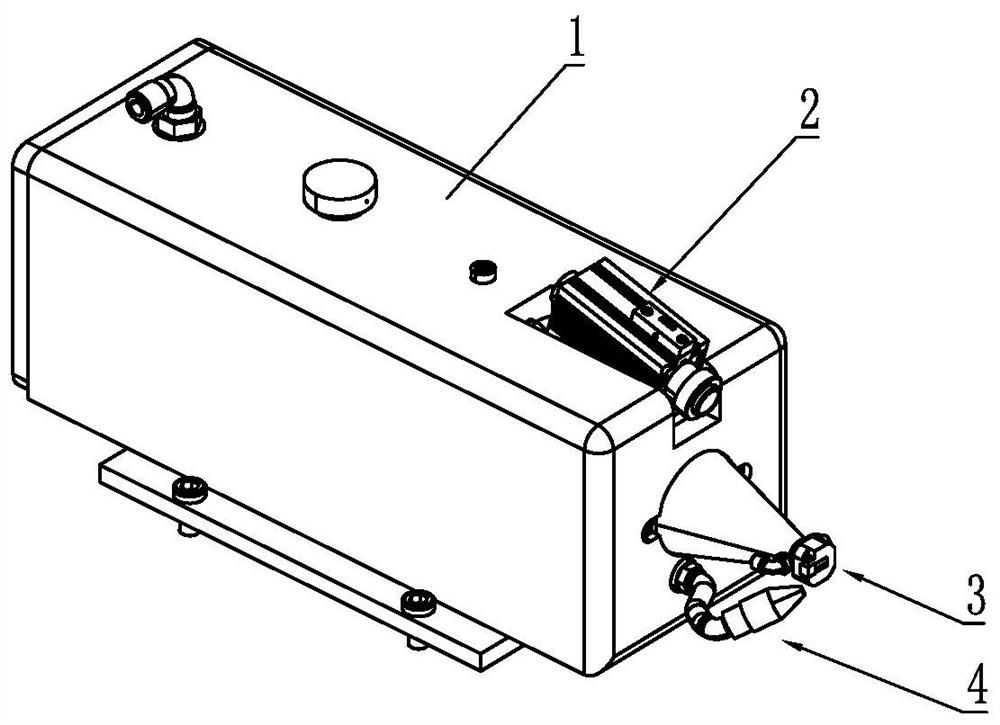
图1是本发明实施例激光-超声-冷却复合表面强化装置的结构示意图;
图2是本发明实施例激光-超声-冷却复合表面强化装置的内部示意图;
图3是本发明实施例激光-超声-冷却复合表面强化装置的剖视图;
图4是本发明实施例激光-超声-冷却复合表面强化系统对工件端面进行强化处理的的结构示意图;
图5是本发明实施例对工件外圆表面进行强化处理的结构示意图;
图中:
1-座体;
2-激光辅热装置;21-激光头;22-激光头平移装置;23-激光头转位装置;24-激光头光斑调节旋钮;25-光纤接口;
3-超声表面强化装置;31-驱动压紧装置;32-换能器壳体;33-超声换能器;34-变幅杆;35-滚子;36-换能器接电孔;
4-冷却淬火装置;41-冷却喷头;42-冷却导管;
5-待加工金属;
61-机床;62-控制柜;63-轴向平移装置;64-径向平移装置;65-转位台;66-压紧动力装置;67-润滑油泵系统;68-冷却源;69-超声发生器;610-激光发生器。
具体实施方式
下面结合附图和实施例,进一步阐述本发明。在下面的详细描述中,只通过说明的方式描述了本发明的某些示范性实施例。毋庸置疑,本领域的普通技术人员可以认识到,在不偏离本发明的精神和范围的情况下,可以用各种不同的方式对所描述的实施例进行修正。因此,附图和描述在本质上是说明性的,而不是用于限制权利要求的保护范围。
正如背景技术所介绍的,现有的超声表面强化装置及方法仍局限在常温下进行,而且强化效果严重依赖于金属材料自身的材料性能,针对现有技术存在的不足,本发明的目的是提供一种集激光辅热、超声滚压、冷却淬火一体化的激光-超声-冷却复合表面强化装置、系统及加工方法,能够实现不同辅热温度下的超声表面强化处理及不同冷却温度的冷却淬火处理,拓展对不同性能金属材料的适用性,提高表面强化质量,改善工件表面综合力学性能。为了更清楚的说明本发明,下面结合优选实施例和附图对本发明做进一步的说明。
如图1、图2和图3所示,激光-超声-冷却复合表面强化装置,包括座体1,所述座体1作为下述装置连接安装的基体,所述座体1上安装有激光辅热装置2、超声表面强化装置3、冷却淬火装置4,所述激光辅热装置2、超声表面强化装置3、冷却淬火装置4集成安装在所述座体1上,且安装在所述座体1的一端且在待加工金属5表面所形成的加工区域对应。其中所述激光辅热装置2用于对待加工金属5表面进行激光预热处理;所述超声表面强化装置3与所述激光辅热装置2对应,用于对激光预热后的金属表面进行超声强化处理;所述冷却淬火装置4与所述超声表面强化装置3对应,用于对超声强化后的金属表面进行冷却淬火处理。
在本实施例中,所述激光辅热装置2设置在所述超声表面强化装置3的上方,且所述激光辅热装置2向下倾斜设置保证所形成的加工区域与所述超声表面强化装置3所形成的加工区域对应,而所述冷却淬火装置4位于所述超声表面强化装置3的下方,且所述冷却淬火装置4朝向所述超声表面强化装置3设置,用于保证所形成的加工区域与所述超声表面强化装置3所形成的加工区域对应,当然所述激光辅热装置2与所述冷却淬火装置4并不局限于所述超声表面强化装置3的上方或下方,只要保证三者在待加工金属5表面所形成的加工区域对应即可,即保证三者可以对待加工金属5表面上同一区域进行加工。
所述激光辅热装置2包括安装在所述座体1一端的激光头21,所述激光头21朝向所述座体1的端部向下倾斜设置,即所述激光头21在待加工金属5表面所形成的光斑位置与所述超声表面强化装置3在待加工金属5表面的加工位置对应;所述激光头21与所述座体1之间安装有驱动所述激光头21往复运动用于调节所述激光头21与待加工金属5表面之间距离的激光头平移装置22,所述激光头平移装置22与所述激光头21之间还设置有驱动所述激光头21转动用于调节所述激光头21的激光光束与待加工金属5表面之间夹角的激光头转位装置23。所述激光头平移装置22和激光头转位装置23的共同配合可实现改变激光头21发射的光斑在待加工零件的待加工区域,进而实现更全面的加工功能。
所述激光头21上设置有用于调节照射在待加工零件上的光斑直径大小的激光头光斑调节旋钮24,进而满足不同尺寸和不同材料的工件的技术要求。所述激光头21以及激光头光斑调节旋钮24均是现有技术,属于本领域普通工程技术人员所公知的,其具体结构以及工作原理在此不再赘述。
所述激光头平移装置22包括水平滑动安装在所述座体1上的平移齿板,所述座体1上设置有与所述平移齿板端部配合的滑槽,所述平移齿板的端部伸入至所述滑槽内且可沿所述滑槽进行移动,所述座体1上还安装有与所述平移齿板啮合的齿轮轴,所述齿轮轴的两端转动安装在所述座体1上且一端伸出所述座体1外连接有调节驱动装置。所述调节驱动装置为手动调节手柄,当然也可以为旋转电机。当转动所述手动调节手柄时,会带动所述齿轮轴带动,由于所述齿轮轴与所述平移齿板之间为齿啮合关系,因此会驱动所述平移齿板沿滑槽水平移动,即带动所述激光头21往复移动,从而来调节所述激光头21与待加工零件表面之间的距离。
所述激光头转位装置23包括固定在所述平移齿板上的旋转座,所述激光器上安装有与所述旋转座转动配合的安装块,所述旋转座上安装有动力端与所述安装块固定连接可驱动所述安装块绕所述旋转座转动的转位驱动装置。所述转位驱动装置为旋转电机,所述安装块上设置有绕所述旋转座转动的转轴,该转轴与所述旋转电机的动力轴固定连接,当所述旋转电机转动时,动力端会带动转轴、安装块旋转,从而改变所述激光头21的摆动角度,来调节所述激光头21的激光光束与待加工金属5表面之间的夹角。所述旋转电机未在图中示出。
所述超声表面强化装置3包括安装在所述座体1内的超声换能总成,所述超声换能总成的一端伸出所述座体1外连接有超声工具头,所述超声换能总成与所述座体1之间还设置有驱动所述超声工具头压紧待加工金属5表面的驱动压紧装置31,在本实施例中,所述驱动压紧装置31可以为驱动气缸。所述超声工具头为滚子35。
所述超声换能总成包括换能器壳体32,换能器壳体32内安装有超声换能器33,所述超声换能器33的一端与所述驱动压紧装置31连接,所述超声换能器33的另一端连接有变幅杆34,变幅杆34外通过前端壳与换能器壳体32连接,前端壳上安装有与变幅杆34端部配合的滚子35,变幅杆34的输出端压紧在滚子35上,并使得滚子35对待加工零件表面进行超声滚压处理。所述前端壳上设置有润滑油口并分为进油口和回油口,保证对滚子35的润滑。
所述超声换能器33、变幅杆34、滚子35等结构以及安装方式均为现有技术,属于本领域普通工程技术人员所公知的,在此不再赘述。
所述冷却淬火装置4包括用于与待加工金属5表面对应的冷却喷头41,所述冷却喷头41通过冷却导管42连接至所述座体1上,所述冷却导管42采用波纹管,可以根据实际使用需要调节角度,所述座体1上还设置有与所述冷却导管42连通的冷却管道。所述冷却喷头41可以通过冷却源调节系统冷却温度、喷射压力和射流形式,也可以通过所述冷却导管42来调节所述冷却喷头41的喷射位置,进而满足不同材料和不同尺寸待加工零件的不同温度冷却淬火技术要求。对于特定的材料,冷却淬火处理可换为氮气或者其他冷却剂进行冷却。
参见图4,激光-超声-冷却复合表面强化系统,包括激光-超声-冷却复合表面强化装置,还包括用于安装所述复合表面强化装置的机床61以及为所述复合表面强化装置提供动力源的控制柜62。在本实施例中,所述机床61为车床,当然也可以为铣床、加工中心、机械手臂等加工设备。
在本实施例中,所述机床61上还设置有用于调节所述复合表面强化装置的在轴向移动的轴向平移装置63和在径向移动的径向平移装置64,以及可实现旋转的转位台65,所述复合表面强化装置安装在所述转位台65上,所述转位台65的底端转动安装在所述径向平移装置64上,所述径向平移装置64的底端还安装在所述轴向平移装置63。所述轴向平移装置63与所述径向平移装置64均是通过电机驱动螺纹安装在螺杆上的滑板沿轴向或径向滑动,而转位台65是通过电机带动蜗杆、蜗轮转动实现旋转的。所述轴向平移装置63可以带动所述径向平移装置64、所述转位台65以及安装在所述转位台65上的所述复合表面强化装置前后移动,使得所述复合表面强化装置可以沿待加工工件的轴向移动,而所述径向平移装置64可以带动所述转位台65和复合表面强化装置接近或远离待加工零件,便于实现待加工零件的连续性加工和适应不同尺寸和形状的待加工零件的加工,而所述转位台65可以旋转带动复合表面强化装置的旋转,便于强化待加工零件的非平端面。所述复合表面强化装置安装在机床61上,通过轴向平移装置63、径向平移装置64、转位台65实现在轴向和径向的平移及旋转,加工轴盘类、平面及各种复杂表面零件。所述轴向平移装置63、所述径向平移装置64、转位台65为现有技术中常用的一种装置且结构种类繁多,在此不再赘述其具体结构和工作原理。
图4中示出的待加工零件的形状仅起示意作用,并不对待加工零件的尺寸、形状及材料起限定作用,待加工零件仅是所有适用于激光-超声-冷却复合表面强化装置加工零件的一个示意图。
所述控制柜62上设置有压紧动力装置66、润滑油泵系统67、冷却源68、超声发生器69、激光发生器610。
压紧动力装置66与驱动压紧装置31之间通过管道连接,压紧动力装置66为驱动压紧装置31提供外部力,使得超声工具头可以压紧待加工零件表面,保证两者之间的接触,图4仅描述了一种气泵为压紧动力装置66,通过管道为气缸作为驱动压紧装置31提供动力源使超声工具头压紧工件,并不对驱动压紧装置31的工作原理及动力介质起限定作用。
超声换能总成上设置有用于将超声发生器69与超声换能器33线路连接的换能器接电孔36;激光头21上设置有用于将激光头21与激光发生器610通过光纤连接的光纤接口25;冷却源68通过管道与冷却喷头41的连接口连接,图4仅描述了一种氮气罐作为冷却源通过管道和快速气动接口连接冷却喷头41,为冷却喷头41提供冷却介质氮气,并不对冷却淬火装置4的冷却介质和结构组成起限定作用。润滑油泵系统67通过管道与润滑油口的进油口和回油口连接,保证滚子35得到充分的润滑,提高表面强化质量。
激光-超声-冷却复合表面强化装置的加工方法,包括以下方式中的任意一种:
方式一步骤如下:
a)使用激光辅热装置2对待加工金属5表面的加工区域进行激光预热,提高金属表面的热塑性来改善工件表面组织均一性与可加工性;
b)使用超声表面强化装置3对激光预热后的金属表面进行超声强化处理,通过超声工具头对金属表面进行高频锻打与滚压处理,使金属表面产生强烈塑性变形,通过金属组织重塑、细化并致密,形成压应力层,起到对工件表面进行强化处理的效果;
c)重复步骤a)与b),按照预先规划的路径,依次完成对待加工零件表面进行强化处理;
方式二步骤如下:
a)使用超声表面强化装置3对待加工金属表面的加工区域进行超声强化处理,通过超声工具头对金属表面进行高频锻打与滚压处理,使金属表面产生强烈塑性变形,通过金属组织重塑、细化并致密,形成压应力层,起到对工件表面进行强化处理的效果;
b)使用冷却淬火装置4对超声强化后的金属表面进行冷却淬火处理,抑制材料塑性变形的动态回复,有助于获得更高的位错密度,使工件表面金属组织进一步细化致密,从而提高了工件的表面综合性能;
c)重复步骤a)与b),按照预先规划的路径,依次完成对待加工零件表面进行强化处理;
方式三步骤如下:
a)使用激光辅热装置2对待加工金属5表面的加工区域进行激光预热,提高金属表面的热塑性来改善工件表面组织均一性与可加工性;
b)使用超声表面强化装置3对激光预热后的金属表面进行超声强化处理,通过超声工具头对金属表面进行高频锻打与滚压处理,使金属表面产生强烈塑性变形,通过金属组织重塑、细化并致密,形成压应力层,起到对工件表面进行强化处理的效果;
c)使用冷却淬火装置4对超声强化后的金属表面进行冷却淬火处理,抑制材料塑性变形的动态回复,有助于获得更高的位错密度,使工件表面金属组织进一步细化致密,从而提高了工件的表面综合性能;
d)重复步骤a)至c),按照预先规划的路径,依次完成对待加工零件表面进行强化处理。
由于激光-超声-冷却复合表面强化装置包括以上三种加工方法,因此能够实现超声滚压-冷却淬火复合表面强化加工、激光辅热-超声滚压复合表面强化加工和激光辅热-超声滚压-冷却淬火的复合表面强化加工。实际使用时,可针对不同材料的零件选用不同的加工方法,例如,针对均一性与可加工性较好的金属,其可以不采用激光预热提高热塑性,此时可以选用方式二,即可直接对金属表面进行超声强化;针对细化致密且表面综合性能较好的金属,其可以不采用冷却淬火处理,此时可以选用方式一,即将冷却淬火处理的步骤省略。
由于各步骤加工时,具有时效性,因此需要逐步对待加工零件表面的各加工区域进行依次处理,所以需要按照预先规划的路径,依次完成对待加工零件表面进行强化处理。
实施例一
本发明的一种典型的实施方式中,本实施例公开了激光辅热-超声滚压-冷却淬火的复合表面强化加工方法,即对回转类零件端面进行激光-超声-冷却复合表面强化处理,使用本发明所述的激光-超声-冷却复合表面强化装置,如图4所示,机床61带动待加工零件旋转,调节超声发生器69的工作频率,通过轴向平移装置63、径向平移装置64、转位台65将滚子35调整至加工的初始位置,调节好激光发生器610的功率并打开激光器的导引光,通过导引光调整激光头21的位置和角度,调节好冷却喷头41的喷射位置和冷却温度,当达到辅热加工的条件时,激光-超声-冷却复合表面强化装置的滚子35与待加工零件的端面接触并由驱动压紧装置31施加预紧力使滚子35与待加工零件压紧,进给系统带动激光-超声-冷却复合表面强化装置进给完成整个端面的强化处理。
详细的说,进给系统带动激光-超声-冷却复合表面强化装置进给的具体进给过程是依据待加工零件被加工面的形状和尺寸决定的,通过轴向平移装置63、径向平移装置64、转位台65的相互配合完成进给过程,在此不再进行过多赘述。
实施例二
本发明的一种典型的实施方式中,本实施例公开了另一种激光辅热-超声滚压-冷却淬火的复合表面强化加工方法,即对回转类零件外圆面进行激光-超声-冷却复合表面强化处理,使用如实施例1所述的一种激光-超声-冷却复合表面强化装置,如图5所示,机床61带动待加工零件旋转,调节超声发生器69的工作频率,通过轴向平移装置63、径向平移装置64、转位台65将滚子35调整至加工的初始位置,调节好激光器的功率和激光头21的位置和角度,调节好冷却喷头41的喷射位置和冷却温度,当达到辅热加工的条件时,激光-超声-冷却复合表面强化装置的滚子35与待加工零件的外圆面接触并由驱动压紧装置31施加预紧力使滚子35与待加工零件压紧,进给系统带动激光-超声-冷却复合表面强化装置进给完成整个外圆面的强化处理。
图5仅是加工待加工零件的外圆面时的示意图,并不对实施例2的表面强化加工方法起限定作用,激光-超声-冷却复合表面强化装置也可以对工件的内圆面和回转曲面进行激光辅热-超声滚压-冷却淬火的一体化表面强化处理。
图4和图5所示的示意图是本发明安装在车床上的两种优选实施例,目的在于更加直观细致的描述本发明的结构和方法,激光-超声-冷却复合表面强化装置也可以安装在例如铣床、加工中心、机械手臂等其他加工设备上开展强化处理工作。
以上显示和描述了本发明的基本原理、主要特征及本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 激光-超声-冷却复合表面强化装置、系统及加工方法
- 激光-超声-冷却复合表面强化装置及系统