一种全自动折弯机
文献发布时间:2023-06-19 12:14:58
【技术领域】
本发明涉及自动化生产领域,特别涉及到一种全自动折弯机。
【背景技术】
线材广泛应用于各个生产加工领域,随着机械加工行业的高速发展,线材加工领域也逐步采用更加先进、更加自动化的设备来取代传统的人工操作,但是,目前的线材加工成型设备的结构比较繁琐复杂,结构设计不够科学合理,如对线材进行折弯操作的折弯机,一般是单个工位折弯,若需要连续折弯的话,需要人工手动将线材放置到各个折弯的工位,在这样状态下进行折弯操作时,线材容易发生偏移,使得折弯成型的精度欠佳,影响了线材成型的加工精度,导致焊接面不对齐,需要人工后期打磨。
【发明内容】
本发明根据现有技术的不足公开了一种结构简单,能自动化生产,且精度高的全自动折弯机。
本发明通过以下技术方案实现:
一种全自动折弯机,包括架体,所述架体上设有自动上料装置、自动折弯装置、传送装置和自动焊接装置,所述自动上料装置和自动折弯装置并排设置,所述自动折弯装置和自动焊接装置并排设置,所述传送装置横设在架体上并依次在自动折弯装置工位和自动焊接装置工位上来回运动。
优选地,所述自动上料装置包括座架、设置在座架上的上料架和滑道,所述上料架上设有料盘,所述料盘向自动折弯装置方向倾斜,所述滑道的一端与料盘连通,另一端与自动折弯装置连通,所述料盘与上料架之间设有若干减震棒,震动马达设置在所述料盘的底部,所述料盘与滑道之间设有顶料板和顶料气缸,所述顶料气缸设置在上料架上,所述顶料气缸的活塞杆与顶料板连接并推动顶料板来回移动。
优选地,所述自动折弯装置包括设置在座架上的第一折弯部、第二折弯部、第三折弯部和第四折弯部,所述第一折弯部和第二折弯部与座架之间设有纵横方向来回移动的微调装置,所述第一折弯部与第三折弯部对立设置,所述第二折弯部与第四折弯部对立设置,所述第一折弯部与第二折弯部并排设置。
优选地,所述第一折弯部和第二折弯部均包括第一折弯架、第一上浮板和设置在第一上浮板的第一折弯头,所述第一上浮板通过设置在第一折弯架上的第一上浮气缸推动升降,所述第一上浮板上设有第一折弯气缸,所述第一折弯头设有第一齿轮,所述第一折弯气缸的活塞杆上设有第一齿条,所述第一齿条与第一齿轮啮合,所述第一折弯气缸推动第一齿条与第一齿轮啮合带动第一折弯头转动。
优选地,所述第三折弯部和第四折弯部均包括第二折弯架、第二上浮板和设置在第二上浮板的第二折弯头,所述第二上浮板通过设置在第二折弯架上的第二上浮气缸推动升降,所述第二上浮板上设有第二折弯气缸,所述第二折弯头设有第二齿轮,所述第二折弯气缸的活塞杆上设有第二齿条,所述第二齿条与第二齿轮啮合,所述第二折弯气缸推动第二齿条与第二齿轮啮合带动第二折弯头转动。
优选地,所述微调装置包括横向丝杆滑台和纵向丝杆滑台,所述横向丝杆滑台和纵向丝杆滑台垂直叠合设置。
优选地,所述第二折弯架上还设有定位爪装置,所述定位爪装置包括卡爪和定位气缸,所述第二折弯架包括工作部和安装部,所述卡爪与工作部之间设有转座,转座与卡爪铰接,所述定位气缸设置在安装部上,所述定位气缸的活塞杆与卡爪的尾部铰接,所述定位气缸推动卡爪绕转座转动使卡爪的头部与线材抵触从而定位。
优选地,所述传送装置包括横设在架体两侧的滑轨和架设在滑轨上的滑臂,所述架体两侧上设有第一滑动电机和第二滑动电机,所述第一滑动电机和第二滑动电机之间设有皮带,所述滑臂上设有夹持皮带的皮夹,所述第一滑动电机和第二滑动电机转动皮带从而带动滑臂沿滑轨方向来回运动,滑臂一端设有拾取气缸,所述拾取气缸的活塞杆设有连杆,所述连杆的两端各设有夹取气缸,所述滑臂通过皮带移动到第一折弯部和第二折弯部之间,拾取气缸带动夹取气缸对折弯完后的线材进行夹取。
优选地,所述自动焊接装置包括第一焊接座、第二焊接座和至少一条滑侧轨,所述第一焊接座或第二焊接座设置在滑侧轨上,所述第一焊接座和第二焊接座上均设有焊接气缸,所述焊接气缸的活塞杆上设有第一按压头,与第一按压头的对立面的第一焊接座和第二焊接座的位置上设有形状与第一按压头一样的第二按压头,所述第一按压头与第二按压头上设有用于固定线材的凹槽,所述自动焊接装置的一侧设有碰焊气缸,所述碰焊气缸的活塞杆驱动第一焊接座或第二焊接座在滑侧轨上来回移动。
优选地,所述机体上还设有用于夹持线材的定型装置,所述定型装置包括定型架和设置在定型架上用于定型的定型块,所述定型块开设有放置线材的定型槽,所述定型块上设有穿插在定型块并与定型槽抵触的顶舌,所述定型架上设有带动顶舌移动的定型气缸。
本发明一种全自动折弯机的有益效果如下:
本发明一种全自动折弯机,通过设置了自动上料装置、自动折弯装置、传送装置和自动焊接装置,线材实现了连续化生产,过程无需人工操作,线材在自动折弯装置上完成所有折弯工序,折弯精准度高,不发生偏移,线材成型精度高。
以下将结合附图对本发明的构思、具体结构及产生的效果作进一步说明,以充分地理解本发明的目的、特征和效果。
【附图说明】
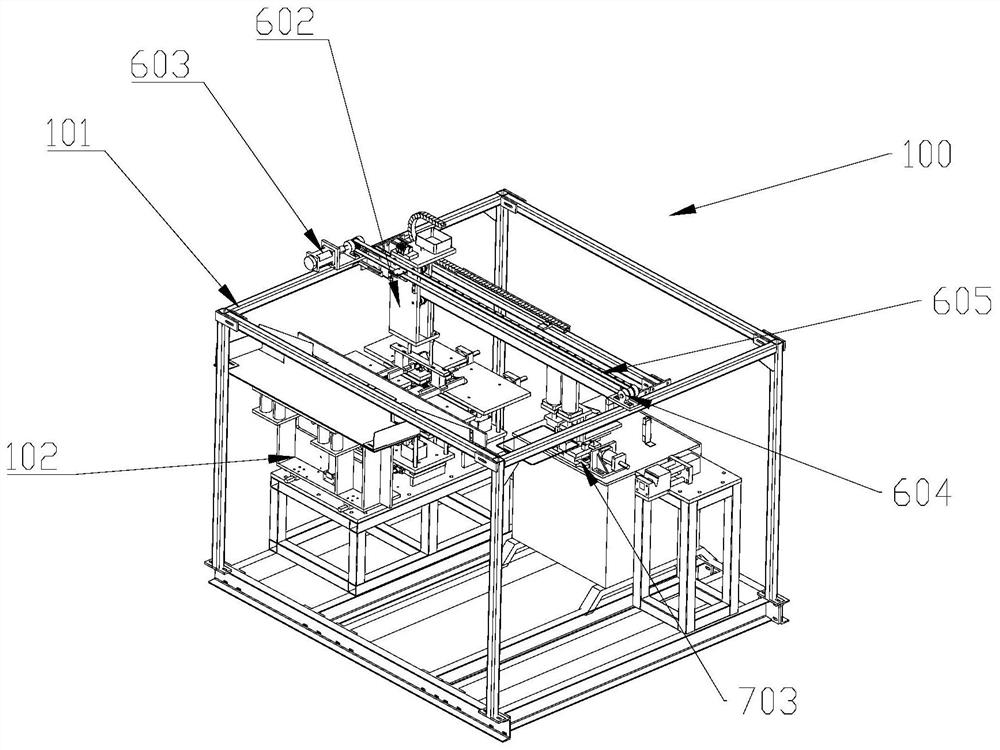
图1-3为本发明的立体图;
图4为本发明的主视图;
图5为本发明的左视图;
图6为自动焊接装置的立体图;
图7为自动折弯装置的立体图;
图8为自动折弯装置的主视图;
图9为自动折弯装置的内部结构图;
图10为定型装置的右视图;
图11为图10-A的放大图;
架体100;座架101;上料架102;滑道103;料盘1021;减震棒104;震动马达105;顶料板106;顶料气缸107;第一折弯架201;第一上浮板202;第一折弯头203;第一上浮气缸204;第一折弯气缸205;第一齿轮206;第一齿条207;第二折弯架301;第二上浮板302;第二折弯头303;第二上浮气缸304;第二折弯气缸305;第二齿轮306;第二齿条307;横向丝杆滑台41;纵向丝杆滑台42;卡爪51;定位气缸52;工作部3011;安装部3012;转座53;尾部511;头部512;滑轨601;滑臂602;第一滑动电机603;第一滑动座604;皮带605;皮夹606;拾取气缸607;连杆608;夹取气缸609;第一焊接座701;第二焊接座702;滑侧轨703;焊接气缸704;第一按压头705;第二按压头706;线材90;首尾93;凹槽707;碰焊气缸708;定型架81;定型块82;定型槽83;顶舌84;定型气缸85;滑道口1032;顶料板端面1061;侧壁1031;第一折弯副板208;第二折弯副板308。
【具体实施方式】
在本发明的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“连接”、“相连”应做广义理解,例如,可以是固定连接,也可以是拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以是通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明的具体含义。此外,在本发明的描述中,除非另有说明,“多个”、“若干”的含义是两个或两个以上。
请参见图1-11,图1-11揭示的一种全自动折弯机的最佳实施方式:
一种全自动折弯机,包括架体100,所述架体100上设有自动上料装置、自动折弯装置、传送装置和自动焊接装置,所述自动上料装置和自动折弯装置并排设置,所述自动折弯装置和自动焊接装置并排设置,所述传送装置横设在架体100上并依次在自动折弯装置工位和自动焊接装置工位上来回运动。
具体地,所述自动上料装置包括座架101、设置在座架101上的上料架102和滑道103,所述上料架102上设有料盘1021,所述料盘1021向自动折弯装置方向倾斜,所述滑道103的一端与料盘1021连通,另一端与自动折弯装置连通,所述料盘1021与上料架102之间设有若干减震棒104,震动马达105设置在所述料盘1021的底部,所述料盘1021与滑道103之间设有顶料板106和顶料气缸107,所述顶料气缸107设置在上料架102上,所述顶料气缸107的活塞杆与顶料板106连接并推动顶料板106来回移动。本实施例中,共设置了8根减震棒104,所述减震棒104采用pu材料制作而成,4根为一组,设置在料盘1021和上料架102左右两侧之间,中间设置震动马达105。使用时,开启震动马达105,将线材90放置到料盘1021上,由于震动马达105的作用,成堆的线材90被震动分散,由于料盘1021向自动折弯装置方向倾斜,线材90受重力的影响,每条线材90依次紧贴排列。送料时,线材90落入顶料板端面1061,顶料板端面1061的宽度只能容纳一根线材90,此时顶料气缸107做功,推动顶料板106向上运动。为了线材90更好的下落到滑道103上,所述顶料板端面1061向滑道103方向倾斜,向上推动时,倾斜的顶料板端面1061与滑道103的侧壁1031形成V槽,线材90沿侧壁1031抵触上升。当顶料板106运动到滑道口1032时,由于没有了侧壁1031的抵触,线材90受重力作用,自动滑落到滑道103,并落入自动折弯装置内。
更加具体地,所述自动折弯装置包括设置在座架101上的第一折弯部、第二折弯部、第三折弯部和第四折弯部,所述第一折弯部和第二折弯部与座架101之间设有纵横方向来回移动的微调装置,所述第一折弯部与第三折弯部对立设置,所述第二折弯部与第四折弯部对立设置,所述第一折弯部与第二折弯部并排设置。本实施例的最佳实施方式是:所述第一折弯部和第二折弯部均包括第一折弯架201、第一上浮板202和设置在第一上浮板202的第一折弯头203,所述第一折弯头203设置在第一上浮板202上,所述第一上浮板202通过设置在第一折弯架201上的第一上浮气缸204推动升降,所述第一上浮板202上设有第一折弯气缸205,所述第一折弯头203设有第一齿轮206,所述第一折弯气缸205的活塞杆上设有第一齿条207,所述第一齿条207与第一齿轮206啮合,所述第一折弯气缸205推动第一齿条207与第一齿轮206啮合带动第一折弯头203转动。本实施例中,为了更好的折弯,在第一折弯架201和第二折弯架301上还设有第一折弯副板208,使用时,线材90下落到第一折弯架201上,线材90两端与第一折弯副板208抵触,此时第一上浮气缸204做功,推动第一上浮板202带动第一折弯头203移动并穿出第一折弯架201,然后第一折弯气缸205做功,第一齿条207与第一齿轮206啮合,驱动第一折弯头203转动,由于线材90两端与第一折弯副板208抵触,折弯时,第一折弯副板208给与折弯的支点,通过第一折弯副板208,线材90进行90°第一次折弯。
更加具体地,所述第三折弯部和第四折弯部均包括第二折弯架301、第二上浮板302和设置在第二上浮板302的第二折弯头303,所述第二上浮板302通过设置在第二折弯架301上的第二上浮气缸304推动升降,所述第二上浮板302上设有第二折弯气缸305,所述第二折弯头303设有第二齿轮306,所述第二折弯气缸305的活塞杆上设有第二齿条307,所述第二齿条307与第二齿轮306啮合,所述第二折弯气缸305推动第二齿条307与第二齿轮306啮合带动第二折弯头303转动。本实施例中,为了更好的折弯,在第三折弯架和第四折弯架上还设有第二折弯副板308,使用时,完成第一次折弯后,此时第二上浮气缸304做功,推动第二上浮板302带动第二折弯头303移动并穿出第二折弯架301,然后第二折弯气缸305做功,第二齿条307与第二齿轮306啮合,驱动第二折弯头303转动,此时线材90与第二折弯副板308抵触,折弯时,第二折弯副板308给与折弯的支点,通过第二折弯副板308,线材90进行90°第二次折弯,第二次折弯后,此时线材90的首尾93相接。
更加具体地,所述微调装置包括横向丝杆滑台41和纵向丝杆滑台42,所述横向丝杆滑台41和纵向丝杆滑台42垂直叠合设置。本实施例中,所述第一折弯部与第二折弯部下设置了微调装置,通过调节横向丝杆滑台41和纵向丝杆滑台42的位置,使得折弯之后,线材90的首尾93对接的更加准确。
更加具体地,所述第二折弯架301上还设有定位爪装置,所述定位爪装置包括卡爪51和定位气缸52,所述第二折弯架301包括工作部3011和安装部3012,所述卡爪51与工作部3011之间设有转座53,转座53与卡爪51铰接,所述定位气缸52设置在安装部3012上,所述定位气缸52的活塞杆与卡爪51的尾部511铰接,所述定位气缸52推动卡爪51绕转座53转动使卡爪51的头部512与线材90抵触从而定位。第一次折弯后,此时线材90与第二折弯副板308抵触,同时,定位气缸52启动,推动卡爪51绕转座53转动使卡爪51的头部512与线材90抵触,从而固定线材90。
更加具体地,所述传送装置包括横设在架体100两侧的滑轨601和架设在滑轨601上的滑臂602,所述架体100两侧上设有第一滑动电机603和第一滑动座604,所述第一滑动电机603和第一滑动座604之间设有皮带605,所述滑臂602上设有夹持皮带605的皮夹606,所述第一滑动电机603和第一滑动座604转动皮带605从而带动滑臂602沿滑轨601方向来回运动,滑臂602一端设有拾取气缸607,所述拾取气缸607的活塞杆设有连杆608,所述连杆608的两端各设有夹取气缸609,所述滑臂602通过皮带605移动到第一折弯部和第二折弯部之间,拾取气缸607带动夹取气缸609对折弯完后的线材90进行夹取。当第二次折弯完成后,第一滑动电机603和第一滑动座604启动,第一滑动电机603和第一滑动座604转动皮带605从而带动滑臂602向线材90正方向运动,到达后,拾取气缸607启动,带动夹取气缸609向下运动并到达线材90位置,夹取气缸609夹取折弯后的线材90向自动焊接装置方向运动。
更加具体地,所述自动焊接装置包括第一焊接座701、第二焊接座702和至少一条滑侧轨703,所述第一焊接座701或第二焊接座702设置在滑侧轨703上,所述第一焊接座701和第二焊接座702上均设有焊接气缸704,所述焊接气缸704的活塞杆上设有第一按压头705,与第一按压头705的对立面的第一焊接座701和第二焊接座702的位置上设有形状与第一按压头705一样的第二按压头706,所述第一按压头705与第二按压头706上设有用于固定线材90的凹槽707,所述自动焊接装置的一侧设有碰焊气缸708,所述碰焊气缸708的活塞杆驱动第一焊接座701或第二焊接座702在滑侧轨703上来回移动。本实施例中,所述第二焊接座702设置在滑侧轨703上,所述碰焊气缸708的活塞杆与第二焊接座702连接;本实施例采用碰焊连接,折弯后的线材90被传送装置夹持移送到自动焊接装置工位上,线材90首尾两端放置凹槽707内,凹槽707使线材90首尾两端对齐放置,此时碰焊气缸708做功,使得第二焊接座702向第一焊接座701方向运动,使得线材90首尾两端相互抵触,此时碰焊气缸708依然在做功,同时对线材90首尾两端施加电流,线材90首尾两端被电流加热到塑性状态时碰焊气缸708的轴向压力造成线材90首尾两端连接,完成碰焊。
更加具体地,为了线材90首尾两端连接处更加平滑,所述机体上还设有用于夹持线材90的定型装置,所述定型装置包括定型架81和设置在定型架81上用于定型的定型块82,所述定型块82开设有放置线材90的定型槽83,所述定型块82上设有穿插在定型块82并与定型槽83抵触的顶舌84,所述定型架81上设有带动顶舌84移动的定型气缸85。使用时,当完成碰焊后,传送装置迅速将线材90移送到定型装置上,并将碰焊后的线材90的首尾93两端放置在定型槽83上,定型气缸85启动,带动顶舌84与定型槽83抵触。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种全自动数控母线折弯机的折弯机构
- 全自动折弯机及全自动折弯方法