闭环反馈打印系统
文献发布时间:2023-06-19 12:14:58
相关申请的交叉引用
无
联邦资助的研究或开发
无
技术领域
本发明涉及容器装饰;更具体地,本发明涉及一种闭环装饰容器装饰控制和系统。
背景技术
用于食品、饮料和消费品的金属容器通常以极快的速度生产。用于制造金属容器的设备的生产率通常是以每分钟生产数千件物品的时间来衡量的。例如,容器装饰设备可以在一天内处理大约250万个容器。
金属容器标签通常直接打印在金属容器表面上,而不是施加在中间构件上,如纸制品、箔片或其他类型的衬底。因此,在如上所述的非常高的生产率下,必须尽快识别任何装饰异常,以避免大量有缺陷的容器。接下来,要避免停止装饰设备,甚至几分钟,以纠正打印异常。
本领域技术人员已知有多种方法在打印衬底上设计清晰的艺术品。这里所指的“艺术品”可能是实际的品牌标识、图像、文本、条形码或其他识别信息。本领域的技术人员还知道,甚至在单个给定的打印技术中,也可以有多种方法或过程选择来将给定的图像打印到衬底上。这些多种方法都具有不同的处理窗口,因为它们要求装饰设备具有不同的性能水平。
提供本发明是为了解决上面讨论的问题和其他问题,并提供这种类型的现有容器装饰方法和系统没有提供的优点和方面。对本发明的特征和优点的全面讨论将遵循以下参考附图进行的详细描述。
发明内容
本发明涉及用于在制造运行中装饰多个容器的系统和方法,该系统和方法利用闭环反馈例程以自动和动态方式自动地调整装饰器设备变量、控制和输出,而无需用户干预。
本发明的一个方面涉及一种用于在单个制造运行中装饰多个容器的系统。该系统包括装饰器,该装饰器包括:墨源;以及打印位置,其中墨图形被沉积到构成打印位置处的制造队列的多个容器中的每个容器。
该系统还包括装饰器上游的检查站,该检查站对构成制造队列的多个容器中的至少一个容器执行与装饰器上游的至少一个过程相关联的至少一个制造变量的评估。闭环反馈响应于在检查站执行的评估,其中响应于在检查站执行的评估对至少一个装饰器参数进行自动调整。
本发明的这一方面可以包括单独或以任何合理组合的一个或多个以下特征。沉积在构成制造队列的多个容器中的每个后续容器上的墨图形可以响应于在检查站执行的评估而自动调整而无需用户干预。该系统还可包括与检查站和装饰器通信的一个或多个处理器,该一个或多个处理器控制针对预定制造公差的评估的分析以及对通过装饰器的评估的响应。该系统还可以包括非暂时性存储器,其上存储了一个或多个软件例程,这些例程控制评估的分析和通过装饰器的评估的响应。可以响应于评估对装饰器上游的制造过程进行自动调整。可以响应于评估对装饰器下游的制造过程进行自动调整。响应于评估对装饰器的自动调整可以包括降低打印质量的属性以确保制造队列中的每个容器连续而没有中断。对装饰器的自动调整可以响应于光学评估,该自动调整包括改进打印质量的属性以确保制造队列中的每个容器的过程继续而没有中断。单个制造运行可以包括多个图形,其中多个容器的第一子集接收第一图形并且多个容器的第二子集接收第二图形,并且第一和第二图形是相对于彼此或彼此相比较是唯一的,以及其中响应于评估对装饰器的自动调整包括选择第一或第二图形中的一个以施加到制造队列中的一个或多个剩余的未装饰容器。装饰器可以经由闭环反馈自动地响应大气条件的变化。
本发明的另一方面涉及一种在单个制造运行中优化多个容器的制造的方法,该方法包括以下步骤:(1)在检查站对构成制造队列的多个容器中的至少一个容器执行检查;(2)在执行检查步骤期间,评估容器装饰站上游的制造过程的制造变量;以及(3)基于评估步骤调整关于容器装饰站的至少一个装饰参数。
本发明的这一方面可以包括一个或多个以下特征,单独的或任何合理的组合。调整步骤可以包括响应于评估步骤选择艺术图形以施加到构成制造队列的多个容器中的至少一个容器。制造变量可以是施加到构成制造队列的多个容器中的至少一个容器的底涂层的质量。该方法还可以包括以下步骤:(4)响应于评估步骤,减少由装饰器传递的艺术图形的固化时间的持续时间;(5)响应于评估步骤,降低由能量源提供的能量水平;(6)响应于评估步骤,在将底涂层施加到容器之后和在施加艺术图形之前减少在能量源内的持续时间;(7)响应于评估步骤,在将底涂层施加到容器之后和在施加艺术图形之前降低由能量源传递的能量水平;(8)响应于评估步骤,调整用于形成艺术图形的材料的量;(9)响应评估步骤,在施加艺术图形之前增加施加到容器上的底涂层的量;(10)响应于评估步骤,增加由装饰器传递的艺术图形的固化时间;(11)响应于评估步骤,增加由能量源传递的能量水平;(12)响应于评估步骤,在将底涂层施加到容器之后和在施加艺术图形之前增加在热源内的持续时间;和/或(13)响应于评估步骤,在将底涂层施加到容器之后和在施加艺术图形之前增加由能量源传递的能量水平。能量源选自由热能量源、电子束源、紫外线辐射源和红外线辐射源组成的组。
本发明的另一方面涉及在制造运行中装饰多个容器。该系统包括一装饰器,该装饰器包括一墨源和一打印位置。墨图形沉积在构成打印位置的制造队列的多个容器中的每个容器上。在制造过程中,检查站位于装饰器的下游。检查站对沉积在构成制造队列的多个容器中的至少一个容器上的墨图案的质量执行评估。闭环反馈响应于检查站,其中制造过程响应于在检查站执行的评估而自动调整。
本发明的这个方面可以包括一个或多个以下特征,单独或以任何合理的组合。沉积在构成制造队列的多个容器中的每个后续容器上的墨图形可以响应于在检查站执行的评估而自动调整而无需用户干预。一个或多个处理器可以与检查站和装饰器通信,其中一个或多个处理器控制针对预定制造公差的评估的分析和由检查站对评估的响应。该系统还可以包括非暂时性存储器,其上存储了一个或多个软件例程,这些例程控制对评估的分析和由装饰器对评估的响应。响应于该评估,可以对装饰器上游的制造过程进行自动调整。响应于评估对装饰器的自动调整可以包括降低打印质量的属性以确保制造队列中的每个容器连续而不中断。响应于评估而对装饰器的自动调整可以包括改进打印质量的属性以确保制造队列中的每个容器的过程继续而不中断。制造运行可以包括多个图形,其中多个容器的第一子集接收第一图形并且多个容器的第二子集接收第二图形,并且第一和第二图形相对于彼此或彼此比较是唯一的,并且其中响应于评估对装饰器的自动调整包括选择第一或第二图形中的一个以施加到制造队列中的一个或多个剩余的未装饰容器。装饰器可以经由闭环反馈自动响应大气条件的变化。墨图形可以包括嵌入的机器可读代码,并且其中当评估识别出机器可读代码的质量下降时,装饰器通过切换到不同的机器可读代码来响应。该评估可以识别墨图形的预定最小可接受分辨率,并且从检查装置到容器装饰器的闭环反馈响应于该评估自动调整墨图形的分辨率。多个容器可以包括被指定接收第一墨图形的多个容器的子集和被指定接收不同于第一图形的第二墨图形的多个容器的子集,并且该评估识别出不可恢复的与打印第一墨图形相关的打印质量问题,该问题不能被系统自动校正,装饰器响应于此用第二墨图形打印制造队列中剩余的容器。响应于该评估,可以对装饰器下游的制造过程进行自动调整。响应于该评估对装饰器进行自动调整。墨图案的评估可以是光学评估。
本发明的另一方面涉及一种在单个制造运行中优化多个容器的制造的方法。该方法包括以下步骤:(1)在构成制造队列的多个容器中的每个容器上施加艺术图形;(2)对沉积在构成制造队列的多个容器中的至少一个容器上的艺术图形执行评估;(3)响应于该评估调整制造过程。
本发明的这一方面可以包括一个或多个以下特征,单独或以任何合理的组合。该方法还可以包括以下步骤:(4)响应于该评估,减少用于形成艺术图形的材料的量;(5)响应于该评估,在施加艺术图形之前,减少施加到容器的底涂层的量;(6)响应于该评估,减少由装饰器传递的艺术图形的固化时间的持续时间;(7)响应于所述评估,降低由能量源传递的固化能量的水平;(8)响应于所述评估,在将底涂层施加到容器上之后和施加艺术图形之前,减少能量源内的持续时间;(9)响应于评估,在将底涂层施加到容器上之后和施加艺术图形之前,降低由能量源传递的能量水平;(10)响应于该评估,增加用于形成艺术图形的材料的量;(11)响应于该评估,在施加艺术图形之前,增加施加到容器上的底涂层的量;(12)响应于随后的评估,增加由装饰器传递的艺术图形的固化时间的持续时间;(13)响应于所述评估,增加由能量源传递的能量水平;(14)响应于所述评估,在将底涂层施加到容器上之后和施加艺术图形之前,增加能量源内的持续时间;和/或(15)响应于评估,在将底涂层施加到容器上之后并且在施加艺术图形之前,增加由能量源传递的能量水平。
根据该方面,能量源可以是热源、紫外线辐射、红外线辐射、电子束。
本发明的其他特征和优点将从以下结合附图的说明书中变得明显。
附图说明
为了理解本发明,现在将参照附图通过示例的方式进行描述,在附图中:
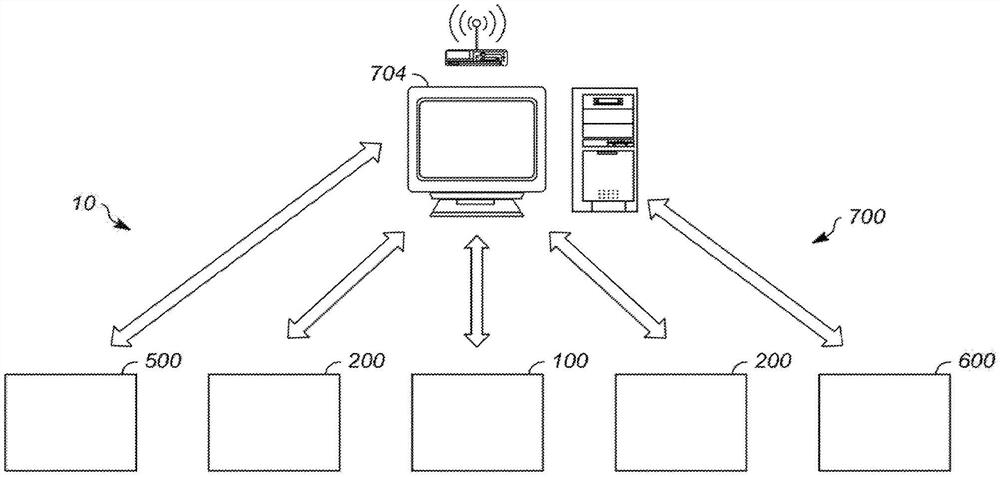
图1是闭环反馈打印系统的示意图;
图2是与闭环反馈系统结合使用的容器装饰器;
图3是与闭环反馈打印系统结合使用的检查站;
图4是在上游过程之后和装饰之前提供检查站的闭环反馈打印系统的示意图;和
图5示出了使用根据本发明的系统的方法。
具体实施方式
虽然本发明可以有许多不同形式的实施例,但在附图中示出并且将在本文中详细描述本发明的优选实施例,理解本公开将被视为本发明的原理的示例并且不旨在将本发明的广泛方面限制于所示的实施例。
本公开涉及一种闭环反馈容器打印系统。该系统允许对打印过程进行动态调整,以确保在整个打印运行中可接受的质量,其中打印运行包括单独和连续地装饰的多个容器,可能是数十万个这些容器。打印过程调整的具体方法会因打印技术而异,但所有方法都可以通过经由任何合适的检查方法(包括但不限于打印过程的光学评估、UV和/或红外线检查,或其他方式)在线进行检查和测量实现。因此,闭环系统可以包括光学和其他非光学相关的测量,例如表面能。
该系统的一个目的是要允许额外的前端打印过程准备以克服物理打印过程的降级。通过在印前时间框架和印刷设置时间框架内进行额外的前端打印过程准备,可以克服打印缺陷,从而在整个制造周期内保持可接受的打印质量。一关键方面是使用闭环反馈过程,其使这些调整能够自动发生,可能无需操作员干预。换句话说,如果在打印前进行更多的准备工作,给定的装饰线或设备将更能抵抗故障。这需要预测打印过程中的故障如何影响输出,并提前准备如何解决这些故障,以在不停止装饰器的情况下继续在制造公差和/或客户规格范围内创建输出。
如果没有这种方法,一旦打印降级到输出(即容器上的装饰)是不可接受的,必须停止打印运行并由操作员采取措施。如果事先准备了多个打印源或打印过程选项,那么可以始终为打印机/装饰设备的当前状态选择最佳处理窗口。
通过使用具有闭环反馈的检查站,可以使用最合适的打印源图像或最合适的打印过程。在某些情况下,这可能会导致选择稍微降级打印质量(例如降低分辨率、墨量、设计元素的数量、颜色的数量等)以保持打印线运行,特别适用于否则可能需要停止打印线的情况。在其他情况下,如果可以对打印生产线进行不同的过程或调整,则可以选择提高打印质量(例如,增加分辨率、墨量、设计元素的数量、颜色的数量等)。
大体上参考图1,在制造队列14中制造多个容器的系统10包括装饰器100、检查站200、一台或多台计算机300、上游和下游过程500,600(相对于装饰器100)和闭环反馈系统700。装饰器100可以是工业中当前使用的任何类型的容器装饰器,以在容器上施加图形标签。这些包括干胶印型装饰器、较新的数字喷墨型打印机、电子照相(EP)装饰器和基于调色剂的装饰器。该系统与较新的数字喷墨型装饰器结合使用时特别有用。
在其最简单的形式中,装饰器100包括墨源和打印位置。装饰器在制造队列14(见图2)中的每个容器上沉积代表墨图形的墨图案。这种墨应用发生在打印位置。这对于当今市场上许多已知的装饰器来说是常见的。这样的装饰器在本领域中是已知的并且例如在PCT/US2018/051717和美国专利No.9,873,358B2中进行了描述,它们通过引用并入本文,如同在本文中完整阐述一样。
参考图2,可在本系统中使用的装饰器100具有墨器单元104,该墨器单元104包括多个打印头108,通常为4个和优选的喷墨打印头。打印头108将一定量的具有所需图案的墨112传递到图像转印带116。每个喷墨头108将一定量的墨112传递到带116以产生具有所需颜色的墨112的所需图案,优选为多个颜色。
图像转印带116由一个或多个辊120支撑在模块上,该辊120向图像转印带116施加旋转运动,使得墨112图案从邻近打印头108的位置移动到打印位置124,在该打印位置,容器的侧壁和图像转印带116之间的接合(即接触)转印墨112以在侧壁上施加完成的艺术品。
图像转印带116形成具有与打印表面相对的内表面的圆周构件。打印表面被配置为从喷墨头108接受一定量的墨112并将墨112转印到容器侧壁。内表面接合驱动图像转印带116的辊120。可提供固化分站110以固化施加到带116的艺术品图形。替代地,可提供固化分站110以在容器上沉积之后将艺术图形固化到容器上。固化可以通过任何已知技术进行,包括但不限于热固化、辐射固化、电子束固化、压力固化等,或其任何组合。
计算机系统300通常控制装饰器100。计算机系统300包括处理器和存储一个或多个软件例程的非暂时性存储器。计算机300充当向装饰器的元件发送信号的控制器。计算机300提供确定从多个喷墨打印头108转印到图像转印带116的打印表面132的所需墨112的图案的形状的控制、命令或信号。所需墨112的图案在图像转印带116上的长度优选地对应于环形图像转印带116的一段的长度,该长度小于或等于每个饮料容器主体14的周长或大于或等于每个容器的周长。
参考图3,检查站200可以位于装饰器100的制造过程的下游。合适的检查站是本领域已知的并且例如在WO2017/201398A1中进行了描述,其通过引用并入本文,如同完全在此阐述的。检查站200包括成像装置或成像器,例如相机。检查站200对沉积在容器上的墨图案的质量进行光学评估。该站200主要寻找装饰缺陷。
如图4所示,可以在装饰之前和在上游过程500之后使用类似的检查站200。该检查站200可以用于评估上游处理质量。例如,检查站200可用于评估底涂层。
检查站200进行转位(indexing)操作。转位器可以是转台206,其在预定的、大体恒定的取向上,这里通过逆时针旋转,沿着转位路径顺序地转移容器通过检查站200。在该示例中,经装饰的容器经由进给轨道202被供给至多位置转台206上的入口位置处的转位路径,并且在出口位置212处从检查站200排出。
圆周转台206围绕中心轴线旋转。它具有多个凹穴218,其尺寸和形状适于支撑、控制和适当地将其中的容器的侧壁保持在预定取向上,并防止容器相对于心轴220错位,心轴220在检查容器的行为的过程中使用。转台作为隔离装置将容器从轨道上取下,轨道用于将容器运输通过制造过程的这部分,并将容器转位到位以进行检查。
在停留位置,容器从转位器,在这种情况下旋转转台206,移除,并且加载到与检查位置232重合的心轴220上。由源流体压力提供的力导致容器被从转台206移出并转移到心轴220上。因此,该力引起通过容器的移动,该移动将容器从停留位置228处的转位器206转移到检查位置232处的心轴220上和上方或周围,穿过停留位置和检查位置232之间的水平偏移。成像器,在这种情况下相机240,安装到检查站200并指向心轴220。成像器收集数据用于墨图形的光学评估。
成像器数据由计算机系统收集,该计算机系统可以包括一个或多个计算机300和/或控制器/处理器,其彼此通信并与相机240通信。软件例程存储在非暂时性记忆。进一步的软件可以基于数据对照预先确定的制造公差或客户规范来执行通过/失败分析,以确定墨图形的质量。
如同在任何容器制造系统中一样,存在上游和下游过程500,600,它们对于容器制造是典型的并且是本领域技术人员公知的。例如,上游过程500可以包括材料冲裁、弯曲和成型、挤压、修整、洗涤、预装饰底涂层等。下游过程600可以包括检查、干燥、颈缩、翻边、码垛等。
参照图1,闭环控件700提供装饰器、上游和下游过程500,600之间的通信。该闭环控件700将来自下游过程600的反馈提供给上游过程,主要是装饰器100,以自动调节、控制、调整施加到制造队列14中的容器的墨图形的质量、形状、形式等。
闭环反馈700通常响应于检查站200,其中装饰器100响应于在检查站200处执行的光学评估而被自动调整。
闭环反馈由一个或多个计算机704控制,该计算机704包括与检查站200和装饰器通信的处理器以完成对装饰器100以及在一些情况下其他上游过程500的闭环反馈指令。这些计算机704可以与装饰器100、检查站200以及上游和下游过程500,600分开。或者,可以提供单个计算机来控制所有各种过程,包括闭环反馈。更进一步,可以提供具有专用计算机和外部主计算机或多个计算机的这些过程的任何组合,只要保持并适当地实现这里描述的功能即可。
除了先前描述的功能之外,闭环反馈系统700控制装饰器100与上游和下游过程500,600之间的通信。因此,计算机700包括其上存储一个或多个软件例程的存储器。计算机700充当控制器,其将关于装饰器100可用的校正动作或功能的信号发送到装饰器100的元件以确保正确装饰容器,这些包括对施加到容器上的实际墨图形的改变、调整、变化、编辑等,包括但不限于墨量、墨的应用、墨的图案和墨的沉积速度。该系统可以确定是否使用墨(动态启用/禁用墨供应)。数字装饰器内的固化系统也可以调整(或多或少的能量源使用)。计算机700提供确定从多个喷墨打印头108转印到图像传送带116的打印表面132的所需墨112的图案的形状的控制、命令或信号。所需墨112的图案图像转印带116上的长度优选地对应于环形图像转印带116的一段的长度,该长度小于或等于每个饮料容器主体14的周长或大于或等于每个饮料容器主体14的周长。本发明的一个方面涉及检查打印质量的属性以确保制造队列14中的每个容器继续被处理而没有中断或实质性中断。这里的“基本上”是指在不需要停产清洗打印头的情况下,小于小时;然而,当系统不需要恢复到印前工作和创建新的输出设计时,小于8小时。
使用闭环反馈系统700结合装饰器100、检查站200和上游和下游过程500,600,包括制造制造队列14中的多个容器并指定用于销售和/或向一个或多个客户的传递的制造运行可以在没有实质性中断的情况下进行处理,优选地连续且没有中断地并且装饰有多个墨图形艺术品,其中多个墨图形中的每个墨图形相对于多个墨图形中的剩余群体是唯一的。换句话说,在遵守客户和制造墨图形规范和要求的同时,对可以连续传递到容器中的不同成品设计或墨图案的数量没有限制。
本发明的另一个方面是可以由闭环反馈系统700发起对上游和下游过程500,600的改变。通过非限制性示例,关于上游过程500,可以对所施加的底涂层量进行调整,和/或可以对影响容器的表面能的洗涤器化学或速度进行调整。此外,烤箱系统、上游或下游500,600可具有可通过闭环系统调整的可调节能量。这里,“烘箱”严格地是上游或下游过程500、600的一部分,而打印设备固化系统是装饰器100的一部分。
进一步设想闭环系统700基于大气条件的变化(例如温度或气压)进行或控制装饰器调整,这可能不利地影响由装饰器传递的墨图形的质量。例如,温度升高可能会影响墨粘度或性能;温度和湿度会对数字颜色稳定性和色调、墨滴大小以及打印头的健康产生重大影响。闭环系统可以在装饰器内进行调整,以帮助解决这些问题或采取纠正措施来缓解这些问题。
在示例性优选实施例中,系统10可以被编程到可以在没有操作员参与的情况下做出该决定的程度。每个过程选项都配置为允许或不允许在未经操作员授权的情况下进行更改。
包括数字容器装饰器的一个说明性示例包括为制造运行中的每个作业生成多个源图形。这些图形中的每一个都以某种方式变化或唯一,这使得每个图形相对于作业或运行中的另一个图形或与作业或运行中的另一个图形(例如,金属容器体的队列)相比或多或少地难以打印,或使用稍微不同的色谱。当发生特定的打印变化/缺陷/异常时,以闭环方式检测打印变化。根据特定的故障,选择不同的源图形。
在另一个说明性示例中,制造运行包括指定用于销售或传递给第一客户的多个金属容器的队列。制造运行还包括多个唯一的数字源文件,每个文件包括类似的图形指令,但颜色深浅不同。随着制造运行的继续,颜色的不同深浅会由于例如工厂中大气条件(例如温度或气压)的变化而发生偏移。从检查装置到数字容器装饰器的反馈回路向数字装饰器或与数字装饰器通信的处理器发出信号,以在没有用户干预的情况下自动切换到不同的唯一数字源文件,以在制造公差和客户规格范围内保留颜色。
在另一个说明性示例中,如上定义的制造运行包括具有一个或多个机器可读代码的图形,例如,以数字和/或不同宽度的平行线图案的形式,例如嵌入的条形码。机器可读代码嵌入在不同的可见度级别。这些机器可读代码中的许多被特意设计为对人眼不显眼,并且在打印过程中对降级更易受影响或更敏感。这种不显眼或不易察觉的编码的一个示例是由俄勒冈州比弗顿的Digimarc Corporation生产的,并在美国专利No.7,044,395B1中进行了描述,其通过引用并入本文,如同在此完全阐述一样,并且用于描述这种不明显编码的特定目的。
当检查装置识别出机器可读代码的降级时,从检查装置到数字容器装饰器的反馈回路向数字装饰器或与数字装饰器通信的处理器发出信号,以自动地,无需用户干预地,切换到不同的数字源文件以切换到更易于打印的不同版本的源文件。
在另一个说明性示例中,如上定义的制造运行包括用于相同图形图像的多个数字源文件,每个数字源文件具有唯一的分辨率级别。例如,可以使用较低分辨率的数字源文件来隐蔽或隐藏由运行不良的喷嘴引起的某些打印异常。如果检查装置识别出相对于预定最小可接受分辨率的超出容差情况,则从检查装置到数字容器装饰器的反馈回路向数字装饰器或与数字装饰器通信的处理器发出信号以自动地,无需用户干预地,根据需要动态地调整(提高或降低)分辨率。
在另一说明性示例中,单个制造运行包括制造队列14,该制造队列14包括要在同一数字装饰器上装饰的多个容器,其中多个容器的第一子集被指定用于向第一客户传递/销售并且多个容器的第二子集被指定用于向第二客户传递/销售。在这种情况下,第一数字源文件具有用于第一客户的第一图形,而第二数字源文件具有用于第二客户的不同于第一图形的第二图形。如果在装饰多个容器的第一子集期间出现不可恢复的打印质量问题(即在第一子集运行期间无法纠正的问题),则从检查装置到数字容器装饰器的反馈回路向数字装饰器,或与数字装饰器通信的处理器发出信号,以在没有用户干预的情况下自动地切换到与多个容器的第二子集相关联或预定用于多个容器的第二子集的图形文件。因此,制造队列14继续被处理/装饰。
不可恢复的打印质量问题的非限制性示例包括与一个或多个图形相关的“供应不足”状况,例如低或用尽的墨水平或施加到第一图形但不施加到第二图形的涂层。
本发明的一优点是它将装饰线/过程转变为弹性线,其在出现某些制造缺陷/情况时不会停止。除了提交同一作业的多个变体之外,在本发明的闭环过程中可能还存在可以进行调整、操纵、考虑的其他变量。
如图5所示,另一个优点与质量控制方法有关。即,该系统能够将上述所有测量结果保存在计算机或其他存储装置的存储器中。因此,操作员拥有可用数据对给定容器生产线的所有部分进行全面评估,并且它们能够优化制造变量以提高容器制造性能。例如,操作员能够就供应和能量源的使用做出更明智的决策。更具体地,操作者或设施可以通过使用更少或更多量的来自装饰器的墨来确定和使用更少(即最小化)或更多量的底涂层材料,并且,因为使用更少或更多的墨,它需要更少或更多的能量在持续时间和/或能量单位方面固化墨;因此,可以减少能量源消耗。此外,使用更少或更多的底涂层(或清漆)需要在预装饰炉中施加更少或更多的能量,同样可能会降低能耗。固化可以是热固化(度、BTU、焦耳)、紫外线辐射固化(W/m
虽然已经说明和描述了具体实施例,但在不明显背离本发明的精神的情况下想到了许多修改,并且保护范围仅由所附权利要求的范围限制。
- 闭环反馈打印系统
- 增材制造打印系统用的锤压装置及增材制造打印系统