水平式六轴夹纸收放板机
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及自动化设备技术领域,尤其涉及一种水平式六轴夹纸收放板机。
背景技术
PCB板的成型一般要经过多工序的加工,有时在一个工序到另一个工序的过程中,需要进行收板和放板。在现有技术中,PCB板的收板和放板有些是通过人工进行取放料,这不仅效率低下,而且容易损伤PCB板。现有的一些PCB收放板机,仅能适用于载具框送料或仅能适用于载具送料,且收放板的效率低下。
因此,有必要提供一种能够提高生产效率的水平式六轴夹纸收放板机。
发明内容
本发明的目的在于提供一种能够提高生产效率的水平式六轴夹纸收放板机。
为实现上述目的,本发明提供了一种水平式六轴夹纸收放板机,包括设置于机架上的输送装置、第一取料装置、第二取料装置、第一上下料装置、第二上下料装置和放纸装置,输送装置用于传送单个的PCB板,第一取料装置和第二取料装置悬挂于机架的顶部并可交替作业,第一上下料装置和第二上下料装置均可递进的传送载具框,载具框用于放置所述PCB板,放纸装置用于放置隔纸;第一取料装置在输送装置上拾取PCB板并将PCB板放置于第一上下料装置或第二上下料装置上,第二取料装置用于在放纸装置上拾取隔纸并将隔纸放置于第一上下料装置或第二上下料装置上;或第一取料装置在第一上下料装置或第二上下料装置上拾取PCB板并放置于输送装置上,第二取料装置第一上下料装置或第二上下料装置上拾取隔纸并将隔纸放置于放纸装置上。
较佳地,第一上下料装置和第二上下料装置均包括升降机构和用于驱动升降机构升降的第一动力机构,升降机构上连接有载物机构,载物机构用于放置承载PCB板的载具框。
较佳地,载物机构包括载物组件以及设置于载物组件上的整板组件和挡料组件,整板组件在第一方向上对载具框进行整料,挡料组件在第二方向上对载具框进行挡料;载物组件上设置用若干个用于承载载具框的万向滚珠,载物盘借由多个万向滚珠于载物组件上多方向移动。
较佳地,整板组件包括第一气缸和设置于第一气缸输出端的整料件,挡料组件包括第二气缸和呈转动的设置于第二气缸输出端的挡料件;第一气缸动作,以使整料件在第一方向上整料,第二气缸动作,以使挡料件在第二方向上挡料。
较佳地,还包括可移动的移动装置,移动装置用于搬运放置有PCB板的载具框或用于搬运空载的载具框;移动装置为AGV小车或移动移动装置为手推车。
较佳地,第一取料装置和第二取料装置均包括倒挂于机架上的机械手臂和连接于机械手臂的取料机构,取料机构上设置有多个取料件,多个取料件相对于机械手臂的位置可调。
较佳地,放纸装置包括第二动力机构和呈升降地设置于第二动力机构输出端的放纸机构,放纸机构包括放纸板和第一调节组件,第一调节组件于放纸板的周测围设成用于容置隔纸的容置空间,放纸板上开设有供第一调节组件滑动的通槽,第一调节组件于通槽内滑动以改变容置空间的大小。
较佳地,输送装置上设置有多组用于传送PCB板的辊筒组件,多组辊筒组件连接有第一电机和第二电机,借由第一电机和第二电机以带动多组辊筒组件传动送料;多组辊筒组件上还设置有对位机构,借由对位机构以使PCB板在多组辊筒组件上居中传送。
较佳地,机架上还设置有NG机构,NG机构设置于输送装置的上方,NG机构用于暂存不良的PCB板。
较佳地,载具框包括用于放置PCB板的载具板,载具板上设置有供握持的把手,借由把手以能搬运载具框,载具板上还设置有第二调节组件,第二调节组件包括滑动设置于载具板上的定位柱。
采用以上技术方案后,本发明的水平式六轴夹纸收放板机,包括设置于机架上的输送装置、第一取料装置、第二取料装置、第一上下料装置、第二上下料装置、放纸装置和NG机构,还包括可移动的移动装置。收板时,第一取料装置在输送装置上取PCB板放置于第一上下料装置或第二上下料装置上,第二取料装置在放纸装置上取隔纸放置于第一上下料装置或第二上下料装置上,在接收到前工序给予的NG信号时,第一取料装置将输送装置上不合格的PCB板拾取暂放于NG机构上。放板时,第一取料装置在第一上下料装置或第二上下料装置上拾取PCB板放置于输送装置上,第二取料装置在第一上下料装置或第二上下料装置上拾取隔纸放置于放纸装置上。第一取料装置与第二取料装置交替作业。本发明的水平式六轴夹纸收放板机设置有两个用于传送载具框的上下料装置,用于取放板的第一取料装置和用于取放纸的第二取料装置交替工作,结构设置合理,大大提高了生产效率。
附图说明
为了更清楚地说明本发明实施例技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
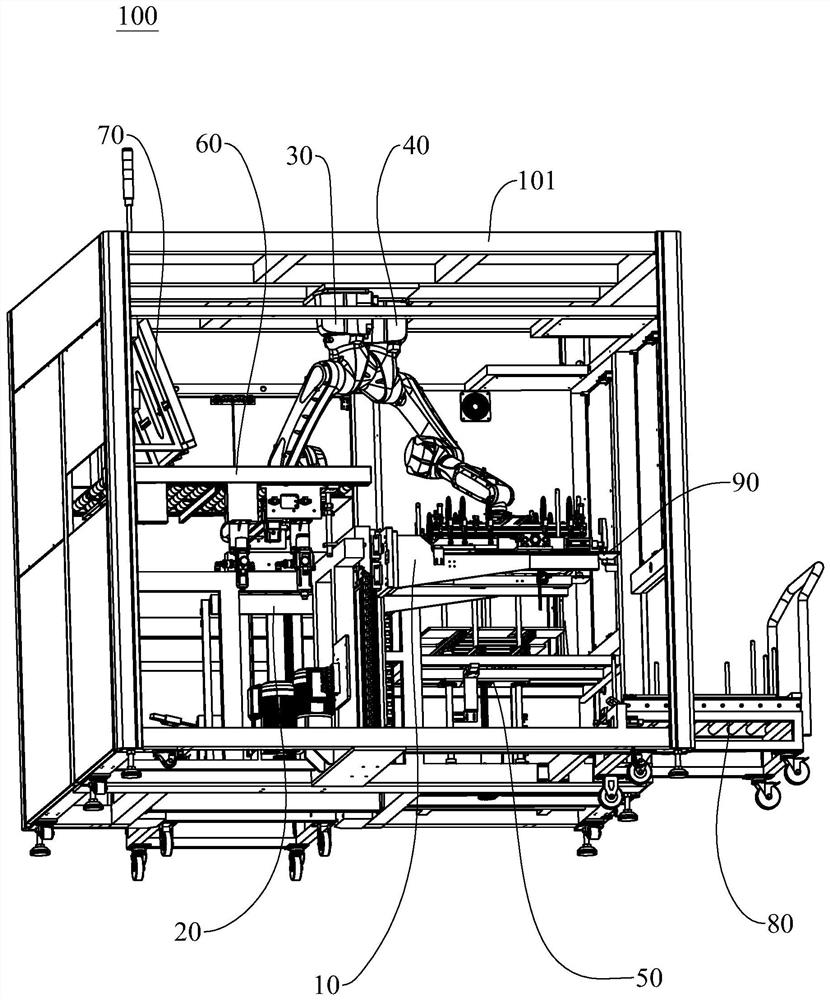
图1是本发明一实施例提供的水平式六轴夹纸收放板机的结构示意图。
图2是图1的内部结构示意图。
图3是图1中第一上下料装置和第二上下料装置的结构示意图。
图4是图3中第一上下料装置的结构示意图。
图5是图4中载物机构的结构示意图。
图6是图2中第一取料装置的结构示意图。
图7是图2中放纸装置的结构示意图。
图8是图7中放纸机构的结构示意图。
图9是图2中输送装置的结构示意图。
图10是图2中NG机构的结构示意图。
图11是图2中载具框的结构示意图。
附图标记说明:
100、水平式六轴夹纸收放板机;101、机架;
10、第一上下料装置;11、第一动力机构;12、升降机构;13、载物机构;131、载物组件;1311、万向滚珠;132、整板组件;1321、第一气缸;1322、整料件;133、挡料组件;1331、第二气缸;1332、挡料件;20、第二上下料装置;
30、第一取料装置;31、机械手臂;311、安装部;32、取料机构;321、取料件;40、第二取料装置;
50、放纸装置;51、第二动力机构;511、电机组件;512、传动组件;52、放纸机构;521、放纸板;5211、通槽;5212、槽体;522、第一调节组件;53、检测组件;
60、输送装置;61、辊筒组件;62、第一电机;63、第二电机;64、对位机构;65、挡板;
70、NG机构;71、安装架;72、靠板;73、放料位;
80、移动装置;
90、载具框;91、载具板;911、滑动槽;92、把手;93、第二调节组件;931、定位柱;932、固定柱。
具体实施方式
为了详细说明本发明的技术内容、构造特征,以下结合实施方式并配合附图作进一步说明。
请参阅图1和图2,本发明提供了一种水平式六轴夹纸收放板机100,包括设置于机架101上的输送装置60、第一取料装置30、第二取料装置40、第一上下料装置10、第二上下料装置20和放纸装置50。其中,输送装置60用于传送单个的PCB板,第一取料装置30和第二取料装置40悬挂于机架101的顶部并可交替作业,第一取料装置30用于取放PCB板,第二取料装置40用于取放隔纸。第一上下料装置10和第二上下料装置20均可递进的传送载具框90,载具框90用于放置所述PCB板,放纸装置50用于放置隔纸。收板时,第一取料装置30在输送装置60上拾取PCB板并将PCB板放置于第一上下料装置10或第二上下料装置20上,第二取料装置40用于在放纸装置50上拾取隔纸并将隔纸放置于第一上下料装置10或第二上下料装置20上。放板时,第一取料装置30在第一上下料装置10或第二上下料装置20上拾取PCB板并放置于输送装置60上,第二取料装置40第一上下料装置10或第二上下料装置20上拾取隔纸并将隔纸放置于放纸装置50上。第一取料装置30在输送装置60上取板时,第二取料装置40在第一上下料装置10或第二上下料装置20上放纸;第一取料装置30在第一上下料装置10或第二上下料装置20上放PCB板时,第二取料装置40在放纸装置50上取隔纸。第一上下料装置10上的载具框90满料后通过移动装置80将满载的载具框90送走,此时,第一取料装置30和第二取料装置40在第二上下料装置20上取放料,实现了不间断工作。
请参阅图3至图5,在一些可选的实施例中,第一上下料装置10和第二上下料装置20结构相同。第一上下料装置10和第二上下料装置20均包括升降机构12和用于驱动升降机构12升降的第一动力机构11,升降机构12上连接有载物机构13,载物机构13用于放置承载PCB板的载具框90,升降机构12可以为齿轮齿条结构或其他能够递进式送料的升降机构12。第一动力机构11动作以使载物机构13沿升降机构12升降活动。其中,载物机构13包括载物组件131以及设置于载物组件131上的整板组件132和挡料组件133,整板组件132在第一方向上对载具框90进行整料,挡料组件133在第二方向上对载具框90进行挡料。第一方向与第二方向垂直,第一方向为载物组件131的宽度方向,第二方向为载物组件131的长度方向,挡料组件133在载具框90放置于载物组件131上后用于挡料,以免载具框90脱离载物组件131,整板组件132既可以从侧边对载具框90进行挡料,也可以使载具框90居中放置,以便于进行取放料。具体地,整板组件132包括第一气缸1321和设置于第一气缸1321输出端的整料件1322,挡料组件133包括第二气缸1331和呈转动的设置于第二气缸1331输出端的挡料件1332;载物组件131上设置用若干个用于承载载具框90的万向滚珠1311,载物盘借由多个万向滚珠1311于载物组件131上多方向移动。手动或自动在载物组件131上放置载具框90后,第二气缸1331动作,以使挡料件1332在第二方向上挡料。然后第一气缸1321动作,以使整料件1322在第一方向上整料。载具框90放置于万向滚珠1311上,整板组件132能够更方便的推动载具框90,使得载具框90在载物组件131上居中放置,以能更好的进行取放料。在本实施例中,第一上下料装置10和第二上下料装置20错位布置在两个方向上,不仅在移动装置80进行取放料时不会相互干涉,而且使得整机结构更加紧凑合理。
请参阅图1和图2,在一些可选的实施例中,水平式六轴夹纸收放板机100还包括可移动的移动装置80,移动装置80用于搬运放置有PCB板的载具框90或用于搬运空载的载具框90。示例性的,移动装置80可以为AGV小车或手推车。移动装置80为手推车时,在上下料时,需要将载物组件131下降至与手推车平齐,然后手动将手推车上的载具框90推送到载物组件131上,或手动将载物组件131上的载具框90推送到手推车上。在载具框90上设置有供握持以便手动推送载具框90的把手92。移动装置80为AGV小车时,由于载物组件131中间设置有供AGV小车通过的避让槽,AGV小车自动开动到位于避让槽内时,即可自动将载具框90送料到位,载物组件131顶升即可带动载具框90上升,使用更加方便。
请参阅图2和图6,在一些可选的实施例中,第一取料装置30和第二取料装置40均包括倒挂于机架101上的机械手臂31和连接于机械手臂31的取料机构32。机械手臂31倒挂于机架101上,更加节省整体空间,不用在机台上留设有用于安装机械手臂31的空间,整体布局更加紧凑合理。机械手臂31能够带动取料机构32多方向转动,以能在不同的装置上取放料。其中,机械手臂31的顶端设置有将机械手臂31安装于机架101顶部的安装部311,机械手臂31通过安装部311稳固的安装于机架101顶部。取料机构32上设置有多个取料件321,多个取料件321相对于机械手臂31的位置可调。可以理解的,取料件321通过安装支架安装于机械手臂31上,通过调节安装支架的相对宽度,使得位于安装支架上的取料件321能够拾取不同规格的PCB板或隔纸,取料件321可以为吸盘。第一取料装置30和第二取料装置40的结构类似,在此不再展开赘述。
请参阅图2及图7、图8,在一些可选的实施例中,放纸装置50包括第二动力机构51和呈升降地设置于第二动力机构51输出端的放纸机构52。其中,第二动力机构51包括电机组件511和传动组件512,传动组件512位于电机组件511的输出端,放纸机构52安装于传动组件512上,电机组件511动作以使放纸机构52沿传动组件512递进式升降。在放纸装置50上还设置有检测组件53,通过检测组件53能及时确定放纸机构52的升降高度,以能够及时进行放纸等。放纸机构52包括放纸板521和第一调节组件522,第一调节组件522于放纸板521的周测围设成用于容置隔纸的容置空间,放纸板521上开设有供第一调节组件522滑动的通槽5211和槽体5212,第一调节组件522于通槽5211和/或槽体5212内滑动以改变容置空间的大小。PCB板的规格不同,尺寸大小不一,适用于PCB板的隔纸亦需要改变其规格大小,通过第一调节组件522改变容置空间的大小以能更好的放置各种规格的隔纸,隔纸在容置空间内不晃动以能更好的被取放料。
请参阅图9,在一些可选的实施例中,输送装置60上设置有多组用于传送PCB板的辊筒组件61,多组辊筒组件61连接有第一电机62和第二电机63,借由第一电机62和第二电机63以带动多组辊筒组件61传动送料。在输送装置60对接其他工序的出入口处设置有第一电机62,在接入PCB板时能够更快速的进行接料,从而不会因为传送慢而产生堆料,而影响传送。多组辊筒组件61同时连接有第一电机62和第二电机63,传送速度更快。在输送装置60靠近机床内部处设置有挡板65,在第一取料装置30还未到位时,能够通过挡板65进行挡料,以免PCB板掉出输送装置60外。其中,在多组辊筒组件61上还设置有对位机构64,借由对位机构64以使PCB板在多组辊筒组件61上居中传送。PCB板在输送机构上居中传送,能够更好的被取放料。
请参阅图2和图10,在一些可选的实施例中,机架101上还设置有NG机构70,NG机构70悬挂设置于输送装置60的上方,NG机构70用于暂存不良的PCB板。可以理解的,在收板时,前工序设置有用于检测PCB板的检测装置,检测装置检测到不良的PCB板时,会传递信号至本发明的水平式六轴夹纸收放板机100,水平式六轴夹纸收放板机100传递信号至第一取料装置30,第一取料装置30接收信号,合格的PCB板放置于第一上下料装置10或第二上下料装置20上,不合格的PCB板放置于NG机构70上。NG机构70悬挂于输送装置60的上方,以能够更方便的进行放料。具体地,NG机构70包括安装架71、靠板72和放料位73,NG机构70通过安装架71安装于机架101上,不合格的PCB板放置于放料位72上并靠立于靠板73上,结构简单,且不会占用机台很多空间。
请参阅图11,在一些可选的实施例中,载具框90包括用于放置PCB板的载具板91,载具板91上设置有供握持的把手92,借由把手92以能搬运载具框90。在第一上下料装置10和第二上下料装置20与手推车配合时,通过把手92能够更方便的移动载具框90。其中,在载具板91上还设置有第二调节组件93,第二调节组件93包括滑动设置于载具板91上的定位柱931和固定于载具板91上的固定柱932。多个定位柱931和多个固定柱932围设成用于放置PCB板的放料空间,由于PCB板的规格大小不一样,所以通过调节定位柱931的位置能够调节放料空间的大小,从而使得载具框90能够适用于不同规格的PCB板。另一方便,调节定位柱931,使得PCB板能够稳固的放置于放料空间内,不会晃动,从而能够更好的被取放料。在载具板91上开设有供定位柱931滑动的滑动槽911,定位柱931可以在滑动槽911内滑动以调节放料空间的大小,仅定位柱931可以在滑动槽911内滑动,固定柱932在载具板91上固定不动,减少了载具板91的加工工艺且不影响放料空间的整体调节。
如图1至图11所示,本发明的水平式六轴夹纸收放板机100,包括设置于机架101上的输送装置60、第一取料装置30、第二取料装置40、第一上下料装置10、第二上下料装置20、放纸装置50和NG机构70,还包括可移动的移动装置80。收板时,第一取料装置30在输送装置60上取PCB板放置于第一上下料装置10或第二上下料装置20上,第二取料装置40在放纸装置50上取隔纸放置于第一上下料装置10或第二上下料装置20上,在接收到前工序给予的NG信号时,第一取料装置30将输送装置60上不合格的PCB板拾取暂放于NG机构70上。放板时,第一取料装置30在第一上下料装置10或第二上下料装置20上拾取PCB板放置于输送装置60上,第二取料装置40在第一上下料装置10或第二上下料装置20上拾取隔纸放置于放纸装置50上。本发明的水平式六轴夹纸收放板机100结构紧凑且布局合理,能适用于各种规格的PCB板。首先,第一取料装置30与第二取料装置40均倒挂于机架101上,整体结构更加紧凑合理,且第一取料装置30与第二取料装置40交替作业,大大提高了生产效率。其次,NG机构70悬挂设置于输送装置60的上方,能够更方便的进行放置不合格的PCB板。再次,第一上下料装置10和第二上下料装置20能与手推车或AGV小车配合使用,载具框90亦能与手推车或AGV小车配合使用,适用范围更广,使用更方便。另一方面,设置有第一上下料装置10和第二上下料装置20能够实现不间断生产,大大提高了生产效率。本发明的水平式六轴夹纸收放板机100结构设置合理,大大提高了生产效率。
以上所揭露的仅为本发明的较佳实例而已,不能以此来限定本发明之权利范围,因此依本发明权利要求所作的等同变化,均属于本发明所涵盖的范围。
- 水平式六轴夹纸收放板机
- 夹纸收放板机