一种预成型模内贴标签及其生产设备
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及食品包装生产技术领域,具体涉及一种预成型模内贴标签及其生产设备。
背景技术
所谓模内标签,就是将印好的商标标签图像印张(背面带热熔胶)直接放入塑料铸模机内的铸模区域,通过吹塑或注塑使标签和容器结合在一起,形成一个完整的包装容器。使用模内标签容器的最大特点就是标签和瓶体在同一个表面上,感觉标签彩色图文如同直接印刷在瓶体表面一般。模内标签作为一种全新标签包装形式,在欧美发达国家已经风行多年。近几年,在国内也受到越来越多的印刷基材供应商、标签生产商及终端消费者的青睐。模内标签,对食品的物流、防伪、识别等方面起着不可忽视的作用。但目前的模内标签的功能还比较单一,不能满足食品包装对食品的保鲜需求。而在热压过程中,容易对食品本身的包装密封性带来影响。导致包装的阻水和阻氧的性能下降。因而需要改进模内标签,解决食品包装密封性、阻隔性不高的问题。
发明内容
本发明要解决的技术问题是:目前采用模内标签的食品包装阻水阻氧性能不高的技术问题。提出了一种预成型模内贴标签及其生产设备,采用阻隔层提高食品包装的阻水阻氧性能。
为解决上述技术问题,本发明所采取的技术方案为:一种预成型模内贴标签,包括粘结层、阻隔层和印刷层,所述粘结层、阻隔层和印刷层均制成预制形状,所述粘结层、阻隔层和印刷层由内到外依次分布。
作为优选,所述阻隔层由聚偏氯乙烯、乙烯-乙烯醇共聚物、涤纶树脂、聚萘二甲酸乙二醇酯或氧化铝制成。
作为优选,所述粘结层由热熔胶制成,所述印刷层外壁印刷有标签。
一种生产如前述的预成型模内贴标签的设备,包括预成型设备和压合设备,所述预成型设备分别将粘结层、阻隔层和印刷层制成预制形状,所述预制形状使粘结层、阻隔层和印刷层具有间隙,所述压合设备包括机座、压头、若干个加热线圈、压头驱动机构和倒模,所述压头外壁与粘结层内壁贴合,所述压头顶部开有透气孔,所述倒模内壁与印刷层外壁贴合,所述倒模安装在机座上,所述压头驱动机构安装在机座上,所述压头与压头驱动机构连接,若干个所述加热线圈按顺序排列在所述压头内。
作为优选,还包括液压泵、液箱、供液管、电磁阀和控制器,所述倒模及第二倒模包括模体、漏液孔、液腔、供液口、出气孔、气阀和压力传感器,所述模体前部具有模腔,所述模体后部具有中空的液腔,所述模腔内壁与阻隔层或印刷层外壁贴合,所述模腔底部开有若干个漏液孔,所述漏液孔连通模腔和液腔,所述压力传感器安装在模体上,检测液腔内的液体压力,所述模体后部开有供液孔,所述供液孔连通供液管和液腔,所述供液管通过电磁阀与液压泵连接,所述液压泵与液箱连接,所述电磁阀及压力传感器均与控制器连接。
作为优选,将粘结层套入压头,而后将阻隔层套入粘结层,将所述模腔竖直放置,所述模腔内预充满液体,印刷层逐渐放入所述模腔时,所述控制器控制所述气阀打开,所述控制器控制所述电磁阀打开第一开度,推动印刷层使液体经供液管流入液箱,当印刷层全部放入模腔时,所述控制器控制气阀关闭,所述控制器打开液压泵抽出部分液体后,将所述倒模横放,压头驱动机构驱动压头将粘结层和阻隔层推入印刷层,并使压头顶部经过粘结层、阻隔层及印刷层抵紧模腔底部,使用液压泵充入液体直到所述压力传感器检测到的压力增加幅度超过设定阈值,关闭电磁阀,从压头顶部至底部的顺序依次打开加热线圈,使粘结层从底部到顶部的顺序膨胀而压紧阻隔层和印刷层,随后关闭加热线圈,压头驱动机构驱动压头退模,完成模内贴标签的制作。预制形状使粘结层、阻隔层和印刷层具有间隙,当压头顶部经过粘结层、阻隔层及印刷层抵紧模腔底部时,粘结层、阻隔层及印刷层的底部紧贴,侧面具有间隙,使压头顶部至底部的顺序依次打开加热线圈,使粘结层靠近底部的部分先膨胀压紧阻隔层和印刷层,从而使侧面的残留的少量空气能够逐步被挤出,使粘结层、阻隔层及印刷层之间紧贴。
本发明的实质性效果是:粘结层能够方便将模内标签与食品包装粘合,印刷层方便进行印刷,在粘结层和印刷层之间的阻隔层能够有效阻氧阻水,保护其内的食物,使其保鲜时间更长,通过本发明提供的生产设备,使生产出的模内标签粘结层、阻隔层和印刷层之间紧密贴合,无空气残留,提高了标签的美观性。
附图说明
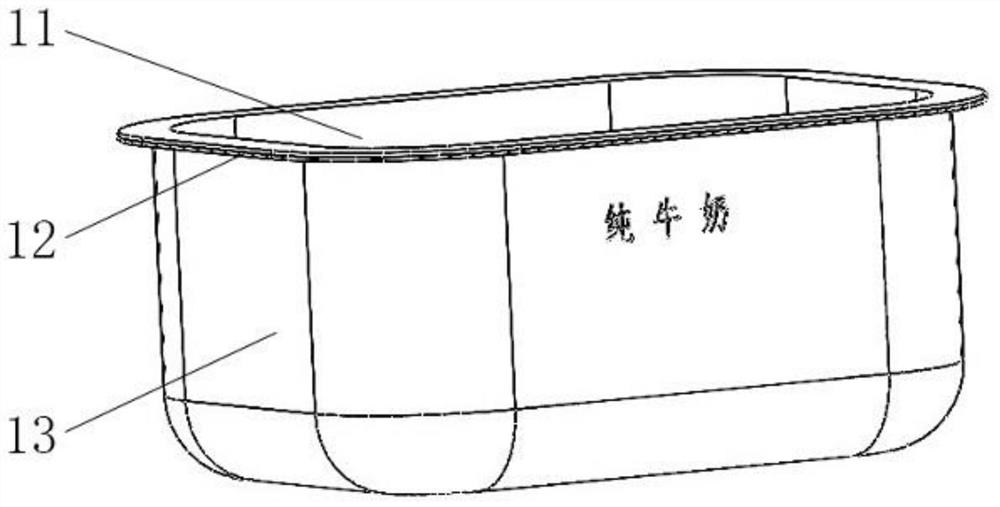
图1为实施例一预成型模内贴标签结构示意图;
图2为实施例一预成型模内贴标签剖面结构示意图;
图3为实施例一预成型模内贴标签局部结构示意图;
图4为实施例一预成型模内贴标签生产设备局部示意图;
图5为实施例二倒模剖面结构示意图。
其中:11、粘结层,12、阻隔层,13、印刷层,20、压头,21、透气孔,30、倒模,31、模腔,32、漏液孔,33、压力传感器,34、出气孔,35、供液口,36、液腔。
具体实施方式
下面通过具体实施例,并结合附图,对本发明的具体实施方式作进一步具体说明。
实施例一:
一种预成型模内贴标签,请参阅附图1和附图2,包括粘结层11、阻隔层12和印刷层13,粘结层11、阻隔层12和印刷层13均制成预制形状,粘结层11、阻隔层12和印刷层13由内到外依次分布。阻隔层12由聚偏氯乙烯、乙烯-乙烯醇共聚物、涤纶树脂、聚萘二甲酸乙二醇酯或氧化铝制成。请参阅附图3,粘结层11由热熔胶制成,印刷层13外壁印刷有标签。
一种生产如前述的预成型模内贴标签的设备,请参阅附图4,包括预成型设备和压合设备,预成型设备分别将粘结层11、阻隔层12和印刷层13制成预制形状,预制形状使粘结层11、阻隔层12和印刷层13具有间隙,压合设备包括机座、压头20、若干个加热线圈、压头驱动机构和倒模30,压头20外壁与粘结层11内壁贴合,压头20顶部开有透气孔21,倒模30内壁与印刷层13外壁贴合,倒模30安装在机座上,压头驱动机构安装在机座上,压头20与压头驱动机构连接,若干个加热线圈按顺序排列在压头20内。
本实施例的有益技术效果为:粘结层11能够方便将模内标签与食品包装粘合,印刷层13方便进行印刷,在粘结层11和印刷层13之间的阻隔层12能够有效阻氧阻水,保护其内的食物,使其保鲜时间更长,
实施例二:
一种生产如前述的预成型模内贴标签的设备,本实施例在实施例一的基础上,对倒模30结构进行了具体的改进,请参阅附图5,本实施例还包括液压泵、液箱、供液管、电磁阀和控制器,倒模30及第二倒模30包括模体、漏液孔32、液腔36、供液口35、出气孔34、气阀和压力传感器33,模体前部具有模腔31,模体后部具有中空的液腔36,模腔31内壁与阻隔层12或印刷层13外壁贴合,模腔31底部开有若干个漏液孔32,漏液孔32连通模腔31和液腔36,压力传感器33安装在模体上,检测液腔36内的液体压力,模体后部开有供液孔,供液孔连通供液管和液腔36,供液管通过电磁阀与液压泵连接,液压泵与液箱连接,电磁阀及压力传感器33均与控制器连接。
本实施例的使用方法为:将粘结层11套入压头20,而后将阻隔层12套入粘结层11,将模腔31竖直放置,模腔31内预充满液体,印刷层13逐渐放入模腔31时,控制器控制气阀打开,控制器控制电磁阀打开第一开度,推动印刷层13使液体经供液管流入液箱,当印刷层13全部放入模腔31时,控制器控制气阀关闭,控制器打开液压泵抽出部分液体后,将倒模30横放,液腔内残留的空气将会上浮到侧部,脱离与印刷层的接触,压头驱动机构驱动压头20将粘结层11和阻隔层12推入印刷层13,并使压头20顶部经过粘结层11、阻隔层12及印刷层13抵紧模腔31底部,使用液压泵充入液体直到压力传感器33检测到的压力增加幅度超过设定阈值,关闭电磁阀,从压头20顶部至底部的顺序依次打开加热线圈,使粘结层11从底部到顶部的顺序膨胀而压紧阻隔层12和印刷层13,随后关闭加热线圈,压头驱动机构驱动压头20退模,完成模内贴标签的制作。预制形状使粘结层11、阻隔层12和印刷层13具有间隙,当压头20顶部经过粘结层11、阻隔层12及印刷层13抵紧模腔31底部时,粘结层11、阻隔层12及印刷层13的底部紧贴,侧面具有间隙,使压头20顶部至底部的顺序依次打开加热线圈,使粘结层11靠近底部的部分先膨胀压紧阻隔层12和印刷层13,从而使侧面的残留的少量空气能够逐步被挤出,使粘结层11、阻隔层12及印刷层13之间紧贴。其余结构同实施例一。
本实施例相对于实施例一的新的技术效果是:通过本发明提供的生产设备,使生产出的模内标签粘结层11、阻隔层12和印刷层13之间紧密贴合,无空气残留,提高了标签的美观性。
以上所述的实施例只是本发明的一种较佳的方案,并非对本发明作任何形式上的限制,在不超出权利要求所记载的技术方案的前提下还有其它的变体及改型。
- 一种预成型模内贴标签及其生产设备
- 一种预成型模内贴标签