一种减速机配件制作加工工艺
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及减速机配件制作加工领域,具体的说是一种减速机配件制作加工工艺。
背景技术
减速机是一种相对精密的机械,使用它的目的是降低转速,增加转矩,减速机在原动机和工作机或执行机构之间起匹配转速和传递转矩的作用,在现代机械中应用极为广泛,为了防止润滑油泄露,减速机一般需要设计密封装置,密封装置主要由透盖与闷盖组成,这里主要针对透盖进行加工。
在对减速机配件进行制作加工的过程中,由于减速机配件的结构以及质量标准的限制,导致在实际操作过程中,存在以下问题:
(1)传统的减速机配件制作加工设备在对透盖进行加工时,一般需要对透盖中心轴孔进行定位,同时需要对透盖外端面进行夹紧,从而增加了透盖定位所花费的时间,同时导致透盖上的中心轴孔不便加工,导致设备的加工效率较低。
(2)传统的减速机配件制作加工设备在对透盖进行加工时,一般需要单个逐次与透盖上的孔对齐,从而进行加工,且加工过程中需要更换刀具,从而导致设备的加工效率降低。
发明内容
为了弥补现有技术的不足,本发明提供了一种减速机配件制作加工工艺。
本发明所要解决其技术问题所采用以下技术方案来实现:一种减速机配件制作加工工艺,其使用了一种减速机配件制作加工设备,该减速机配件制作加工设备包括放置台、定位装置与打磨装置,采用上述减速机配件制作加工设备对减速机配件进行制作加工时的具体方法如下:
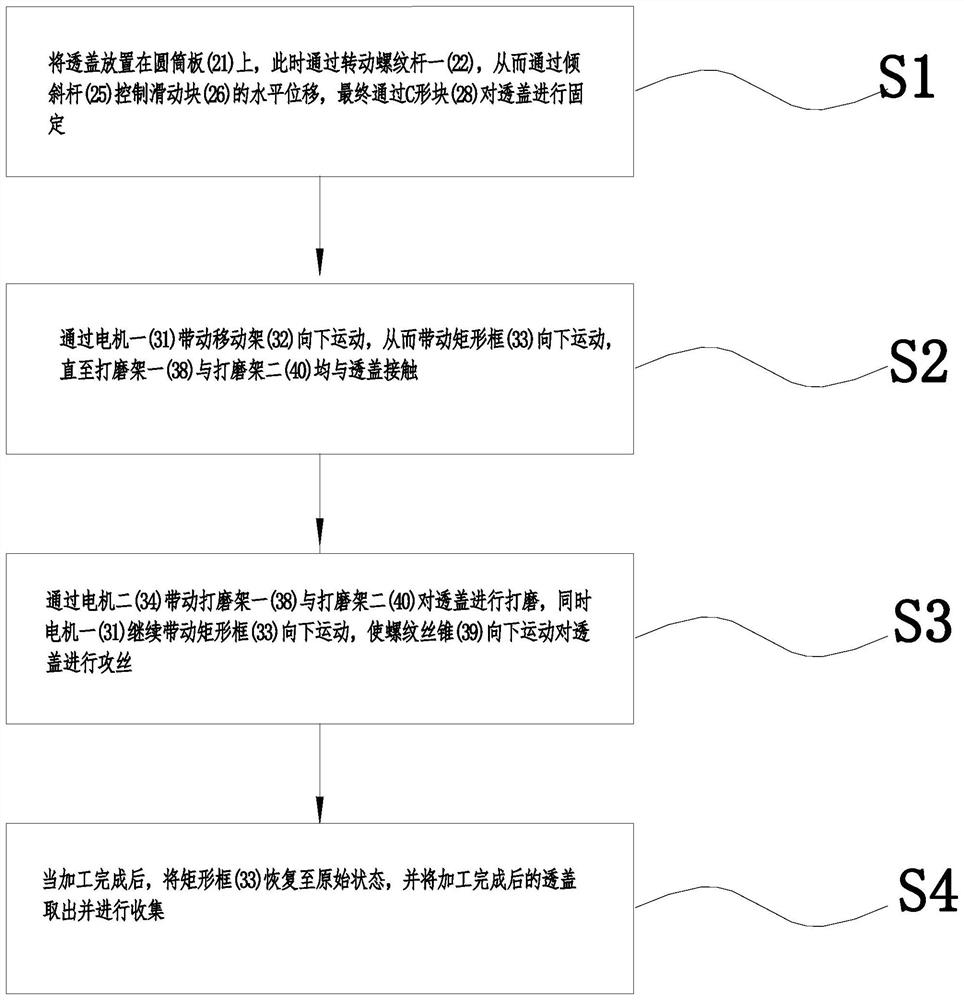
S1、放置透盖:将透盖放置在圆筒板上,此时通过转动螺纹杆一,从而控制定位环的垂直位移,最终通过倾斜杆的倾斜控制滑动块的水平位移,通过C形块对透盖进行固定;
S2、移动接触:通过电机一带动移动架向下运动,从而带动矩形框向下运动,直至打磨架一与打磨架二均与透盖接触;
S3、移动打磨:通过电机二带动打磨架一与打磨架二转动,从而对透盖进行打磨,此时电机一继续带动矩形框向下运动,从而使打磨架一与打磨架二在对透盖进行打磨的同时,螺纹丝锥向下运动对透盖进行攻丝;
S4、恢复收集:当加工完成后,通过电机一与电机二配合,将矩形框恢复至原始状态,最终通过转动螺纹杆一,将加工完成后的透盖取出并进行收集;
所述放置台上端面固定安装有定位装置,放置台上端面位于定位装置后侧固定安装有打磨装置;
所述定位装置包括圆筒板、螺纹杆一、螺母圈、定位环、倾斜杆、滑动块、固定弹簧与C形块,放置台上端面固定安装有圆筒板,圆筒板下端面转动连接有螺纹杆一,螺纹杆一上以螺纹连接的方式连接有螺母圈,螺母圈上端面固定安装有定位环,定位环外端面沿周向均匀通过销轴转动连接有倾斜杆,倾斜杆末端通过销轴转动连接有滑动块,滑动块与圆筒板之间以滑动配合的方式相连接,滑动块末端固定安装有固定弹簧,固定弹簧末端固定安装有C形块;通过圆筒板对螺纹杆一进行定位,通过螺纹杆一控制螺母圈的垂直位移,从而带动定位环在垂直方向上进行运动,通过定位环调整倾斜杆的倾斜角度,从而控制滑动块的水平位移,通过固定弹簧对C形块进行固定,通过C形块对透盖进行固定。
所述打磨装置包括支架、电机一、移动架、矩形框、电机二、齿轮一、齿轮二、齿轮三、打磨架一、螺纹丝锥与打磨架二,放置台上端面位于定位装置后侧固定安装有支架,支架上端面通过电机座固定安装有电机一,电机一输出轴通过联轴器固定安装有移动架,移动架下端面固定安装有矩形框,矩形框中部通过电机座固定安装有电机二,电机二输出轴通过联轴器固定安装有齿轮一,矩形框上沿周向均匀通过转动轴一转动连接有齿轮二,矩形框上位于齿轮二之间均匀通过转动轴二转动连接有齿轮三,齿轮一与相邻的齿轮二之间相互啮合,齿轮一与相邻的齿轮三之间相互啮合,齿轮一下端面固定安装有打磨架一,齿轮二下端面固定安装有螺纹丝锥,齿轮三下端面固定安装有打磨架二;通过支架对电机一进行固定,同时限制矩形框的运动轨迹,通过移动架控制矩形框与放置台之间的距离,通过电机二带动齿轮一转动,从而带动齿轮二与齿轮三转动,最终带动打磨架一与螺纹丝锥以及打磨架二转动,从而对透盖进行打磨与攻丝处理。
作为本发明的一种优选技术方案,所述放置台中部开设有圆柱凹槽,圆柱凹槽内固定安装有圆筒板,放置台上位于打磨架一下侧与螺纹丝锥下侧以及打磨架二下侧分别开设有落料孔一与落料孔二以及落料孔三,放置台下端面卡接有收集槽;通过落料孔一与落料孔二以及落料孔三使打磨与攻丝处理的过程中产生的碎屑顺利掉落至收集槽进行收集。
作为本发明的一种优选技术方案,所述滑动块末端位于固定弹簧内侧固定安装有挤压杆,挤压杆与C形块之间以滑动配合的方式相连接,挤压杆末端固定安装有电磁板,C形块内端面均匀以滑动配合的方式连接有滑动珠;通过挤压杆对电磁板进行固定,当C形块与透盖接触后,滑动块继续向透盖中部移动,从而对电磁板进行挤压,使电磁板与透盖紧密接触,此时对电磁板进行通电,由于透盖的材质为铸铁,因此通过电磁板上的磁性对透盖进行固定。
作为本发明的一种优选技术方案,所述支架包括直角板、矩形挡板、滑槽板、滚动柱、T形槽板、圆柱弹簧、球形块与润滑球,放置台上端面位于定位装置后侧固定安装有直角板,直角板前端左右两侧对称固定安装有矩形挡板,直角板前端面均匀固定安装有滑槽板,滑槽板内端面均匀通过销轴转动连接有滚动柱,左右两侧的矩形挡板相对端面均固定安装有T形槽板,T形槽板内端面均匀固定安装有圆柱弹簧,圆柱弹簧末端固定安装有球形块,球形块内以滑动配合的方式连接有润滑球;通过直角板对矩形挡板与滑槽板进行固定,通过滑槽板对滑槽块进行限位导向,通过滚动柱降低滑槽板与滑槽块之间的摩擦力,从而防止矩形框受到磨损,通过T形槽板对T形块进行限位导向,通过圆柱弹簧对球形块进行固定,通过球形块对润滑球进行定位,通过圆柱弹簧与球形块相配合,利用圆柱弹簧的弹力使球形块与T形块紧密接触,位于T形块上下两侧的球形块对T形块上下两端面进行挤压定位,通过润滑球降低球形块与T形块之间的摩擦力,从而防止T形块受到磨损。
作为本发明的一种优选技术方案,所述移动架包括螺纹杆二、螺母副、定位圆筒、定位杆与挡位圆板,电机一输出轴通过联轴器固定安装有螺纹杆二,螺纹杆二上侧与支架之间转动连接,螺纹杆二下侧以螺纹连接的方式连接有螺母副,螺母副下端面固定安装有定位圆筒,定位圆筒下端面固定安装有矩形框,定位圆筒上端面沿周向均匀固定安装有定位杆,定位杆与支架之间以滑动配合的方式相连接,定位杆上端面固定安装有挡位圆板;通过螺纹杆二控制螺母副的垂直位移,从而控制定位圆筒的垂直位移,通过定位杆对挡位圆板进行固定,通过挡位圆板防止定位杆与支架之间相脱离,通过定位杆限制定位圆筒的运动轨迹,同时使定位圆筒受力平衡。
作为本发明的一种优选技术方案,所述矩形框包括框体板、滑槽块与T形块,移动架下端面固定安装有框体板,框体板后端面均匀固定安装有滑槽块,框体板左右两端面均固定安装有T形块;通过框体板对滑槽块与T形块进行固定,通过滑槽块与T形块相配合,对框体板进行导向限位,同时增加框体板的受力接触点。
作为本发明的一种优选技术方案,所述打磨架一包括打磨盘一、打磨刀环一、打磨球、打磨筒一、打磨筒二、刮刀、打磨柱、清洁筒刷、限位弹簧与橡胶球,齿轮一下端面固定安装有打磨盘一,打磨盘一下端面固定安装有打磨刀环一,打磨盘一下端面均匀以滑动配合的方式连接有打磨球,打磨盘一中部下端面固定安装有打磨筒一,打磨筒一下端固定安装有打磨筒二,打磨筒一下端面位于打磨筒二外侧沿周向均匀固定安装有倾斜交错的刮刀,打磨筒一上位于刮刀之间的间隙上侧开设有进料孔,打磨筒一与打磨筒二外端面均沿周向均匀开设有进料槽,进料槽内通过销轴转动连接有打磨柱,打磨盘一下端面位于打磨筒一内侧固定安装有清洁筒刷,清洁筒刷外端面均匀固定安装有限位弹簧,限位弹簧末端固定安装有橡胶球;通过打磨盘一对打磨刀环一进行固定,同时对打磨球进行定位,通过打磨刀环一对透盖上端外侧进行打磨,通过打磨球对透盖上端面进行打磨,通过打磨筒一对打磨筒二与刮刀进行固定,通过进料孔与进料槽将打磨过程中产出的废料从打磨筒一与打磨筒二中部排出,通过打磨柱与刮刀对透盖上的轴孔内端面进行打磨,通过清洁筒刷对打磨柱外端面进行清理,从而使打磨柱外端面的废料顺利落下,通过限位弹簧与橡胶球相配合,对清洁筒刷上的刷毛进行支撑定位,从而防止刷毛因受力过大,从而发生弯折,无法恢复,从而导致刷毛的使用寿命降低。
作为本发明的一种优选技术方案,所述打磨架二包括打磨长柱、圆台柱、挤料弹簧与挤料块,齿轮三下端面固定安装有打磨长柱,打磨长柱下端面固定安装有圆台柱,圆台柱的下端面面积小于上端面面积,打磨长柱外端面与圆台柱外端面均粗糙,打磨长柱与圆台柱外端面沿周向均匀开设有出料孔,打磨长柱与圆台柱中部开设有圆形长凹槽,圆形长凹槽下端面固定安装有挤料弹簧,挤料弹簧末端固定安装有挤料块;通过打磨长柱对圆台柱与挤料弹簧进行固定,通过圆台柱便于打磨长柱进入透盖,通过外端面粗糙的圆台柱与打磨长柱对透盖上的小圆孔进行打磨,通过出料孔使打磨过程中产生的废料进入圆形长凹槽,通过挤料弹簧对挤料块进行固定,通过挤料弹簧的弹力对挤料块进行挤压,从而使挤料块对废料进行挤压,使废料顺利落下。
与现有技术相比,本发明具有以下优点:
1.本发明提供的一种减速机配件制作加工工艺,通过定位装置对透盖进行定位时,无需对透盖上的轴孔以及外端进行调整定位,从而降低透盖定位时所花费的时间,同时不会干涉对透盖中心轴孔的加工,通过打磨装置对透盖上的孔同时进行加工,从而提高设备的加工效率,且通过定位装置与打磨装置相配合,无需对打磨装置上的打磨零件进行调整,从而进一步提高设备的加工效率。
2.本发明通过设置的打磨装置,通过直角板对矩形挡板与滑槽板进行固定,通过滑槽板对滑槽块进行限位导向,通过滚动柱降低滑槽板与滑槽块之间的摩擦力,从而防止矩形框受到磨损,通过T形槽板对T形块进行限位导向,通过圆柱弹簧对球形块进行固定,通过球形块对润滑球进行定位,通过圆柱弹簧与球形块相配合,利用圆柱弹簧的弹力使球形块与T形块紧密接触,位于T形块上下两侧的球形块对T形块上下两端面进行挤压定位,通过润滑球降低球形块与T形块之间的摩擦力,从而防止T形块受到磨损。
3.本发明通过设置的打磨装置,通过打磨刀环一对透盖上端外侧进行打磨,通过打磨球对透盖上端面进行打磨,通过打磨筒一对打磨筒二与刮刀进行固定,通过进料孔与进料槽将打磨过程中产出的废料从打磨筒一与打磨筒二中部排出,通过打磨柱与刮刀对透盖上的轴孔内端面进行打磨,通过清洁筒刷对打磨柱外端面进行清理,从而使打磨柱外端面的废料顺利落下,通过限位弹簧与橡胶球相配合,对清洁筒刷上的刷毛进行支撑定位,从而防止刷毛因受力过大,从而发生弯折,无法恢复,从而导致刷毛的使用寿命降低。
4.本发明通过设置的打磨装置,通过打磨长柱对圆台柱与挤料弹簧进行固定,通过圆台柱便于打磨长柱进入透盖,通过外端面粗糙的圆台柱与打磨长柱对透盖上的小圆孔进行打磨,通过出料孔使打磨过程中产生的废料进入圆形长凹槽,通过挤料弹簧对挤料块进行固定,通过挤料弹簧的弹力对挤料块进行挤压,从而使挤料块对废料进行挤压,使废料顺利落下。
附图说明
下面结合附图和实施例对本发明进一步说明。
图1是本发明的工作流程示意图;
图2是本发明的主视的立体结构示意图;
图3是本发明的主视的平面结构示意图;
图4是本发明的图3的A-A向的剖视图;
图5是本发明的图3的B-B向的断面图;
图6是本发明的图3的C-C向的断面图;
图7是本发明的图4的D-D向的断面图;
图8是本发明的图4的N处的局部放大图;
图9是本发明的齿轮一与齿轮二以及齿轮三的俯视的平面结构示意图;
图10是本发明的透盖的立体结构示意图。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合图1至图10,对本发明进行进一步阐述。
一种减速机配件制作加工工艺,其使用了一种减速机配件制作加工设备,该减速机配件制作加工设备包括放置台1、定位装置2与打磨装置3,采用上述减速机配件制作加工设备对减速机配件进行制作加工时的具体方法如下:
S1、放置透盖:将透盖放置在圆筒板21上,此时通过转动螺纹杆一22,从而控制定位环24的垂直位移,最终通过倾斜杆25的倾斜控制滑动块26的水平位移,通过C形块28对透盖进行固定;
S2、移动接触:通过电机一31带动螺纹杆二321转动,从而带动螺母副322向下运动,最终带动定位圆筒323向下运动,从而带动矩形框33向下运动,直至打磨架一38与打磨架二40均与透盖接触;
S3、移动打磨:通过电机二34带动打磨盘一380与打磨长柱401转动,从而通过打磨刀环一381对透盖上端外侧进行打磨,通过打磨球382对透盖上端面进行打磨,同时通过进料孔3831与进料槽3832将打磨过程中产出的废料从打磨筒一383与打磨筒二384中部排出,通过打磨柱386与刮刀385对透盖上的轴孔内端面进行打磨,利用清洁筒刷387对打磨柱386外端面进行清理,从而使打磨柱386外端面的废料顺利落下,通过外端面粗糙的圆台柱402与打磨长柱401对透盖上的小圆孔进行打磨,打磨过程中产生的废料从出料孔4011进入圆形长凹槽4012,通过挤料弹簧403的弹力对挤料块404进行挤压,从而使挤料块404对废料进行挤压,使废料顺利落下,此时电机一31继续带动矩形框33向下运动,从而使打磨架一38与打磨架二40在对透盖进行打磨的同时,螺纹丝锥39向下运动对透盖进行攻丝;
S4、恢复收集:当加工完成后,通过电机一31与电机二34配合,将矩形框33恢复至原始状态,最终通过转动螺纹杆一22,将加工完成后的透盖取出并进行收集;
所述放置台1上端面固定安装有定位装置2,放置台1上端面位于定位装置2后侧固定安装有打磨装置3;
所述定位装置2包括圆筒板21、螺纹杆一22、螺母圈23、定位环24、倾斜杆25、滑动块26、固定弹簧27与C形块28,放置台1上端面固定安装有圆筒板21,圆筒板21下端面转动连接有螺纹杆一22,螺纹杆一22上以螺纹连接的方式连接有螺母圈23,螺母圈23上端面固定安装有定位环24,定位环24外端面沿周向均匀通过销轴转动连接有倾斜杆25,倾斜杆25末端通过销轴转动连接有滑动块26,滑动块26与圆筒板21之间以滑动配合的方式相连接,滑动块26末端固定安装有固定弹簧27,固定弹簧27末端固定安装有C形块28;通过圆筒板21对螺纹杆一22进行定位,通过螺纹杆一22控制螺母圈23的垂直位移,从而带动定位环24在垂直方向上进行运动,通过定位环24调整倾斜杆25的倾斜角度,从而控制滑动块26的水平位移,通过固定弹簧27对C形块28进行固定,通过C形块28对透盖进行固定。
所述滑动块26末端位于固定弹簧27内侧固定安装有挤压杆261,挤压杆261与C形块28之间以滑动配合的方式相连接,挤压杆261末端固定安装有电磁板262,C形块28内端面均匀以滑动配合的方式连接有滑动珠281;通过挤压杆261对电磁板262进行固定,当C形块28与透盖接触后,滑动块26继续向透盖中部移动,从而对电磁板262进行挤压,使电磁板262与透盖紧密接触,此时对电磁板262进行通电,由于透盖的材质为铸铁,因此通过电磁板262上的磁性对透盖进行固定。
所述打磨装置3包括支架30、电机一31、移动架32、矩形框33、电机二34、齿轮一35、齿轮二36、齿轮三37、打磨架一38、螺纹丝锥39与打磨架二40,放置台1上端面位于定位装置2后侧固定安装有支架30,支架30上端面通过电机座固定安装有电机一31,电机一31输出轴通过联轴器固定安装有移动架32,移动架32下端面固定安装有矩形框33,矩形框33中部通过电机座固定安装有电机二34,电机二34输出轴通过联轴器固定安装有齿轮一35,矩形框33上沿周向均匀通过转动轴一转动连接有齿轮二36,矩形框33上位于齿轮二36之间均匀通过转动轴二转动连接有齿轮三37,齿轮一35与相邻的齿轮二36之间相互啮合,齿轮一35与相邻的齿轮三37之间相互啮合,齿轮一35下端面固定安装有打磨架一38,齿轮二36下端面固定安装有螺纹丝锥39,齿轮三37下端面固定安装有打磨架二40;通过支架30对电机一31进行固定,同时限制矩形框33的运动轨迹,通过移动架32控制矩形框33与放置台1之间的距离,通过电机二34带动齿轮一35转动,从而带动齿轮二36与齿轮三37转动,最终带动打磨架一38与螺纹丝锥39以及打磨架二40转动,从而对透盖进行打磨与攻丝处理。
所述支架30包括直角板301、矩形挡板302、滑槽板303、滚动柱304、T形槽板305、圆柱弹簧306、球形块307与润滑球308,放置台1上端面位于定位装置2后侧固定安装有直角板301,直角板301前端左右两侧对称固定安装有矩形挡板302,直角板301前端面均匀固定安装有滑槽板303,滑槽板303内端面均匀通过销轴转动连接有滚动柱304,左右两侧的矩形挡板302相对端面均固定安装有T形槽板305,T形槽板305内端面均匀固定安装有圆柱弹簧306,圆柱弹簧306末端固定安装有球形块307,球形块307内以滑动配合的方式连接有润滑球308;通过直角板301对矩形挡板302与滑槽板303进行固定,通过滑槽板303对滑槽块332进行限位导向,通过滚动柱304降低滑槽板303与滑槽块332之间的摩擦力,从而防止矩形框33受到磨损,通过T形槽板305对T形块333进行限位导向,通过圆柱弹簧306对球形块307进行固定,通过球形块307对润滑球308进行定位,通过圆柱弹簧306与球形块307相配合,利用圆柱弹簧306的弹力使球形块307与T形块333紧密接触,位于T形块333上下两侧的球形块307对T形块333上下两端面进行挤压定位,通过润滑球308降低球形块307与T形块333之间的摩擦力,从而防止T形块333受到磨损。
所述移动架32包括螺纹杆二321、螺母副322、定位圆筒323、定位杆324与挡位圆板325,电机一31输出轴通过联轴器固定安装有螺纹杆二321,螺纹杆二321上侧与支架30之间转动连接,螺纹杆二321下侧以螺纹连接的方式连接有螺母副322,螺母副322下端面固定安装有定位圆筒323,定位圆筒323下端面固定安装有矩形框33,定位圆筒323上端面沿周向均匀固定安装有定位杆324,定位杆324与支架30之间以滑动配合的方式相连接,定位杆324上端面固定安装有挡位圆板325;通过螺纹杆二321控制螺母副322的垂直位移,从而控制定位圆筒323的垂直位移,通过定位杆324对挡位圆板325进行固定,通过挡位圆板325防止定位杆324与支架30之间相脱离,通过定位杆324限制定位圆筒323的运动轨迹,同时使定位圆筒323受力平衡。
所述矩形框33包括框体板331、滑槽块332与T形块333,移动架32下端面固定安装有框体板331,框体板331后端面均匀固定安装有滑槽块332,框体板331左右两端面均固定安装有T形块333;通过框体板331对滑槽块332与T形块333进行固定,通过滑槽块332与T形块333相配合,对框体板331进行导向限位,同时增加框体板331的受力接触点。
所述打磨架一38包括打磨盘一380、打磨刀环一381、打磨球382、打磨筒一383、打磨筒二384、刮刀385、打磨柱386、清洁筒刷387、限位弹簧388与橡胶球389,齿轮一35下端面固定安装有打磨盘一380,打磨盘一380下端面固定安装有打磨刀环一381,打磨盘一380下端面均匀以滑动配合的方式连接有打磨球382,打磨盘一380中部下端面固定安装有打磨筒一383,打磨筒一383下端固定安装有打磨筒二384,打磨筒一383下端面位于打磨筒二384外侧沿周向均匀固定安装有倾斜交错的刮刀385,打磨筒一383上位于刮刀385之间的间隙上侧开设有进料孔3831,打磨筒一383与打磨筒二384外端面均沿周向均匀开设有进料槽3832,进料槽3832内通过销轴转动连接有打磨柱386,打磨盘一380下端面位于打磨筒一383内侧固定安装有清洁筒刷387,清洁筒刷387外端面均匀固定安装有限位弹簧388,限位弹簧388末端固定安装有橡胶球389;通过打磨盘一380对打磨刀环一381进行固定,同时对打磨球382进行定位,通过打磨刀环一381对透盖上端外侧进行打磨,通过打磨球382对透盖上端面进行打磨,通过打磨筒一383对打磨筒二384与刮刀385进行固定,通过进料孔3831与进料槽3832将打磨过程中产出的废料从打磨筒一383与打磨筒二384中部排出,通过打磨柱386与刮刀385对透盖上的轴孔内端面进行打磨,通过清洁筒刷387对打磨柱386外端面进行清理,从而使打磨柱386外端面的废料顺利落下,通过限位弹簧388与橡胶球389相配合,对清洁筒刷387上的刷毛进行支撑定位,从而防止刷毛因受力过大,从而发生弯折,无法恢复,从而导致刷毛的使用寿命降低。
所述打磨架二40包括打磨长柱401、圆台柱402、挤料弹簧403与挤料块404,齿轮三37下端面固定安装有打磨长柱401,打磨长柱401下端面固定安装有圆台柱402,圆台柱402的下端面面积小于上端面面积,打磨长柱401外端面与圆台柱402外端面均粗糙,打磨长柱401与圆台柱402外端面沿周向均匀开设有出料孔4011,打磨长柱401与圆台柱402中部开设有圆形长凹槽4012,圆形长凹槽4012下端面固定安装有挤料弹簧403,挤料弹簧403末端固定安装有挤料块404;通过打磨长柱401对圆台柱402与挤料弹簧403进行固定,通过圆台柱402便于打磨长柱401进入透盖,通过外端面粗糙的圆台柱402与打磨长柱401对透盖上的小圆孔进行打磨,通过出料孔4011使打磨过程中产生的废料进入圆形长凹槽4012,通过挤料弹簧403对挤料块404进行固定,通过挤料弹簧403的弹力对挤料块404进行挤压,从而使挤料块404对废料进行挤压,使废料顺利落下。
所述放置台1中部开设有圆柱凹槽11,圆柱凹槽11内固定安装有圆筒板21,放置台1上位于打磨架一38下侧与螺纹丝锥39下侧以及打磨架二40下侧分别开设有落料孔一12与落料孔二13以及落料孔三14,放置台1下端面卡接有收集槽15;通过落料孔一12与落料孔二13以及落料孔三14使打磨与攻丝处理的过程中产生的碎屑顺利掉落至收集槽15进行收集。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种减速机配件制作加工工艺
- 一种传感器配件外壳制作加工机械及加工工艺