一种细孔放电穿孔机
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及孔加工设备领域,具体是一种细孔放电穿孔机。
背景技术
细孔放电穿孔机是用于加工细孔的设备。工作前,一般通过夹头对铜管的上端进行夹持,再通过人工将夹头组装在细孔放电穿孔机上,工作时,细孔放电穿孔机驱动夹头带动铜管向下并同时做旋转运动,当铜管穿过电极管导出装置后,通过电极管导出装置将电流传递到铜管上,实现铜管作为电极对工件进行脉冲火花放电,期间通过放电产生的高温对工件进行腐蚀以加工出细孔,这过程中,铜管会被消耗导致长度缩短。
夹头的制造精度往往不高,加上铜管的初始长度较长,夹头带动铜管旋转时,容易让铜管产生较大的径向跳动,通过电极管导出装置能大幅度地减小铜管的径向跳动,而铜管与电极管导出装置之间仍存在一定间隙,使铜管的跳动难以降到最小,难以加工出高精度的细孔。
发明内容
本发明的目的在于提供一种细孔放电穿孔机,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种细孔放电穿孔机,包括机身、工作台、XYZ轴向移动装置、升降装置、主轴装置、束管装置和电极管导出装置,所述工作台和XYZ轴向移动装置均安装在机身上,所述升降装置安装在XYZ轴向移动装置上,所述主轴装置和束管装置均安装在升降装置上,所述电极管导出装置安装在升降装置下,所述XYZ轴向移动装置驱动升降装置带动主轴装置、束管装置及电极管导出装置沿XYZ轴向运动,所述升降装置可单独驱动主轴装置或束管装置做升降运动,所述主轴装置做旋转运动,所述束管装置做张合运动。
进一步地,所述XYZ轴向移动装置包括Y轴向移动机构、龙门架、X轴向移动机构和Z轴向移动机构,所述龙门架安装在Y轴向移动机构上,所述X轴驱动机构安装在龙门架上,所述Z轴向移动机构安装在X轴向移动机构上。
进一步地,所述主轴装置包括自动装夹机构和旋转机构一,所述旋转机构一安装在自动装夹机构上,所述旋转机构一驱动自动装夹机构做旋转运动。
进一步地,所述自动装夹机构包括轴承座、中空旋转轴、升降驱动机构和弹性锁紧机构,所述中空旋转轴可转动连接于轴承座内,所述升降驱动机构安装在轴承座上,所述弹性锁紧机构安装在中空旋转轴上,所述旋转机构一驱动中空旋转轴带动弹性锁紧机构做旋转运动,所述升降驱动机构驱动弹性锁紧机构向下运动实现其解锁。
进一步地,所述弹性锁紧机构包括锁套、钢珠、弹簧一和弹簧容纳座,所述中空旋转轴下设有下轴段,所述下轴段开设有容纳槽,所述下轴段的圆周壁上开设多个通孔,所述钢珠设置多个且分别位于多个通孔内,多个所述通孔呈圆周阵列分布且均与容纳槽连通,所述锁套可上下活动地套设在下轴段外,所述锁套的下端内具有内径从上到下逐渐缩小的缩口结构,所述弹簧一设在锁套与弹簧容纳座之间,所述弹簧容纳座套装在中空旋转轴外。
进一步地,所述锁套包括多个上导块和T形滑套,多个所述上导块均固设在T形滑套上且呈圆周阵列分布,所述弹簧一的上端套设在T形滑套的下端外。
进一步地,所述弹簧容纳座包括中空底座、多个下导块和内螺纹套,所述中空底座上开设有沉头孔,所述弹簧一的下端位于沉头孔内,多个所述下导块均固设在中空底座上且呈圆周阵列分布,所述内螺纹套的外围向外延伸有多个连接耳,多个所述连接耳分别安装在多个下导块上。
进一步地,所述束管装置包括张合驱动机构、左爪和右爪,所述左爪和右爪的相对面上分别设有左V形夹头和右V形夹头,所述张合驱动机构驱动左爪和右爪做相向或背向运动。
进一步地,还包括电极管导入座,所述电极管导入座安装在束管装置上,所述电极管导入座上开设有喇叭形缺口、避让孔和避让槽,所述喇叭形缺口通过避让孔与避让槽连通。
进一步地,还包括上下料装置,所述上下料装置安装升降装置上,所述上下料装置包括直线移动机构、旋转机构二和夹头收纳盘,所述旋转机构二安装在直线移动机构上,所述夹头收纳盘安装在旋转机构二上,所述直线移动机构驱动旋转机构二带动夹头收纳盘做直线运动,所述旋转机构二驱动夹头收纳盘做旋转运动。
本发明的有益效果:
工作前,工件通过夹具固定在工作台上,XYZ轴向移动装置驱动升降装置带动主轴装置、束管装置及电极管导出装置上升到一定高度,以保证电极管导出装置高于工件且与其间隔一定距离,将装夹了铜管的夹头组装在主轴装置上;
工作时,首先XYZ轴向移动装置驱动升降装置带动主轴装置、束管装置及电极管导出装置沿水平面方向运动到位,实现铜管运动到位,接着束管装置做合并运动以将铜管限制在一定空间内,然后主轴装置驱动夹头带动铜管做旋转运动,同时升降装置驱动主轴装置和束管装置向下运动,实现铜管向下运动使其通过放电腐蚀对工件加工出细孔,这过程中,在束管装置的限位作用下,最大化地降低了铜管旋转时的径向跳动,最终能够加工出高精度的细孔。
附图说明
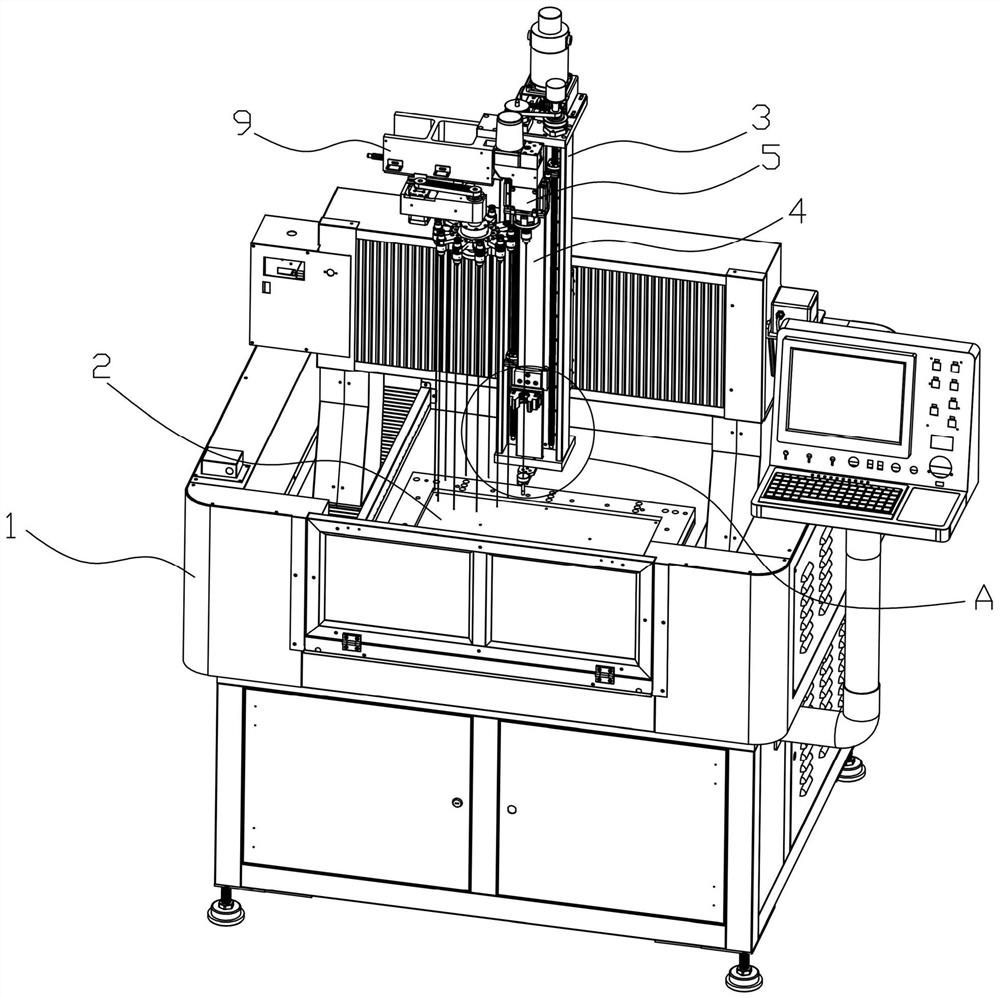
图1:一种细孔放电穿孔机立体示意图。
图2:一种细孔放电穿孔机的A处放大示意图。
图3:一种细孔放电穿孔机的主轴装置的分解示意图。
图4:一种细孔放电穿孔机的主轴装置的前视示意图。
图5:一种细孔放电穿孔机的主轴装置的剖面示意图。
图6:一种细孔放电穿孔机的束管装置的立体示意图。
图7:一种细孔放电穿孔机的电极管导入座的立体示意图。
图8:一种细孔放电穿孔机的上下料装置的前视示意图。
图9:一种细孔放电穿孔机的上下料装置的局部立体示意图。
图10:一种细孔放电穿孔机的夹头收纳盘的立体示意图。
具体实施方式
以下结合附图对本发明进行进一步说明:
请参照图1和图2,一种细孔放电穿孔机,包括机身1、工作台2、XYZ轴向移动装置3、升降装置4、主轴装置5、束管装置6和电极管导出装置7,工作台2和XYZ轴向移动装置3均安装在机身1上,升降装置4安装在XYZ轴向移动装置3上,主轴装置5和束管装置6均安装在升降装置4的升降部上,电极管导出装置7安装在升降装置4下,XYZ轴向移动装置3驱动升降装置4带动主轴装置5、束管装置6及电极管导出装置7沿XYZ轴向运动,升降装置4可单独驱动主轴装置5或束管装置6做升降运动,升降装置4还可驱动主轴装置5和束管装置6同步做升降运动,主轴装置5做旋转运动,束管装置6做张合运动。
XYZ轴向移动装置3包括Y轴向移动机构、龙门架、X轴向移动机构和Z轴向移动机构,龙门架安装在Y轴向移动机构上,X轴驱动机构安装在龙门架上,Z轴向移动机构安装在X轴向移动机构上,Y轴向移动机构驱动龙门架带动X轴向移动机构做前后运动,X轴向移动机构驱动Z轴向移动机构做左右运动,Z轴向移动机构做升降运动。
升降装置4可采用中国专利(申请号:CN201620383869.3,公开日:2016-04-29)公开的直线模组。
请参照图3,主轴装置5包括自动装夹机构51和旋转机构一52,旋转机构一52安装在自动装夹机构51上,旋转机构一52驱动自动装夹机构51做旋转运动。通过自动装夹机构51可快速地对夹头A1进行拆卸或组装,节省人力,提高工作效率。
请参照图3和图5,自动装夹机构51包括轴承座511、中空旋转轴512、升降驱动机构513和弹性锁紧机构514,中空旋转轴512可转动连接于轴承座511内,升降驱动机构513安装在轴承座511上,弹性锁紧机构514安装在中空旋转轴512上,旋转机构一52驱动中空旋转轴512带动弹性锁紧机构514做旋转运动,升降驱动机构513驱动弹性锁紧机构514向下运动实现其解锁。
请参照图3和图5,升降驱动机构513包括气缸5131和中空升降板5132,中空升降板5132套设在中空旋转轴512外,中空升降板5132的两侧分别通过气缸5131安装在轴承座511上,两组气缸5131同步驱动中空升降板5132做升降运动。
请参照图3和图5,弹性锁紧机构514包括锁套5141、钢珠5142、弹簧一5143和弹簧容纳座5144,中空旋转轴512下设有下轴段5121,下轴段5121开设有容纳槽5122,下轴段5121的圆周壁上开设多个通孔5123,钢珠5142设置多个且分别位于多个通孔5123内,多个通孔5123呈圆周阵列分布且均与容纳槽5122连通,通孔5123的内端高于通孔5123的外端,实现通孔5123倾斜设置,用于避免钢珠5142从通孔5123的内端掉出的概率,锁套5141可上下活动地套设在下轴段5121外,锁套5141的下端内具有内径从上到下逐渐缩小的缩口结构,弹簧一5143设在锁套5141与弹簧容纳座5144之间,弹簧容纳座5144套装在中空旋转轴512外。
请参照图3和图4,锁套5141包括多个上导块5141-1和T形滑套5141-2,多个上导块5141-1均固设在T形滑套5141-2上且呈圆周阵列分布,弹簧一5143的上端套设在T形滑套5141-2的下端外。
还包括导环,弹簧容纳座5144的上端外围开设有环形槽,导环套设在环形槽外,锁套5141的上端外围与导环的内周壁可滑动连接,导环用于使锁套5141与中空旋转轴512同心,保证锁套5141的缩口结构带动多个钢珠5142向内运动的行程一致,确保夹紧效果的均匀性。
请参照图3和图4,弹簧容纳座5144包括中空底座5144-1、多个下导块5144-2和内螺纹套5144-3,中空底座5144-1上开设有沉头孔,弹簧一5143的下端位于沉头孔内,多个下导块5144-2均固设在中空底座5144-1上且呈圆周阵列分布,内螺纹套5144-3的外围向外延伸有多个连接耳,多个连接耳分别安装在多个下导块5144-2上,多个下导块5144-2和多个上导块5141-1错位配合,实现对T形滑套5141-2进行导向,使T形滑套5141-2始终沿上下方向活动。
请参照图3,夹头A1的上端外围开设有一圈钢珠卡槽A11,钢珠卡槽A11的上拐角位置处开设一圈倒角结构A12。
夹头A1的拆卸过程:1、两组气缸5131同步驱动中空升降板5132通过多个上导块5141-1带动T形滑套5141-2向下运动对弹簧一5143进行压缩,使缩口结构向下运动,这时钢珠5142可沿通孔5123的轴向活动;2、升降装置4驱动主轴装置5向上运动使夹头A1相对于主轴装置5向下运动,这过程中,夹头A1通过倒角结构A12带动多个钢珠5142均向外运动以从钢珠卡槽A11中退出,实现对夹头A1进行解锁,这时夹头A1从自动装夹机构51中向下掉出。
夹头A1的组装过程:1、使夹头A1的上端插入容纳槽5122中;2、两组气缸5131同步驱动中空升降板5132向上运动,弹簧一5143通过弹力驱动T形滑套5141-2联动多个上导块5141-1向上运动,这过程中缩口结构向上运动以带动多个钢珠5142均向内运动对钢珠卡槽A11进行卡紧,实现对夹头A1进行锁紧。
对夹头A1进行锁紧后,旋转机构一52可驱动中空旋转轴512通过多个钢珠5142带动夹头A1联动铜管做旋转运动。
旋转机构一52包括电机、主动齿轮、从动齿轮和齿轮箱,齿轮箱安装在自动装夹机构51上,主动齿轮和从动齿轮均位于齿轮箱内,主动齿轮与从动齿轮啮合,电机安装在齿轮箱上,电机的输出端朝下,主动齿轮套设在电机的输出端上,从动齿轮套设在中空旋转轴512的上端外,电机驱动主动齿轮啮合从动齿轮带动中空旋转轴512做旋转运动。
还包括冷却液导入装置,冷却液导入装置包括导流块和中空导柱,导流块内设有冷却液过道,中空导柱的上端固设在冷却液过道的下端内,中空导柱的上端插装在中空旋转轴512上端的沉孔内,冷却液输出机通过管道将冷却液输送到冷却液过道中再先后穿过中空导柱、中空旋转轴512和夹头,最终输送给铜管。
请参照图6,束管装置6包括升降座、张合驱动机构61、左爪62和右爪63,张合驱动机构61安装在升降座上,左爪62和右爪63均安装在张合驱动机构上,左爪62和右爪63的相对面上分别设有左V形爪头621和右V形爪头631,左V形爪头621和右V形爪头631错位配合,张合驱动机构61驱动左爪62和右爪63做相向或背向运动。张合驱动机构61驱动左爪62和右爪63做相向运动时,铜管被限制在左V形爪头621和右V形爪头631之间形成的菱形区域内,实现最大化地减小铜管做旋转运动时的径向跳动。
请参照图6,左V形爪头621沿上下方向阵列两个,两个左V形爪头621之间间隔,右V形爪头631沿上下方向阵列三个,相邻右V形爪头631之间间隔,实现增加束管装置6对铜管的限位区域,提高限制铜管径向跳动的效果。
请参照图7,还包括电极管导入座8,电极管导入座8安装在束管装置6的升降座上,电极管导入座8上开设有喇叭形缺口81、避让孔82和避让槽83,喇叭形缺口81通过避让孔82与避让槽83连通,喇叭形缺口81用于将下一根铜管导入避让孔82中,避让孔82用于避让夹头A1,避让槽83用于避让张合驱动机构61、左爪62和右爪63。
请参照图8,还包括上下料装置9,其用于对装有新铜管的夹头进行存储及上料,也用于对要换下的夹头存储及下料,上下料装置9安装在升降装置6上。
上下料装置9包括直线移动机构91、旋转机构二92和夹头收纳盘93,旋转机构二92安装在直线移动机构91上,夹头收纳盘93安装在旋转机构二92上,直线移动机构91驱动旋转机构二92带动夹头收纳盘93做左右运动,旋转机构二92驱动夹头收纳盘93做旋转运动。
请参照图2,旋转机构二92包括驱动组件921、旋转轴922和上衬套923,旋转轴922与驱动组件921驱动连接,夹头收纳盘93通过上衬套923安装在旋转轴922上,驱动组件921驱动旋转轴922通过上衬套923带动夹头收纳盘93做旋转运动。
夹头收纳盘93包括中空旋转盘931和悬臂932,中空旋转盘931安装在旋转机构二92上,悬臂932的一端固设在中空旋转盘931上,悬臂932的另一端设有C形卡口9321,悬臂932设置至少两个,至少两个悬臂932呈圆周阵列分布。
上衬套923的上端周壁开设有沿径向贯通的螺纹孔,顶丝锁入螺纹孔与旋转轴22进行顶紧,上衬套923的下端周壁开设有沿径向贯通的键孔一,旋转轴22上开始有沿径向贯通的键孔二,键孔一和键孔二通过长条键连接。
还包括下衬套924和弹簧,下衬套924和弹簧均套设在旋转轴22外,弹簧位于下衬套924和夹头收纳盘3之间,下衬套924用于对弹簧进行支撑,弹簧用于通过弹力对中空旋转盘931进行支撑以减小振动对旋转盘的影响,实现提高旋转盘的稳定性。
C形卡口9321嵌设有磁铁,其用于吸附夹头A1以辅助保证其稳定配合在C形卡口9321上。
请参照图3,C形卡口9321包括C形缺口9321-1以及设置在其弧面上的C形凸起9321-2。
夹头A1上开设有与C形凸起9322适配的环形卡槽A13,夹头A1通过环形卡槽A13与C形凸起9322配合,最终实现夹头A1卡挂在夹头收纳盘93上。
本发明的工作原理:
工作前,工件通过夹具固定在工作台2上,XYZ轴向移动装置3驱动升降装置4带动主轴装置5、束管装置6及电极管导出装置7上升到一定高度,以保证电极管导出装置7高于工件且与其间隔一定距离,将装夹了铜管的夹头A1组装在主轴装置5上;
工作时,首先XYZ轴向移动装置3驱动升降装置4带动主轴装置5、束管装置6及电极管导出装置7沿水平面方向运动到位,实现铜管运动到位,接着束管装置6做合并运动以将铜管限制在一定空间内,然后主轴装置5驱动夹头A1带动铜管做旋转运动,同时升降装置4驱动主轴装置5和束管装置6向下运动,实现铜管向下运动使其通过放电腐蚀对工件加工出细孔。这过程中,在束管装置6的限位作用下,最大化地降低了铜管旋转时的径向跳动,最终能够加工出高精度的细孔;
在加工多个细孔后,铜管被消耗造成长度缩短,当束管装置6运动到下极限位置时,升降装置4可停止驱动束管装置6且保持驱动主轴装置5向下运动,在夹头A1准备与束管装置6进行接触时,束管装置6做张开运动以避让夹头A1,由于这时铜管的长度已大幅缩短,铜管旋转时的径向跳动对加工精度的影响已非常小,夹头A1可继续带动铜管向下运动,能最大化地提高铜管的利用率,减少浪费;
细孔加工的过程中,当铜线的消耗到达极限时,需要进行自动换铜管工序,具体过程为1、升降装置4驱动主轴装置5和束管装置6向上运动到位,实现夹头A1及铜管复位;2、直线移动机构91驱动旋转机构二92带动夹头收纳盘93向右运动,旋转机构二92驱动夹头收纳盘93做旋转运动使空的C形卡口9321与该夹头A1的环形卡槽进行配合;3、自动装夹机构51自动对该夹头A1进行拆卸;4、升降装置4驱动主轴装置5向上运动一定高度使该夹头A1留在C形卡口9321上;5、旋转机构二驱动夹头收纳盘93做旋转运动使下一个夹头A1运动到位,该夹头A1上夹持有新铜管,这过程中,该铜管通过喇叭形缺口81导向进入避让孔82中,实现该铜管顺利进入束管装置6中,保证后期束管装置6能顺利对该铜管进行限位;6、升降装置4驱动主轴装置5向下运动,实现自动装夹机构51套设在该夹头A1的上端外,自动装夹机构51对该夹头A1进行锁紧;7、XYZ轴向移动装置3驱动升降装置4带动主轴装置5、束管装置6及电极管导出装置7沿水平面方向运动,实现该夹头A1与C形卡口9321分离;9、直线移动机构91驱动旋转机构二92带动夹头收纳盘93进行复位运动,最终完成行自动换铜管工序。
以上并非对本发明的技术范围作任何限制,凡依据本发明技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
- 一种细孔放电穿孔机
- 一种防堵塞的液体细孔放电机