一种钻孔异地定位工装及其使用方法
文献发布时间:2023-06-19 12:18:04
技术领域
本发明涉及钻孔定位技术领域,尤其涉及一种钻孔异地定位工装及其使用方法。
背景技术
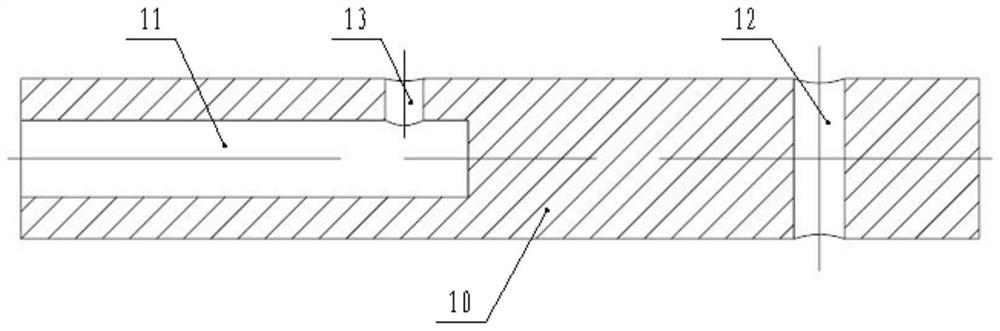
某型号产品外导体零件(如图1所示),该外导体零件为柱状结构,其左端端面中心位置处具有一沉孔,靠近右端面位置处具有一垂直的螺纹孔,在该外导体零件上还具有一垂直的微孔,该微孔与沉孔连通,微孔中心至外导体零件左端面的距离因零件型号不同而具备不同的距离,且该微孔与螺纹孔平行。对该外导体零件进行加工时,加工工序为:沉孔→螺纹孔底孔→微孔。
目前的加工方法中,微孔采用钻削加工,由于外导体产品的外形为圆柱形状,在对微孔进行钻削加工时容易发生滚动,造成加工误差,同时微孔在进行钻孔时定位困难,难以保证微孔至外导体零件左端面的距离,且不容易保证微孔中心线与螺纹孔的中心线平行。
发明内容
本发明的主要目的是提出一种钻孔异地定位工装及其使用方法,旨在解决上述技术问题。
为实现上述目的,本发明提出一种钻孔异地定位工装,包括基础板、以及钻模板,在所述基础板上设置有垂直的活动插销用于插设在待加工的外导体零件螺纹孔的底孔上;在所述钻模板的侧面上设置有零件过孔用于插入待加工的外导体零件;在所述钻模板上设置有限位结构用于限制待加工的外导体零件插入所述零件过孔的深度;在所述钻模板的上表面上设置有钻头引导孔连通至所述零件过孔。
优选地,所述限位结构包括限位销、以及设置在所述钻模板上的限位孔,所述限位销插在所述限位孔内。
进一步地,所述限位孔为的数量多个,所述限位销插在其中一限位孔内且所述限位销右侧外圆柱面至所述钻头引导孔轴线之间的间距为6mm。通过设置多个限位孔,将限位销插在不同的限位孔中可以调节待加工的外导体零件插入所述零件过孔的深度,进而可以控制微孔中心至外导体零件左端面的距离,以适应不同型号外导体零件的加工。
可选的,所述限位结构为设置在零件过孔上的堵头,所述堵头与所述钻模板采用螺纹连接。通过旋转堵头,可以调节堵头的位置,进而调节待加工的外导体零件插入所述零件过孔的深度,进而可以控制微孔中心至外导体零件左端面的距离,以适应不同型号外导体零件的加工。
进一步地,所述堵头的右端面至所述钻头引导孔轴线之间的间距为6mm。
进一步地,在所述堵头的端部设置有手柄。设置手柄结构,便于旋转堵头以调节堵头的位置。
优选地,在所述钻头引导孔内设置有钻套。设置钻套,避免在加工时损伤钻模板。
优选地,所述钻模板的材质为黄铜H62;所述活动插销的材质为黄铜H62。采用黄铜H62材质,可以避免待加工的外导体零件发生划伤。
本发明另一方面还提供了上述钻孔异地定位工装的使用方法,包括以下步骤:
S1:将所述活动插销固定在所述基础板上,再将待加工的外导体零件的螺纹底孔套设在所述活动插销上;
S2:将所述钻模板与所述基础板平行放置后,调整限位结构以限定待加工的外导体零件的插入深度,将待加工的外导体零件插入至钻模板的零件过孔内;
S3:调整钻头位置对准钻头引导孔,进行钻孔加工
本发明所达到的有益效果:
1)利用本发明所述钻孔异地定位工装对外导体零件上的微孔进行时,将所述钻模板与所述基础板平行放置后,调整限位结构以限定待加工的外导体零件的插入深度,将待加工的外导体零件插入至钻模板的零件过孔内,即可通过钻模板上的钻头引导孔进行钻孔。
2)活动插销可以有效地防止零件在加工过程中发生旋转,同时通过活动插销与钻模板上钻头引导孔相互配合的结构可以保证微孔的轴线与螺纹孔的轴线相平行。采用该钻孔异地定位工装,操作加单方便,对微孔
3)本发明中利用限位结构可以调整待加工的外导体零件的插入深度,进而控制所加工的微孔与外导体零件左端面的距离,以适应不同型号的外导体零件产品的加工。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1是外导体零件结构示意图;
图2是本发明提供的一种钻孔异地定位工装实施例一的立体结构示意图;
图3是图2沿A-A的剖视图;
图4是本发明提供的一种钻孔异地定位工装实施例二的立体结构示意图;
图5是图4沿B-B的剖视图;
附图标号说明:10-外导体零件;11-沉孔;12-螺纹孔;13-微孔;20-基础板;21-活动插销;30-钻模板;31-零件过孔;32-钻头引导孔;33-钻套;41-限位孔;42-限位销;43-堵头;44-手柄;50-钻头。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……) 仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
如图1所示为外导体零件10结构示意图,该外导体零件10为柱状结构,其左端端面中心位置处具有一沉孔11,沉孔11的直径为φ1.2mm,靠近右端面位置处具有一垂直的螺纹孔12,螺纹孔12尺寸为M1.6,外导体零件10上还具有一垂直的微孔13,微孔13孔径为φ0.6mm,该微孔13与沉孔11连通,微孔13 中心至外导体零件10左端面的距离为6mm,且该微孔13与螺纹孔12平行。对该外导体零件10进行加工时,加工工序为:沉孔11→螺纹孔12底孔→微孔13。
实施例一:
如图2和图3所示为实施例一提供的一种钻孔异地定位工装结构示意图,包括基础板20、以及钻模板30,在所述基础板20上设置有垂直的活动插销21用于插设在待加工的外导体零件10螺纹孔12的底孔上;在所述钻模板30的侧面上设置有零件过孔31用于插入待加工的外导体零件10;在所述钻模板30上设置有限位结构用于限制待加工的外导体零件10插入所述零件过孔31的深度;在所述钻模板30的上表面上设置有钻头引导孔32连通至所述零件过孔31。
在本实施例中,所述限位结构包括限位销42、以及设置在所述钻模板30上的限位孔41,所述限位销42插在所述限位孔41内。
在本实施例中,所述限位孔41为的数量多个,所述限位销42插在其中一限位孔41内且所述限位销42右侧外圆柱面至所述钻头引导孔32轴线之间的间距为6mm。通过设置多个限位孔41,将限位销42插在不同的限位孔41中可以调节待加工的外导体零件10插入所述零件过孔31的深度,进而可以控制微孔13 中心至外导体零件10左端面的距离,以适应不同型号外导体零件10的加工。
在本实施例中,在所述钻头引导孔32内设置有钻套33。设置钻套33,避免在加工时损伤钻模板30。
在本实施例中,所述钻模板30的材质为黄铜H62;所述活动插销21的材质为黄铜H62。采用黄铜H62材质,可以避免待加工的外导体零件10发生划伤。
参照图3和图4所示,实施例一还提供了上述一种钻孔异地定位工装的使用方法,包括以下步骤:
S1:将所述活动插销21固定在所述基础板20上,再将待加工的外导体零件 10的螺纹底孔套设在所述活动插销21上;
S2:将所述钻模板30与所述基础板20平行放置后,将限位销42插在不同的限位孔41中,以限定待加工的外导体零件10的插入深度,将待加工的外导体零件10插入至钻模板30的零件过孔31内;
S3:调整钻头50位置对准钻头引导孔32,进行钻孔加工。
实施例二:
如图4和图5所示为实施例二提供的一种钻孔异地定位工装结构示意图,包括基础板20、以及钻模板30,在所述基础板20上设置有垂直的活动插销21用于插设在待加工的外导体零件10螺纹孔12的底孔上;在所述钻模板30的侧面上设置有零件过孔31用于插入待加工的外导体零件10;在所述钻模板30上设置有限位结构用于限制待加工的外导体零件10插入所述零件过孔31的深度;在所述钻模板30的上表面上设置有钻头引导孔32连通至所述零件过孔31。
在本实施例中,所述限位结构为设置在零件过孔31上的堵头43,所述堵头 43与所述钻模板30采用螺纹连接。通过旋转堵头43,可以调节堵头43的位置,进而调节待加工的外导体零件10插入所述零件过孔31的深度,进而可以控制微孔13中心至外导体零件10左端面的距离,以适应不同型号外导体零件10的加工。
在本实施例中,所述堵头43的右端面至所述钻头引导孔32轴线之间的间距为6mm。
在本实施例中,在所述堵头43的端部设置有手柄44。设置手柄44结构,便于旋转堵头43以调节堵头43的位置。
在本实施例中,,在所述钻头引导孔32内设置有钻套33。设置钻套33,避免在加工时损伤钻模板30。
在本实施例中,,所述钻模板30的材质为黄铜H62;所述活动插销21的材质为黄铜H62。采用黄铜H62材质,可以避免待加工的外导体零件10发生划伤。
参照图4和图5所示,实施例二还提供了上述一种钻孔异地定位工装的使用方法,包括以下步骤:
S1:将所述活动插销21固定在所述基础板20上,再将待加工的外导体零件 10的螺纹底孔套设在所述活动插销21上;
S2:将所述钻模板30与所述基础板20平行放置后,调整限位结构以限定待加工的外导体零件10的插入深度,具体调节方式为通过手柄44旋转堵头43在钻模板20中的位置即可定待加工的外导体零件10的插入深度;再将待加工的外导体零件10插入至钻模板30的零件过孔31内;
S3:调整钻头50位置对准钻头引导孔32,进行钻孔加工。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- 一种钻孔异地定位工装及其使用方法
- 构件钻孔快速定位工装组件及其使用方法