一种热压成型高周波压边的聚胺酯垫及工艺
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及地垫技术领域,特别是涉及一种热压成型高周波压边的聚胺酯垫及工艺。
背景技术
目前,复合地垫广泛应用于户外玩耍、供儿童学习、娱乐用。复合地垫已经成为人们家居生活中越来越常用的物品,为人们的学习和生活带来了极大的方便。现有的地垫一般采用塑料发泡而成,为了增强其美观性,往往需要在其表面印刷精美的图案,因此,复合地垫一般包括发泡材料层和表层印刷膜。市场上出现了各种各样的地垫,现有的地垫一般采用塑料发泡而成,为了增强美观性,往往需要在其表面印刷精美的图案,但是这种地垫在使用的过程中会散发出难闻的气味,对人们的身体健康造成影响,印刷的图案容易在使用的过程中受到外力的摩擦而褪色,使用寿命短,影响使用效果。同时整体结构抗撕裂,使用强度较差,需要针对以上问题做进一步改进。
发明内容
为解决上述问题,本发明提供一种通过高周波压边结构,将多层的结构压合形成的聚氨酯垫,结构强度高,复合性强,一体性好的热压成型高周波压边的聚胺酯垫及工艺。
本发明所采用的技术方案是:一种热压成型高周波压边的聚胺酯垫,包括通过高周波压边并依次设置的第一表面层、第一图案层、第一图案着色层、第一抗拉层、第一热熔胶膜层、基材层、第二热熔胶膜层、第二抗拉层、第二图案着色层、第二图案层及第二表面层;所述第一热熔胶膜层通过热熔将基材层与第一抗拉层贴合,所述第二热熔胶膜层通过热熔将基材层与第二抗拉层贴合。
对上述方案的进一步改进为,所述第一表面层为TPU薄膜层或聚氨酯涂层;所述第二表面层为TPU薄膜层或聚氨酯涂层。
对上述方案的进一步改进为,所述第一图案层印刷于第一图案着色层,所述第二图案层印刷于第二图案着色层。
对上述方案的进一步改进为,所述第一抗拉层为纤维、纶布或棉布,所述第二抗拉层为纤维、纶布或棉布,所述第一图案着色层设置于第一抗拉层,所述第二图案着色层设置于第二抗拉层。
对上述方案的进一步改进为,所述基材层为发泡材料层、XPE、TPE、聚氨酸海绵或NBR。
对上述方案的进一步改进为,所述第一热熔胶层的软化点为60℃~100℃;所述第二热熔胶层的软化点为60℃~100℃。
一种聚氨酯垫制造工艺,包括如下步骤:
步骤S1,准备带有图案着色层的抗拉层;
步骤S2,准备转印膜,通过转印膜将图案转印到抗拉层形成图案层;
步骤S3,将转印好的图案层表面贴合上表面层;
步骤S4,准备基材层,在基材层与抗拉层之间夹入一层的热熔胶膜,并通过热熔将基材层与抗拉层热熔贴合形成一体;
步骤S5,重复步骤1~步骤3,在基材层的另一面重复步骤4热熔贴合;
步骤S6,裁切需要的尺寸,并通过高周波设备也甭和热压成型压边和压纹。
对上述方案的进一步改进为,所述步骤S1中,准备的抗拉层为纤维布、纶布或棉布。
对上述方案的进一步改进为,所述步骤S2中,通过热转印将转印膜上的图案转印在抗拉层的图案着色层上。
对上述方案的进一步改进为,所述步骤S3中,在转印好的图案层表面贴合上一层TPU薄膜、或涂布一层聚氨酯涂层;
所述步骤S4中,热熔贴合的温度为120℃~200℃。
本发明的有益效果是:
相比传统的聚氨酯垫,本发明通过高周波压边结构,将多层的结构压合形成的聚氨酯垫,结构强度高,复合性强,一体性好;具体是,设置了通过高周波压边并依次设置的第一表面层、第一图案层、第一图案着色层、第一抗拉层、第一热熔胶膜层、基材层、第二热熔胶膜层、第二抗拉层、第二图案着色层、第二图案层及第二表面层;所述第一热熔胶膜层通过热熔将基材层与第一抗拉层贴合,所述第二热熔胶膜层通过热熔将基材层与第二抗拉层贴合;通过热熔将热熔胶膜贴合连接形成一体,连接效果好,一体性强,抗拉结构进一步保证结构的耐耗性,抗拉程度高,结构可靠性强。
聚氨酯垫的制造工艺为,包括如下步骤:步骤S1,准备带有图案着色层的抗拉层;步骤S2,准备转印膜,通过转印膜将图案转印到抗拉层形成图案层;步骤S3,将转印好的图案层表面贴合上表面层;步骤S4,准备基材层,在基材层与抗拉层之间夹入一层的热熔胶膜,并通过热熔将基材层与抗拉层热熔贴合形成一体;步骤S5,重复步骤1~步骤3,在基材层的另一面重复步骤4热熔贴合;步骤S6,裁切需要的尺寸,并通过高周波设备也甭和热压成型压边和压纹。采用以上工艺对聚氨酯垫生产,适用于地垫,结构稳定可靠,生产工艺简单,使用寿命长,一体性强。
附图说明
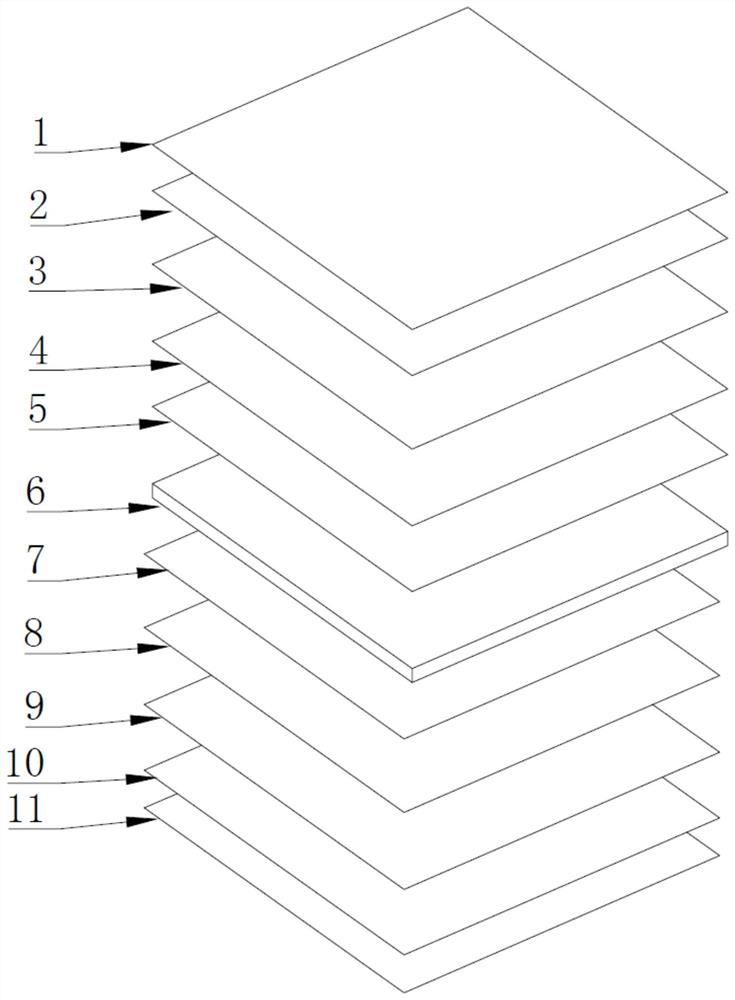
图1为本发明热压成型高周波压边的聚氨酯垫的爆炸示意图。
附图标记说明:第一表面层1、第一图案层2、第一图案着色层3、第一抗拉层4、第一热熔胶膜层5、基材层6、第二热熔胶膜层7、第二抗拉层8、第二图案着色层9、第二图案层10、第二表面层11。
具体实施方式
为了便于理解本发明,下面将参照相关附图对本发明进行更全面的描述。附图中给出了本发明的较佳实施例。但是,本发明可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本发明的公开内容的理解更加透彻全面。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。
如图1所示,一种热压成型高周波压边的聚胺酯垫,包括通过高周波压边并依次设置的第一表面层1、第一图案层2、第一图案着色层3、第一抗拉层4、第一热熔胶膜层5、基材层6、第二热熔胶膜层7、第二抗拉层8、第二图案着色层9、第二图案层10及第二表面层11;所述第一热熔胶膜层5通过热熔将基材层6与第一抗拉层4贴合,所述第二热熔胶膜层7通过热熔将基材层6与第二抗拉层8贴合。
第一表面层1为TPU薄膜层或聚氨酯涂层;所述第二表面层11为TPU薄膜层或聚氨酯涂层,通过采用TPU薄膜层或聚氨酯涂层作为表面层,作用是对图案层起到保护作用,加强整体的耐磨性,延长使用寿命。
第一图案层2印刷于第一图案着色层3,所述第二图案层10印刷于第二图案着色层9,通过印刷附着形成的图案层,附着效果好,固色性强。
第一抗拉层4为纤维、纶布或棉布,所述第二抗拉层8为纤维、纶布或棉布,所述第一图案着色层3设置于第一抗拉层4,所述第二图案着色层9设置于第二抗拉层8,采用纤维布或纶布和棉布作为抗拉结构,进一步保证结构的抗拉效果,进而提升使用寿命。
基材层6为发泡材料层、XPE、TPE、聚氨酸海绵或NBR,根据使用环境选择,一般地垫选用为发泡材料,提升整体的舒适度。
在本实施例中,第一热熔胶层的软化点为60℃~100℃;所述第二热熔胶层的软化点为60℃~100℃。
一种聚氨酯垫制造工艺,包括如下步骤:
步骤S1,准备带有图案着色层的抗拉层;
步骤S2,准备转印膜,通过转印膜将图案转印到抗拉层形成图案层;
步骤S3,将转印好的图案层表面贴合上表面层;
步骤S4,准备基材层6,在基材层6与抗拉层之间夹入一层的热熔胶膜,并通过热熔将基材层6与抗拉层热熔贴合形成一体;
步骤S5,重复步骤1~步骤3,在基材层6的另一面重复步骤4热熔贴合;
步骤S6,裁切需要的尺寸,并通过高周波设备也甭和热压成型压边和压纹。
步骤S1中,准备的抗拉层为纤维布、纶布或棉布。
步骤S2中,通过热转印将转印膜上的图案转印在抗拉层的图案着色层上。
步骤S3中,在转印好的图案层表面贴合上一层TPU薄膜、或涂布一层聚氨酯涂层;
步骤S4中,热熔贴合的温度为120℃~200℃
本发明通过高周波压边结构,将多层的结构压合形成的聚氨酯垫,结构强度高,复合性强,一体性好;具体是,设置了通过高周波压边并依次设置的第一表面层1、第一图案层2、第一图案着色层3、第一抗拉层4、第一热熔胶膜层5、基材层6、第二热熔胶膜层7、第二抗拉层8、第二图案着色层9、第二图案层10及第二表面层11;所述第一热熔胶膜层5通过热熔将基材层6与第一抗拉层4贴合,所述第二热熔胶膜层7通过热熔将基材层6与第二抗拉层8贴合;通过热熔将热熔胶膜贴合连接形成一体,连接效果好,一体性强,抗拉结构进一步保证结构的耐耗性,抗拉程度高,结构可靠性强。
聚氨酯垫的制造工艺为,包括如下步骤:步骤S1,准备带有图案着色层的抗拉层;步骤S2,准备转印膜,通过转印膜将图案转印到抗拉层形成图案层;步骤S3,将转印好的图案层表面贴合上表面层;步骤S4,准备基材层6,在基材层6与抗拉层之间夹入一层的热熔胶膜,并通过热熔将基材层6与抗拉层热熔贴合形成一体;步骤S5,重复步骤1~步骤3,在基材层6的另一面重复步骤 4热熔贴合;步骤S6,裁切需要的尺寸,并通过高周波设备也甭和热压成型压边和压纹。采用以上工艺对聚氨酯垫生产,适用于地垫,结构稳定可靠,生产工艺简单,使用寿命长,一体性强。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 一种热压成型高周波压边的聚胺酯垫及工艺
- 一种热压成型高周波压边的聚胺酯垫