一种风扇压装结构
文献发布时间:2023-06-19 12:21:13
技术领域
本发明属于机械设备技术领域,尤其是一种风扇压装结构。
背景技术
风扇一般由上下圆形板、套和扇叶焊接而成。通常在一个圆形板中间焊个圆套,两个圆形板之间,沿径向均布焊接一定数量的扇叶,一般为偶数。目前,在电机行业中,扇叶一般采用焊接加工技术。由于焊接质量原因,风扇长时间工作,长时间受力,有的焊缝发生开焊,就会出现质量问题。存在如下缺点,如:生产周期比较长,成本较高;污染环境;长时间工作,焊缝易开焊,发生质量问题。
发明内容
发明目的:提供一种风扇压装结构,以解决现有技术存在的上述问题。
技术方案:一种风扇压装结构,包括上圆板和扇叶,所述扇叶一端设置有上压装块,所述上圆板上开设有与所述上压装块配合的上通孔,且所述上圆板上远离所述扇叶的端面开设有位于所述上通孔处的上扩口槽;所述上压装块穿过所述上通孔后,凸出于所述上圆板端面,经铆压后发生变形填充于所述上扩口槽内。
在进一步实施例中,所述上通孔为多边形孔。
在进一步实施例中,所述上扩口槽的槽口形状与所述上通孔的形状相同,且呈等比例扩大。
在进一步实施例中,所述上扩口槽的内侧壁与所述上通孔的轴线,两者夹持的锐角为40°~50°。
在进一步实施例中,所述上压装块经铆压变形填充于所述上扩口槽内后,与所述上圆板端面齐平。
在进一步实施例中,所述扇叶远离所述上圆板的一端设置有下圆板,且其端部设置有下压装块,所述下圆板上开设有与所述下压装块配合的下通孔,且所述下圆板上远离所述扇叶的端面开设有位于所述下通孔处的下扩口槽;所述下压装块穿过所述下通孔后,凸出于所述下圆板端面,经铆压后发生变形填充于所述下扩口槽内。
在进一步实施例中,所述下压装块与所述上压装块的形状相同。
在进一步实施例中,若干所述扇叶中间设置有轴套,所述扇叶与轴套为卡嵌配合;所述轴套两端均设置有定位止口,所述上圆板中间开设有与其一所述定位止口过盈配合的定位孔,且另一所述定位止口上套设有与所述扇叶端部接触的压套,所述压套与定位止口为过盈配合。
在进一步实施例中,所述轴套外侧壁开设有与所述扇叶配合的卡槽。
在进一步实施例中,所述扇叶与上圆板之间设置有辅助粘接层。
有益效果:
1、上压装块经铆压变形后填充于上扩孔槽内,一方面能够增加上压装块与上圆板的接触面积,另一方面能够增加限位,从而提高扇叶与上圆板连接的稳固性,进而提高风扇的结构强度,和使用寿命;
2、上扩口槽的槽口形状与上通孔的形状呈等比例扩大,便于使上压装块经铆压变形后将上扩口槽填充满,提高连接的稳固性;
3、风扇通过铆压和过盈配合实现各零件的固定连接,不需要焊接,从而能够提高生产效率和质量,降低成本和环境污染,同时风扇具有连接牢固、抗疲劳性好以及使用寿命长等优点。
附图说明
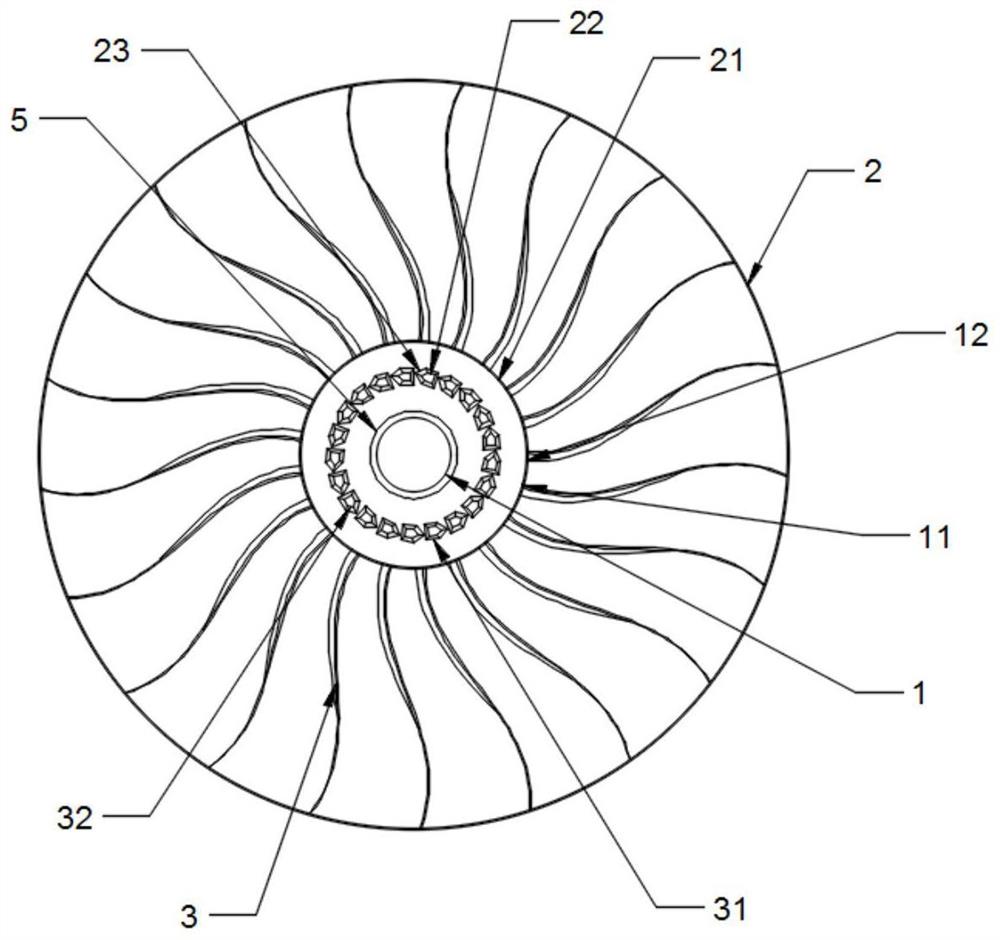
图1为本发明的结构示意图;
图2为本发明的侧视图;
图3为本发明的扇叶结构示意图;
图4为本发明的下圆板结构示意图。
附图标记为:轴套1、卡槽11、定位止口12、上圆板2、定位孔21、上通孔22、上扩口槽23、扇叶3、下压装块31、上压装块32、下圆板4、下通孔41、下扩口槽42、压套5。
具体实施方式
在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本发明可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本发明发生混淆,对于本领域公知的一些技术特征未进行描述。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
参照图1-4,一种风扇压装结构,包括轴套1、卡槽11、定位止口12、上圆板2、定位孔21、上通孔22、上扩口槽23、扇叶3、下压装块31、上压装块32、下圆板4、下通孔41、下扩口槽42、压套5。
安装时,一种风扇压装结构,包括上圆板2和扇叶3,所述扇叶3一端设置有上压装块32,所述上圆板2上开设有与所述上压装块32配合的上通孔22,且所述上圆板2上远离所述扇叶3的端面开设有位于所述上通孔22处的上扩口槽23;所述上压装块32穿过所述上通孔22后,凸出于所述上圆板2端面,经铆压后发生变形填充于所述上扩口槽23内。
在具体实施中,要求所述上通孔22为多边形孔。上扩口槽23的槽口形状与所述上通孔22的形状相同,且呈等比例扩大。所述上扩口槽23的内侧壁与所述上通孔22的轴线,两者夹持的锐角为40°~50°。所述上压装块32经铆压变形填充于所述上扩口槽23内后,与所述上圆板2端面齐平。所述扇叶3远离所述上圆板2的一端设置有下圆板4,且其端部设置有下压装块31,所述下圆板4上开设有与所述下压装块31配合的下通孔41,且所述下圆板4上远离所述扇叶3的端面开设有位于所述下通孔41处的下扩口槽42;所述下压装块31穿过所述下通孔41后,凸出于所述下圆板4端面,经铆压后发生变形填充于所述下扩口槽42内。所述下压装块31与所述上压装块32的形状相同。若干所述扇叶3中间设置有轴套1,所述扇叶3与轴套1为卡嵌配合;所述轴套1两端均设置有定位止口12,所述上圆板2中间开设有与其一所述定位止口12过盈配合的定位孔21,且另一所述定位止口12上套设有与所述扇叶3端部接触的压套5,所述压套5与定位止口12为过盈配合。所述轴套1外侧壁开设有与所述扇叶3配合的卡槽11。所述扇叶3与上圆板2之间设置有辅助粘接层。
安装方法如下,风扇的上所用材料为钢板。轴套1和上圆板2两者焊接连接后,装配下圆板4,将扇叶3放入到轴套1的卡槽11中。按附图2位置装配。扇叶3采用弯形、压装到上下圆板4加工技术,扇叶3板厚要和上下圆板4厚度一致。扇叶3三角形在板厚方向也要对称加工出和上下圆板4板厚斜度一致的斜度。扇叶3上的三角形可加热到一定温度,90度弯形后,压入到上下圆板4三角形孔中。目的是增加风扇的强度,提高疲劳寿命。直接压装,则扇叶3在板厚上没有斜度。扇叶3三角形要能装入上下圆板4的三角形孔中。压装时,一定要牢固固定定位面之内的扇叶3。这样压装扇叶3中间不变形,两端变形,填满到三角形孔中。压装后,扇叶3端部与上下圆板4的外平面一平。扇叶3定位面与上下圆板4内平面接触。风扇在重负荷工作环境下,扇叶3与上下圆板4接触部位,涂金属强力粘接剂。轻负荷工作环境下,直接在压装成。
工作原理:本发明提出的一种风扇压装结构,上压装块32经铆压变形后填充于上扩孔槽内,一方面能够增加上压装块32与上圆板2的接触面积,另一方面能够增加限位,从而提高扇叶3与上圆板2连接的稳固性,进而提高风扇的结构强度,和使用寿命;上扩口槽23的槽口形状与上通孔22的形状呈等比例扩大,便于使上压装块32经铆压变形后将上扩口槽23填充满,提高连接的稳固性;风扇通过铆压和过盈配合实现各零件的固定连接,不需要焊接,从而能够提高生产效率和质量,降低成本和环境污染,同时风扇具有连接牢固、抗疲劳性好以及使用寿命长等优点。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种风扇压装结构
- 一种风扇压装结构