一种铜母线挤压模具及挤压成型工艺
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及铜母线制造技术领域,具体为一种铜母线挤压模具及挤压成型工艺。
背景技术
铜母线是铜板带材的主要品种,用于汇集、分配和传送电能,大量应用于各种输变电设备中。随着高新技术产业的发展,对铜母线产品的综合性能要求越来越高,在高强高导的基础上,还要求尽可能好的韧性。韧性是材料强度与塑性的综合表现,一般情况下,同时增加材料的强度与塑性是相矛盾的。因此要联系铜母线的生产工艺来研究材料的微观组织、晶粒大小,从而分析其性能特点。
现有的工艺流程中,通过利用挤压轮与坯料之间的摩擦力作为驱动力生产铜母线,不需要将坯料加热到成形温度,而是利用摩擦力产生的热量来加热,现有的挤压轮与坯料之间的摩擦力较弱其加热效果较差;现有的挤压轮在长时间的使用后,挤压轮会出现磨损的情况,而挤压轮的更换较为麻烦;现有的装置,通过挤压轮来带动挤压杆进入进料口,其挤压杆为垂直向上,而进料口为水平设置,不利于挤压杆进入进料口,若利用导向轮将挤压杆推进进料口,则在长时间的使用后,导向轮易受到磨损。
发明内容
本发明的目的在于针对现有技术的不足之处,提供一种铜母线挤压模具及挤压成型工艺,用来解决现有的挤压轮与坯料之间的摩擦力较弱其加热效果较差、挤压轮在长时间的使用后,挤压轮会出现磨损的情况,而挤压轮的更换较为麻烦、其挤压杆为垂直向上,而进料口为水平设置,不利于挤压杆进入进料口、若利用导向轮将挤压杆推进进料口,则在长时间的使用后,导向轮易受到磨损的问题。
为实现上述目的,本发明提供如下技术方案:包括机架,所述机架设置有挤压轮与托轮,所述挤压轮的表面设置有安装组件与防护组件,所述机架固定连接有旋转电机,所述挤压轮与托轮之间设置有挤压杆,所述机架的一侧设置有挤压模具,所述挤压模具靠近机架的一侧设置有进料口,所述进料口的顶部设置有导向组件,所述进料口的顶部活动连接有转轴,所述转轴的一侧外表面设置有齿轮槽,所述导向组件一侧设置有驱动组件,所述进料口远离挤压轮的一侧设置有挤压腔,所述挤压腔的一侧设置有出料口。
作为本发明的优选技术方案,所述安装组件包括活动槽、电动推杆、定位槽与控制开关,所述挤压轮的顶部开设有活动槽,所述活动槽的槽底固定连接有电动推杆,所述活动槽的一侧开设有定位槽,所述定位槽的一侧固定连接有控制开关。
作为本发明的优选技术方案,所述防护组件包括摩擦套、固定孔与定位块,所述挤压轮的外表面设置有摩擦套,所述摩擦套靠近挤压轮的一侧开设有固定孔,所述固定孔的一侧固定连接定位块。
作为本发明的优选技术方案,所述活动槽的数量有若干组,且呈环形等间距分布在挤压轮的外表面,每组所述活动槽的内部均固定连接有电动推杆,所述控制开关与电动推杆电性连接,所述电动推杆的外表面尺寸与固定孔的内径尺寸相匹配,所述挤压轮的前端面固定连接有控制按钮,所述控制按钮与电动推杆电性连接,所述挤压轮的外表面尺寸与摩擦套的外表面尺寸相匹配,所述固定孔的开口与活动槽一一对应,所述定位块的外表面尺寸与定位槽的内径尺寸相匹配,所述旋转电机的输出端与挤压轮的圆心处固定连接。
作为本发明的优选技术方案,所述导向组件包括转轴、齿轮槽、连接板、电磁铁、放置槽、电动伸缩杆、转轮、贯穿孔与永磁体,所述转轴的底部固定连接有连接板,所述连接板的一侧固定连接有电磁铁,所述连接板的一侧开设有放置槽,所述放置槽的内部固定连接有电动伸缩杆,所述连接板的一侧活动连接有转轮,所述转轮的顶部贯穿设置有贯穿孔,所述转轮的顶部镶嵌有永磁体。
作为本发明的优选技术方案,所述转轴由两个圆盘与连接杆拼接而成,所述连接板的数量有两组,且分别固定连接在连接杆的前后两端,所述电磁铁的前后两端固定连接在两组连接板之间,所述电磁铁的“N”极向下设置,所述永磁体的“S”极向上设置,所述放置槽的数量有两组,且开口与贯穿孔的开口位于同一直线,每组所述放置槽的内部均固定连接有电动伸缩杆,所述电动伸缩杆的外表面尺寸与贯穿孔的内径尺寸相匹配。
作为本发明的优选技术方案,所述驱动组件包括伺服电机、主齿轮与测距传感器,所述挤压模具的后侧壁固定连接有伺服电机,所述伺服电机的输出端固定连接有主齿轮,所述进料口的顶板镶嵌有测距传感器。
作为本发明的优选技术方案,:所述转轴的后侧圆盘的外表面开设有齿轮槽,所述齿轮槽与主齿轮相啮合,所述测距传感器与伺服电机电性连接。
作为本发明的优选技术方案,步骤如下:
S1、首先将挤压模具预热到400~500℃,之后通过将挤压杆插接到挤压轮与托轮之间,然后启动挤压轮从而带动挤压杆前进;
S2、当测距传感器检测到挤压杆的位置到达设定值时,此时测距传感器将启动伺服电机,从而使得伺服电机带动导向组件旋转,进而使得导向组件将挤压杆的插入端推向进料口;
S3、之后将电磁铁关闭以及将电动伸缩杆缩进到放置槽中,从而使得转轮能够自由的旋转,进而来减少转轮的磨损;
S4、最后坯料在挤压腔内部成型,并通过出料口排出。
与现有技术相比,本发明提供了一种铜母线挤压模具及挤压成型工艺,具备以下有益效果:
1、该一种铜母线挤压模具及挤压成型工艺,通过将摩擦套的定位块插接到挤压轮的定位槽中,当定位块与控制开关相接触时,此时活动槽的开口将正对固定孔的开口,从而使得控制开关将电动推杆启动,进而使得电动推杆插接到固定孔中,以此来将摩擦套固定在挤压轮的外表面,从而来提高挤压轮与挤压杆之间的摩擦力。
2、该一种铜母线挤压模具及挤压成型工艺,当摩擦套在长时间的使用后,磨损较为严重时,此时按下控制按钮,从而将电动推杆缩进到活动槽的内部,进而方便更换摩擦套。
3、该一种铜母线挤压模具及挤压成型工艺,当挤压轮带动挤压杆移动时,通过测距传感器来检测挤压杆的一端均进料口顶部的距离,当测距传感器检测到挤压杆距进料口顶部的距离到达设定值时,此时测距传感器将启动伺服电机,从而使得电机带动导向组件旋转,进而使得导向组件将挤压杆的插入端推向进料口。
4、该一种铜母线挤压模具及挤压成型工艺,当挤压杆的一端插接到进料口中,此时将电磁铁关闭以及将电动伸缩杆缩进到放置槽中,从而使得转轮能够自由的旋转,进而来减少转轮的磨损,当需要再次将挤压杆导进进料口时,此时启动电磁铁,从而使得电磁铁来吸附永磁体,进而使得贯穿孔正对放置槽,之后启动电动伸缩杆,从而使得电动伸缩杆插接到贯穿孔中,以此来将转轮固定,从而方便推动挤压杆。
附图说明
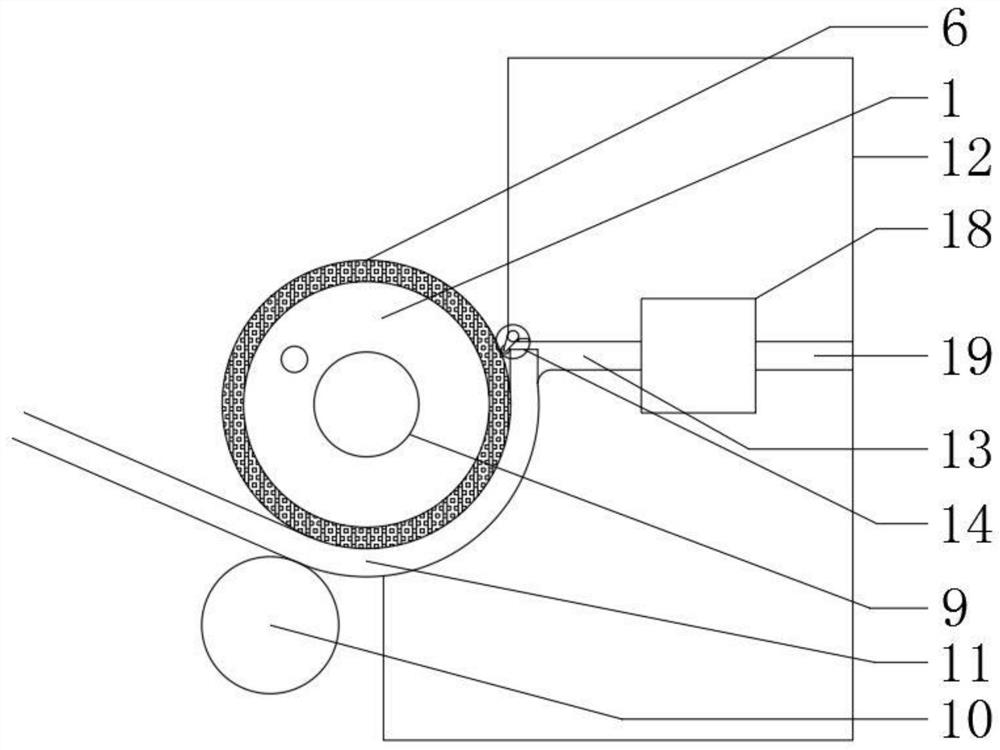
图1为本发明挤压杆到进料口的结构示意图;
图2为本发明挤压杆进入到挤压模具的结构示意图;
图3为本发明导向组件的放大结构示意图;
图4为本发明导向组件侧视结构示意图;
图5为本发明挤压轮与摩擦套立体结构示意图;
图6为本发明挤压轮与摩擦套内部结构示意图。
图中:1、挤压轮;2、活动槽;3、电动推杆;4、定位槽;5、控制开关;6、摩擦套;7、固定孔;8、定位块;9、旋转电机;10、托轮;11、挤压杆;12、挤压模具;13、进料口;14、导向组件;141、转轴;142、齿轮槽;143、连接板;144、电磁铁;145、放置槽;146、电动伸缩杆;147、转轮;148、贯穿孔;149、永磁体;15、伺服电机;16、主齿轮;17、测距传感器;18、挤压腔;19、出料口。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-6,本实施方案中:一种铜母线挤压模具及挤压成型工艺,包括机架,机架设置有挤压轮1与托轮10,挤压轮1的表面设置有安装组件与防护组件,机架固定连接有旋转电机9,挤压轮1与托轮10之间设置有挤压杆11,机架的一侧设置有挤压模具12,挤压模具12靠近机架的一侧设置有进料口13,进料口13的顶部设置有导向组件14,进料口13的顶部活动连接有转轴141,转轴141的一侧外表面设置有齿轮槽142,导向组件14一侧设置有驱动组件,进料口13远离挤压轮1的一侧设置有挤压腔18,挤压腔18的一侧设置有出料口19。
本实施例中,安装组件包括活动槽2、电动推杆3、定位槽4与控制开关5,挤压轮1的顶部开设有活动槽2,活动槽2的槽底固定连接有电动推杆3,活动槽2的一侧开设有定位槽4,定位槽4的一侧固定连接有控制开关5,防护组件包括摩擦套6、固定孔7与定位块8,挤压轮1的外表面设置有摩擦套6,摩擦套6靠近挤压轮1的一侧开设有固定孔7,固定孔7的一侧固定连接定位块8,活动槽2的数量有若干组,且呈环形等间距分布在挤压轮1的外表面,每组活动槽2的内部均固定连接有电动推杆3,控制开关5与电动推杆3电性连接,电动推杆3的外表面尺寸与固定孔7的内径尺寸相匹配,挤压轮1的前端面固定连接有控制按钮,控制按钮与电动推杆3电性连接,挤压轮1的外表面尺寸与摩擦套6的外表面尺寸相匹配,固定孔7的开口与活动槽2一一对应,定位块8的外表面尺寸与定位槽4的内径尺寸相匹配,旋转电机9的输出端与挤压轮1的圆心处固定连接,通过将摩擦套6的定位块8插接到挤压轮1的定位槽4中,当定位块8与控制开关5相接触时,此时活动槽2的开口将正对固定孔7的开口,从而使得控制开关5将电动推杆3启动,进而使得电动推杆3插接到固定孔7中,以此来将摩擦套6固定在挤压轮1的外表面,从而来提高挤压轮1与挤压杆11之间的摩擦力,当摩擦套6在长时间的使用后,磨损较为严重时,此时按下控制按钮,从而将电动推杆3缩进到活动槽2的内部,进而方便更换摩擦套6;导向组件14包括转轴141、齿轮槽142、连接板143、电磁铁144、放置槽145、电动伸缩杆146、转轮147、贯穿孔148与永磁体149,转轴141的底部固定连接有连接板143,连接板143的一侧固定连接有电磁铁144,连接板143的一侧开设有放置槽145,放置槽145的内部固定连接有电动伸缩杆146,连接板143的一侧活动连接有转轮147,转轮147的顶部贯穿设置有贯穿孔148,转轮147的顶部镶嵌有永磁体149,转轴141由两个圆盘与连接杆拼接而成,连接板143的数量有两组,且分别固定连接在连接杆的前后两端,电磁铁144的前后两端固定连接在两组连接板143之间,电磁铁144的“N”极向下设置,永磁体149的“S”极向上设置,放置槽145的数量有两组,且开口与贯穿孔148的开口位于同一直线,每组放置槽145的内部均固定连接有电动伸缩杆146,电动伸缩杆146的外表面尺寸与贯穿孔148的内径尺寸相匹配,当挤压杆11的一端插接到进料口13中,此时将电磁铁144关闭以及将电动伸缩杆146缩进到放置槽145中,从而使得转轮147能够自由的旋转,进而来减少转轮147的磨损,当需要再次将挤压杆11导进进料口13时,此时启动电磁铁144,从而使得电磁铁144来吸附永磁体149,进而使得贯穿孔148正对放置槽145,之后启动电动伸缩杆146,从而使得电动伸缩杆146插接到贯穿孔148中,以此来将转轮147固定,从而方便推动挤压杆11;驱动组件包括伺服电机15、主齿轮16与测距传感器17,挤压模具12的后侧壁固定连接有伺服电机15,伺服电机15的输出端固定连接有主齿轮16,进料口13的顶板镶嵌有测距传感器17,转轴141的后侧圆盘的外表面开设有齿轮槽142,齿轮槽142与主齿轮16相啮合,测距传感器17与伺服电机15电性连接,当挤压轮1带动挤压杆11移动时,通过测距传感器17来检测挤压杆11的一端均进料口13顶部的距离,当测距传感器17检测到挤压杆11距进料口13顶部的距离到达设定值时,此时测距传感器17将启动伺服电机15,从而使得电机带动导向组件14旋转,进而使得导向组件14将挤压杆11的插入端推向进料口13。
本发明的工作原理及使用流程:通过将摩擦套6的定位块8插接到挤压轮1的定位槽4中,当定位块8与控制开关5相接触时,此时活动槽2的开口将正对固定孔7的开口,从而使得控制开关5将电动推杆3启动,进而使得电动推杆3插接到固定孔7中,以此来将摩擦套6固定在挤压轮1的外表面,从而来提高挤压轮1与挤压杆11之间的摩擦力,当摩擦套6在长时间的使用后,磨损较为严重时,此时按下控制按钮,从而将电动推杆3缩进到活动槽2的内部,进而方便更换摩擦套6,当挤压轮1带动挤压杆11移动时,通过测距传感器17来检测挤压杆11的一端均进料口13顶部的距离,当测距传感器17检测到挤压杆11距进料口13顶部的距离到达设定值时,此时测距传感器17将启动伺服电机15,从而使得电机带动导向组件14旋转,进而使得导向组件14将挤压杆11的插入端推向进料口13,当挤压杆11的一端插接到进料口13中,此时将电磁铁144关闭以及将电动伸缩杆146缩进到放置槽145中,从而使得转轮147能够自由的旋转,进而来减少转轮147的磨损,当需要再次将挤压杆11导进进料口13时,此时启动电磁铁144,从而使得电磁铁144来吸附永磁体149,进而使得贯穿孔148正对放置槽145,之后启动电动伸缩杆146,从而使得电动伸缩杆146插接到贯穿孔148中,以此来将转轮147固定,从而方便推动挤压杆11,最后坯料在挤压腔18内部成型,并通过出料口19排出。
最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种铜母线挤压模具及挤压成型工艺
- 一种铜母线挤压模具及挤压成型工艺