铅蓄电池
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及一种铅蓄电池。
背景技术
铅蓄电池为以往使用的二次电池之一,出于可靠性、廉价性等,被广泛用作工业用或生活用二次电池。尤其,作为汽车用铅蓄电池(所谓的电池)或UPS(UninterruptiblePower Supply(不间断电源))、防灾(应急)广播、电话等的备用铅蓄电池或电动叉车的动力源的需求较多。
叉车用铅蓄电池由最终用户以任意的频度进行充电。若叉车用铅蓄电池长期不充电,则有可能会发生电解液(硫酸)的分层。发生分层的原因在于比重大的硫酸离子(SO
针对分层的问题,专利文献1中记载了一种与铅蓄电池的隔板相关的技术,其特征在于,使耐酸性微孔树脂膜片材和耐酸性无纺布片材成为层叠状态。
现有技术文献
专利文献
专利文献1:日本特开2003-22389号公报
发明内容
发明要解决的技术课题
为了抑制分层,搅拌电解液尤其有效。在叉车用铅蓄电池之类的液体式铅蓄电池中,通过进行所消耗的放电容量以上的充电而使作为电解液的成分的水发生电解(放气)尤其有效。通过该放气,下沉至电解槽下部的硫酸离子(SO
然而,若在铅蓄电池中搅拌电解液,从正极脱落而悬浮在电解液中的正极活性物质在壳体(电解槽)内扬起,并有可能会堆积于负极。尤其,在铅蓄电池中,在电极组的排列方向上的端部侧配置有负极且壳体的侧部与负极对置而配置的结构中,正极活性物质容易堆积于壳体的侧部侧的负极的耳部。在该情况下,堆积于负极的正极活性物质有可能会导致负极与正极之间短路。
本发明的一个方面的目的在于,提供一种抑制短路的铅蓄电池。
用于解决技术课题的手段
本发明的一个方面所涉及的铅蓄电池具备:电极组,包括多个正极、多个负极及多个隔板;第1端子及第2端子,该第1端子与多个正极各自的耳部连接,该第2端子与多个负极各自的耳部连接;及壳体,容纳电极组及电解液,在电极组中,在正极、负极及隔板的排列方向上的两个端部分别配置有负极或隔板,电极组以壳体中彼此对置的一对侧部分别与负极或隔板对置而配置的方式容纳于壳体内,在一对侧部中的各侧部与负极或隔板之间,至少在与负极的耳部对应的位置,设置有沿着壳体的高度方向延伸的空隙。
在本发明的一个方面所涉及的铅蓄电池中,在一对侧部中的各侧部与负极或隔板之间设置有空隙。空隙至少在与负极的耳部对应的位置沿着壳体的高度方向延伸。由此,在铅蓄电池中,当搅拌电解液时,配置于电极组的排列方向上的端部侧的负极的耳部附近的正极活性物质经由空隙掉落至壳体的下部。如此,在铅蓄电池中,通过在负极的耳部的附近设置空隙,能够抑制正极活性物质堆积于该耳部。因此,在铅蓄电池中,能够抑制正极与负极之间短路。
在一个实施方式中,可以具备间隔件,该间隔件配置于壳体的一对侧部中的各侧部与负极或隔板之间,形成空隙。在该结构中,能够通过间隔件在壳体的侧部中的各侧部与负极或隔板之间可靠地形成空隙。因此,在铅蓄电池中,能够进一步抑制短路的发生。
在一个实施方式中,间隔件可以配置于负极的耳部的高度位置以下的位置。在该结构中,能够使有可能会堆积于耳部的正极活性物质更可靠地掉落至空隙。
在一个实施方式中,间隔件可以具有与侧部接触的第1面和与负极或隔板接触的第2面,可以在第1面与第2面之间形成中空部。在该结构中,能够通过间隔件的中空部在壳体的侧部中的各侧部与负极或隔板之间形成空隙。并且,在铅蓄电池中,由第1面支撑电极组。由此,在铅蓄电池中,当在上述排列方向上挤压壳体的力(组压)因电极组膨胀而发挥作用时,能够在间隔件中分散并吸收压力,因此能够抑制壳体的膨胀。
在一个实施方式中,间隔件可以具有配置于第1面与第2面之间的肋,肋可以相对于第1面及第2面倾斜。在该结构中,当被电极组挤压时,肋容易倒塌,因此被电极组挤压的第2面能够向靠近第1面的方向移动。因此,在间隔件中,能够有效地吸收被电极组挤压的力。
在一个实施方式中,隔板可以为袋状,负极的耳部以外的部分可以容纳于隔板。在该结构中,由于负极被隔板包覆,因此能够抑制正极活性物质堆积于负极的上部。因此,在铅蓄电池中,能够进一步抑制正极与负极之间的短路。
发明效果
根据本发明的一个方面,可抑制短路。
附图说明
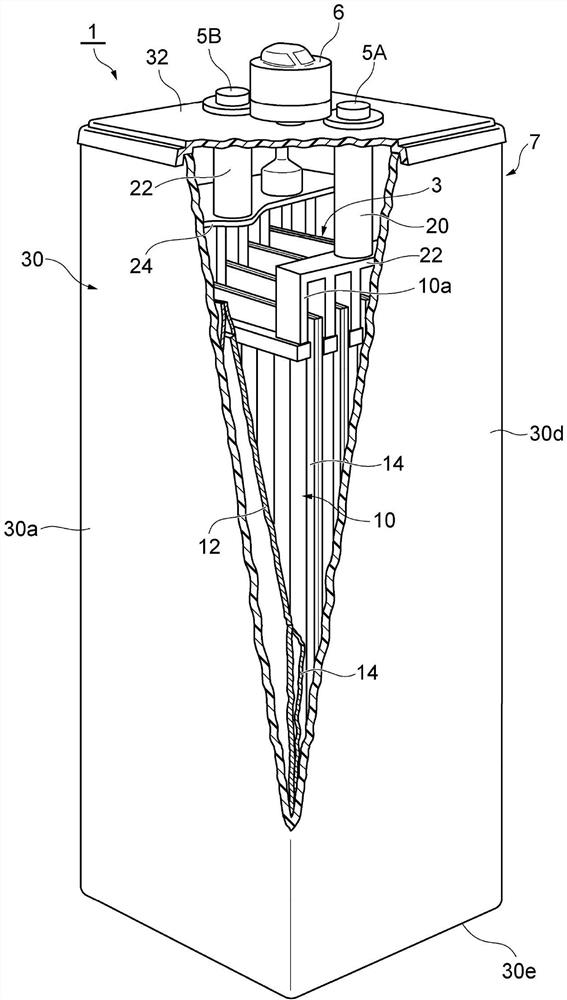
图1是一实施方式所涉及的铅蓄电池的立体图。
图2是图1所示的铅蓄电池的剖视图。
图3是图1所示的铅蓄电池的剖视图。
图4是表示正极及隔板的图。
图5是表示间隔件的截面结构的图。
图6是表示负极与间隔件之间的位置关系的图。
图7中,图7(a)、7(b)、7(c)、7(d)及7(e)是表示变形例所涉及的间隔件的截面结构的图。
图8中,图8(a)、图8(b)、图8(c)及图8(d)是表示变形例所涉及的间隔件的截面结构的图。
具体实施方式
以下,参考附图对本发明的优选实施方式进行详细说明。另外,在附图的说明中,对相同或等同的要素标注相同的符号,并省略重复的说明。
图1所示的铅蓄电池1例如为具备包层式电极的包层式铅蓄电池。如图1所示,铅蓄电池1具备电极组3、正极端子(第1端子)5A及负极端子(第2端子)5B、壳体7以及间隔件9(参考图3)。在铅蓄电池1中,壳体7内容纳有电解液E。
如图2及图3所示,电极组3具有多个正极10、多个负极12及多个隔板14。
正极10例如为包层式正极板。正极10具有管状电极组18。管状电极组18由多个管状电极16构成。多个管状电极16排成一列。多个管状电极16分别具有包层管(还称为“排管(gauntlet)”)16a、插入于包层管16a内的芯棒16b及填充于包层管16a与芯棒16b之间的正极材料16c。
包层管16a由筒状的多孔管构成。作为包层管16a的构成材料,可举出玻璃、树脂成分(例如,酚醛树脂(DIC CORPORATION制商品名“PHENOLITE”等))等。包层管16a例如可以包含含浸有树脂成分的基材(纤维基材等)。包层管16a例如可以包含纤维状的构成材料(玻璃纤维等)。包层管16a可以包含纤维束(玻璃纤维束等)。纤维束可以含有集束剂,例如可以通过使用集束剂使纤维集束来获得。作为包层管16a,从耐酸性优异的观点出发,优选玻璃管(包含玻璃(玻璃纤维束等)的管)。玻璃管可以为由C玻璃形成的方式。作为包层管16a的与长度方向垂直的截面形状,可举出圆形、椭圆形等。
正极材料16c可以在化成后含有正极活性物质,根据需要还可以含有添加剂。化成后的正极材料例如可以通过将含有正极活性物质的原料的未化成的正极材料化成来获得。化成后的正极材料例如也可以通过如下方法来获得:在通过将含有正极活性物质的原料的正极材料糊剂熟化及干燥来获得未化成的正极材料之后,将未化成的正极材料化成。作为正极活性物质的原料,可举出铅粉、铅丹等。作为化成后的正极材料中的正极活性物质,可举出二氧化铅等。
负极12为板状,例如为糊式负极板。如图4所示,负极12具有负极集电体12a和保持于负极集电体12a的负极材料12b。负极集电体12a具有支撑负极材料12b的负极材料支撑部12c和以从负极材料支撑部12c的一个边突出的方式设置的耳部12d。在本实施方式中,耳部12d配置于负极材料支撑部12c的宽度方向上的一个端部(图4的左右方向上的左侧的端部)。
负极材料12b可以在化成后含有负极活性物质,根据需要还可以含有添加剂。化成后的负极材料例如可以通过如下方式来获得:在通过将含有负极活性物质的原料的负极材料糊剂熟化及干燥来获得未化成的负极材料之后,将未化成的负极材料化成。作为负极活性物质的原料,可举出铅粉、铅丹等。作为化成后的负极材料中的负极活性物质,可举出多孔的海綿状铅(Spongy Lead)等。
如图4所示,隔板14中容纳有负极12。隔板14形成为袋状。隔板14通过将一片片状部件进行对折并密封缘部而形成为袋状。隔板14中容纳有负极12的耳部12d以外的部分。作为隔板14的材料,只要是阻断正极10与负极12之间的电连接而不使电解液E透过的材料,则并无特别限定。隔板14例如由聚乙烯(PE)、聚丙烯(PP)等形成。隔板14可以使SiO
隔板14上设置有第1流通部14a和第2流通部14b。第1流通部14a设置于隔板14的上部。具体而言,第1流通部14a设置于与负极12的耳部12d对应的位置。第1流通部14a由包围耳部12d的隔板14的边缘形成。第2流通部14b设置于隔板14的下部。具体而言,第2流通部14b设置于隔板14的下部的宽度方向上的中央。电解液E通过第1流通部14a及第2流通部14b流入隔板14的内部。
在本实施方式中,在电极组3中,在正极10、负极12及隔板14的排列(层叠)方向上,隔板14配置于最外部。即,在电极组3中,在容纳有负极12的隔板14之间配置有多个正极10、多个负极12及多个隔板14。
如图1所示,各正极10分别与正极端子5A电连接。正极端子5A例如呈圆柱状。各正极10与正极端子5A通过正极汇流排22电连接。正极汇流排22与正极10的耳部10a连接。各负极12分别与负极端子5B电连接。负极端子5B例如呈圆柱状。各负极12与负极端子5B通过负极汇流排24电连接。负极汇流排24与负极12的耳部12d连接。
壳体7具有主体30和盖32。壳体7例如由聚丙烯等材料形成。主体30为呈箱状的电解槽。主体30容纳电极组3及电解液E。主体30具有彼此对置的一对第1侧部30a、30b(参考图3)、连结一对第1侧部30a、30b且彼此对置的一对第2侧部30c、30d(参考图2)及底部30e。主体30通过一对第1侧部30a、30b、一对第2侧部30c、30d及底部30e来限定容纳电极组3及电解液E的空间。
盖32覆盖主体30的开口部。盖32上设置有正极端子5A及负极端子5B和补水栓6。正极端子5A和负极端子5B配置成在将补水栓6夹在中间的位置对置。
如图3所示,间隔件9配置于电极组3与壳体7之间。间隔件9例如由聚丙烯等材料形成。间隔件9配置于电极组3与壳体7的第1侧部30a之间及电极组3与壳体7的第1侧部30b之间。即,在本实施方式中,配置有两个间隔件9。
间隔件9在电极组3与壳体7之间形成空隙。空隙在第1侧部30a与隔板14之间及第1侧部30b与隔板14之间,至少在与负极12的耳部12d对应的位置沿着壳体7的高度方向延伸。与耳部12d对应的位置表示从正面观看负极12时(沿着深度方向观看图4时)包括耳部12d的宽度方向(图4的左右方向)上的整个区域的位置。壳体7的高度方向为与一对第1侧部30a、30b的对置方向及一对第2侧部30c、30d的对置方向正交的方向。在本实施方式中,空隙通过间隔件9从负极12的宽度方向上的一端设置至另一端。
如图5所示,间隔件9具有彼此对置的一对第1面9a及第2面9b和配置于第1面9a与第2面9b之间的多个肋9c。第1面9a及第2面9b分别为板状。第1面9a及第2面9b例如呈矩形(长方形)。第1面9a及第2面9b优选根据第1侧部30a、30b的形状来形成。第1面9a及第2面9b的厚度例如为0.7mm左右。第1面9a与第2面9b以规定的间隔相隔。规定的间隔设定为至少能够使正极活性物质通过即可。在间隔件9中,由一对第1面9a及第2面9b形成中空部G。各肋9c以规定的间隔配置。各肋9c相对于第1面9a及第2面9b以规定的角度θ倾斜。肋9c的厚度例如为0.7mm左右,优选为1.0mm以下。
在本实施方式中,由间隔件9的中空部G在电极组3与壳体7之间形成空隙。在间隔件9中,根据相邻的肋9c的间隔,间隔件9的肋9c(间隔件9的一部分)有可能会配置于形成于与负极12的耳部12d对应的位置的空隙。如上所述,肋9c的厚度为0.7mm左右。因此,即使在肋9c配置于空隙的情况下,正极活性物质也不易堆积于肋9c的上端部。因此,负极12的耳部12d附近的正极活性物质会经由空隙掉落至壳体7的下部。
如图3所示,一个间隔件9配置成第1面9a与壳体7的第1侧部30a对置(接触),第2面9b与隔板14对置(接触)。另一个间隔件9配置成第1面9a与壳体7的第1侧部30b对置(接触),第2面9b与隔板14对置(接触)。
图6是表示间隔件9与负极12之间的位置关系的图。在图6中,为了便于说明,省略了隔板14及间隔件9的肋9c的图示。如图6所示,间隔件9配置于负极12的耳部12d的下端部的高度位置以下的位置。即,空隙设置于负极12的耳部12d的下端部的高度位置以下。耳部12d的下端部为与负极材料支撑部12c的连接部分(边界部分)。
接着,对铅蓄电池1的作用效果进行说明。在铅蓄电池1中,从正极10的正极材料16c脱落的正极活性物质悬浮在电解液E中。在铅蓄电池1中,当搅拌电解液E时,电解液E中的正极活性物质因气体的产生而扬起至壳体7的上方。由此,正极活性物质有可能会堆积于负极12的上部。
本实施方式所涉及的铅蓄电池1在壳体7的第1侧部30a与隔板14之间及壳体7的第1侧部30b与隔板14之间设置有空隙。空隙在与负极12的耳部12d对应的位置,沿着与一对第1侧部30a、30b的对置方向及一对第2侧部30c、30d的对置方向正交的壳体7的高度方向延伸。由此,在铅蓄电池1中,当搅拌电解液E时,配置于电极组3的排列方向上的端部侧的负极12的耳部12d附近的正极活性物质经由空隙掉落至壳体7的下部。如此,在铅蓄电池1中,通过在负极12的耳部12d的附近设置空隙,能够抑制正极活性物质堆积于该耳部12d。因此,在铅蓄电池1中,能够抑制正极10与负极12之间短路。
另外,在本实施方式所涉及的铅蓄电池1中,在负极12与间隔件9之间配置有隔板14。隔板14的厚度例如为0.5mm左右,隔板14中容纳有负极12。因此,在铅蓄电池1中,即使在负极12与间隔件9之间配置有隔板14的情况下,通过由间隔件9形成空隙,能够使有可能会堆积于负极12的正极活性物质经由空隙掉落至壳体7的下部。
本实施方式所涉及的铅蓄电池1具备间隔件9,该间隔件9配置于壳体7的第1侧部30a与隔板14之间及壳体7的第1侧部30b与隔板14之间,形成空隙。在该结构中,能够通过间隔件9在壳体7的第1侧部30a与隔板14之间及壳体7的第1侧部30b与隔板14之间可靠地形成空隙。因此,在铅蓄电池1中,能够进一步抑制短路的发生。
在本实施方式所涉及的铅蓄电池1中,间隔件9配置于负极12的耳部12d的高度位置以下的位置。在该结构中,能够使有可能会堆积于耳部12d的正极活性物质更可靠地掉落至空隙。
在本实施方式所涉及的铅蓄电池1中,间隔件9具有与隔板14接触的第1面9a和与第1侧部30a、30b接触的第2面9b。间隔件9在第1面9a与第2面9b之间形成中空部G。在该结构中,能够通过间隔件9的中空部G在壳体7的第1侧部30a与隔板14之间及壳体7的第1侧部30b与隔板14之间形成空隙。并且,在铅蓄电池1中,由第1面9a支撑电极组3。由此,在铅蓄电池1中,当在排列方向上挤压壳体7的力(组压)因电极组3膨胀而发挥作用时,能够在间隔件9中分散并吸收压力,因此能够抑制壳体7的膨胀。
在本实施方式所涉及的铅蓄电池1中,间隔件9在第1面9a与第2面9b之间具有多个肋9c。肋9c相对于第1面9a及第2面9b倾斜。由此,在间隔件9中,当被电极组3挤压时,肋9c容易倒塌,因此被电极组3挤压的第2面9b能够向靠近第1面9a的方向移动。因此,在间隔件9中,能够有效地吸收被电极组3挤压的力。
在本实施方式所涉及的铅蓄电池1中,隔板14为袋状。负极12的耳部12d以外的部分容纳于隔板14中。在该结构中,由于负极12被隔板14包覆,因此能够抑制正极活性物质堆积于负极12的上部。因此,在铅蓄电池1中,能够进一步抑制正极10与负极12之间的短路。
在本实施方式所涉及的铅蓄电池1中,作为与电极组3及壳体7分开的部件,使用了间隔件9。在该结构中,可以根据电极组3与壳体7之间的间隙的尺寸来适当设定间隔件9的厚度(第1面9a与第2面9b之间的距离)。因此,可以在单独制作电极组3及壳体7之后,根据电极组3与壳体7之间的间隔来设定间隔件9的厚度,从而适当地形成空隙。
以上,对本发明的实施方式进行了说明,但本发明并不一定限定于上述实施方式,可以在不脱离其主旨的范围内进行各种变更。
在上述实施方式中,以铅蓄电池1的正极10为包层式电极的方式为一例进行了说明。然而,正极10也可以与负极12相同地为糊式电极。
在上述实施方式中,以耳部12d配置于负极材料支撑部12c的宽度方向上的一个端部(图4的左右方向上的左侧的端部)的方式为一例进行了说明。然而,耳部12d的配置位置并不限定于此。
在上述实施方式中,以隔板14为袋状的方式为一例进行了说明。然而,隔板也可以为配置于正极10与负极12之间的片状。在该结构中,在电极组3中,将负极12分别配置于排列方向上的两个端部即可。
在上述实施方式中,以间隔件9具有第1面9a、第2面9b及肋9c的方式为一例进行了说明。然而,间隔件的方式并不限定于此。例如,如图7(a)所示,间隔件9A也可以为肋相对于第1面及第2面不倾斜的(肋与第1面及第2面正交的)方式。如图7(b)所示,间隔件9B也可以为具备第1面及第2面和连结第1面及第2面的两个端部的侧部的结构。即,间隔件9B也可以为筒状。如图7(c)所示,间隔件9C也可以使肋的截面呈三角形。如图7(d)所示,间隔件9D也可以使肋的截面呈圆形。如图7(e)所示,间隔件9E也可以仅在与负极12的耳部12d对应的位置形成中空部G。
如图8(a)所示,间隔件9F也可以为截面呈波浪状(蜿蜒状)的部件。如图8(b)所示,间隔件9G也可以为截面呈十字形状的部位并排设置成一列的部件。如图8(c)所示,间隔件9H也可以为截面呈凹凸形状(矩形波浪形状)的部件。如图8(d)所示,间隔件9I也可以为截面呈圆形的部位并排设置成一列的部件。
在上述实施方式中,以间隔件9将空隙从负极12的宽度方向上的一端形成至另一端的方式为一例进行了说明。然而,空隙至少设置于与负极12的耳部12d对应的位置即可。
实施例
以下,使用实施例及比较例对本发明的内容进行更详细的说明,但本发明并不限定于以下实施例。
[实施例]
<正极的制作>
制作了铅锑合金(锑含量:4质量%)制芯棒(截面形状:圆形、长度:331mm、直径:2.7mm)。接着,用具有细孔体积比(细孔直径10μm以上的细孔的总细孔体积/细孔直径小于10μm的细孔的总细孔体积)的玻璃管(截面形状:圆形、长度:297mm、外径:9.6mm)包裹芯棒之后,将以一氧化铅为主成分的铅粉填充于管内。然后,并排设置管并将其固定之后,通过注塑成型管的下部末端的树脂制下部连座并用其进行封堵来制作15个管状电极,由此制作了包层式正极(尺寸:纵306mm、横150mm、厚度10.0mm)作为未化成的正极。
<负极的制作>
将铅锑合金(锑含量:3质量%)熔融,通过铸造方式制作了栅体(尺寸:纵283.0mm、横141.0mm、厚度4.0mm)。接着,相对于以一氧化铅为主成分的铅粉100质量份,添加0.3质量份的硫酸钡、0.03质量份的PET纤维、0.2质量份的木质素磺酸盐、8质量份的水、10质量份的稀硫酸(比重:1.260)之后,进行混炼,制备了负极材料糊剂。然后,将负极材料糊剂填充于栅体之后,在下述条件下进行熟化及干燥,制作了未化成的负极。
(熟化条件)温度:40℃、湿度:98RH%、时间:40小时
(干燥条件)温度:60℃、时间:24小时
<隔板处理>
将宽度158mm的聚乙烯隔板切割成长度640mm,并在长度方向上320mm、宽度方向上79mm的位置沿着宽度方向切割了40mm。然后,在长度320mm的位置在长度方向上对折隔板,用齿轮密封了两个长侧面。用齿轮密封之后,将熟化干燥后的负极插入到隔板内,用70mm超声波密封了开口短侧面,以露出耳部。
<电池的制作>
准备3片未化成的正极和4片隔板处理后的未化成的负极,将正极和负极彼此层叠(排列)制作电极组之后,将正极端子及负极端子焊接于电极组。接着,将电极组插入于壳体的主体之后,在电极组与壳体之间配置了宽度158mm、长度320mm的聚丙烯制间隔件。然后,用盖密封了壳体的主体。然后,从补水栓注入稀硫酸(比重:1.260)之后,进行电解槽化成,制作了包层式铅蓄电池。电解槽化成条件设为在水槽中、水温40℃、施加电量(基准:正极活性物质的理论化成电量)250%、36小时。
[比较例]
除插入间隔件以外,以与实施例相同的方式,制作了比较例所涉及的包层式铅蓄电池。
<放电试验>
以0.2CA对实施例及比较例所涉及的包层式铅蓄电池进行了额定容量确认试验。即,在气氛温度30℃下,以0.1CA的电流值恒流充电至放电容量的120%,从而使其成为满充电状态。接着,将满充电后的包层式铅蓄电池在水槽(温度:30℃)中放置24小时之后,以0.2CA放电至終止电压1.7V,并测定了此时的放电容量(5小时率容量、0.2CA放电容量、额定容量。单位:Ah)。将测定结果示于表1。
[表1]
在表1中,实施例的寿命以将比较例的寿命视为100%时的比示出。如表1所示,通过使用间隔件,抑制了因脱落的活性物质堆积于耳部而引起的短路。其结果,提高了电池的寿命。
符号说明
1-铅蓄电池,3-电极组,5A-正极端子(第1端子),5B-负极端子(第2端子),7-壳体,9、9A、9B、9C、9D、9E、9F、9G、9H、9I-间隔件,9a-第1面,9b-第2面,9c-肋,10-正极,10a-耳部,12-负极,12d-耳部,14-隔板,30a、30b-第1侧部,E-电解液,G-中空部。
- 铅蓄电池用电槽、使用了该铅蓄电池用电槽的铅蓄电池和铅蓄电池用外壳
- 铅蓄电池用铅基合金、铅蓄电池用基板和铅蓄电池