稀土磁铁的制造方法
文献发布时间:2023-06-19 12:21:13
技术领域
本公开涉及稀土磁铁的制造方法。本公开尤其涉及钐-铁-氮系稀土磁铁的制造方法。
背景技术
作为高性能稀土磁铁,钐-钴系稀土磁铁和钕-铁-硼系稀土磁铁被实用化,但近年来正在研究除了它们以外的稀土磁铁。例如正在研究含有钐、铁和氮且具备具有Th
钐-铁-氮系磁性粉末含有具有Th
作为这样的成形方法,可列举例如专利文献1中公开的稀土磁铁的制造方法。该制造方法将钐-铁-氮系磁性粉末和含有金属锌的粉末(以下有时称为“金属锌粉末”。)的混合粉末在磁场中进行压缩成形,并将其压粉体进行加压烧结(包括液相烧结)。再者,在本说明书中,金属锌意指未被合金化的锌。另外,锌合金意指锌与除了锌以外的金属元素的合金。而且,锌或锌成分意指锌元素。
当想要将不使用金属锌粉末而只有钐-铁-氮系磁性粉末的压粉体进行烧结时,烧结温度成为钐-铁-氮系磁性粉末中的氮解离的温度以上,不能够进行烧结。但是,在将钐-铁-氮系磁性粉末与金属锌粉末的混合粉末的压粉体进行加压烧结(包括液相烧结)的情况下,能够使烧结温度小于钐-铁-氮系磁性粉末中的氮解离的温度。
若将钐-铁-氮系磁性粉末与金属锌粉末的混合粉末的压粉体进行加压烧结(包括液相烧结),则金属锌粉末中的锌成分在钐-铁-氮系磁性粉末的粒子的表面进行固相或液相扩散,从而烧结(固化)。由此可以认为在专利文献1所公开的稀土磁铁的制造方法中,金属锌粉末具有粘合剂功能。
钐-铁-氮系磁性粉末通常含有氧,另外,含有作为软磁性相的αFe相。氧和αFe相使矫顽力降低。可以认为在专利文献1所公开的稀土磁铁的制造方法中,金属锌粉末除了具有作为粘合剂的功能以外,还具有吸收钐-铁-氮系磁性粉末中的氧,另外由αFe相形成非磁性相而使矫顽力提高的作为改性材料的功能。
可以认为,不仅金属锌粉末,即使含有锌的粉末也同样能够确认到这样的粘合剂功能和改性材料功能。含有锌的粉末意指含有金属锌的粉末和含有锌合金的粉末中的至少任一者。即,在以往的钐-铁-氮系稀土磁铁的制造方法中,含有锌的粉末作为粘合剂和改性材料使用。
在先技术文献
专利文献
专利文献1:国际公开第2015/199096号
发明内容
作为钐-铁-氮系稀土磁铁的成形方法(制造方法),一直以来研究烧结是因为:一般认为与将原材料粉末与树脂一起进行注射成形的情况相比,烧结对获得高密度的成形体(烧结体)有利。在目前最普及的钕-铁-硼系稀土磁铁的制造方法中,在将具有微米水平的磁性相的原材料粉末进行烧结的情况下,采用了在高温下的无加压烧结。另外,在将具有纳米水平的磁性相的原材料粉末进行烧结的情况下,为了避免磁性相的粗大化,采用了在低温下的加压烧结法。不论哪种情况,所得到的烧结体的密度都高。
在使用钐-铁-氮系磁性粉末来制造成形体(稀土磁铁)的情况下,即使磁性相不是纳米水平,也需要采用如上述那样能够避免氮的解离的成形法。因此,采用了在低温下的加压烧结,此时,如上述那样向钐-铁-氮系磁性粉末中混合了含有锌的粉末。但是,即使混合含有锌的粉末而进行加压烧结,有时也不能得到密度高的烧结体。由此本发明人发现了以下课题:即使将钐-铁-氮系磁性粉末与含有锌的粉末的混合粉末进行加压烧结,有时烧结体的密度也不充分,其结果有时剩余磁化降低。
本公开是为了解决上述课题而完成的。即,本公开的目的是提供能提高烧结体的密度从而能使剩余磁化提高的钐-铁-氮系稀土磁铁的制造方法。
本发明人为了达到上述目的而反复进行深入研究,从而完成了本公开的稀土磁铁的制造方法。本公开的稀土磁铁的制造方法包括以下方案。
〈1〉一种稀土磁铁的制造方法,包括以下步骤:
在磁性粉末的粒子的表面形成含有锌的被膜,从而得到被覆磁性粉末,所述磁性粉末含有钐、铁和氮且具备磁性相,所述磁性相具有Th
将熔点为所述被膜的熔点以下的粘合剂粉末和所述被覆磁性粉末混合,从而得到混合粉末;以及
将在所述粘合剂粉末的X射线衍射谱图中峰消失的温度设为T
〈2〉根据〈1〉项所述的稀土磁铁的制造方法,在所述被覆磁性粉末的粒子的截面中,所述被膜被覆所述磁性粉末的粒子表面的部分的长度相对于所述磁性粉末的粒子表面的总周长的百分率为90%以上。
〈3〉根据〈1〉项或〈2〉项所述的稀土磁铁的制造方法,所述粘合剂粉末是含有除了锌以外的金属的粉末和含有除了锌以外的金属的合金的粉末中的至少任一种粉末。
〈4〉根据〈1〉项或〈2〉项所述的稀土磁铁的制造方法,所述粘合剂粉末是选自含有金属锌的粉末、含有锌-铝系合金的粉末、含有铝-镧-铜系合金的粉末、含有金属锡的粉末和含有金属铋的粉末中的一种以上的粉末。
〈5〉根据〈1〉项~〈4〉项的任一项所述的稀土磁铁的制造方法,将所述混合粉末在所述粘合剂粉末的熔点以上的温度进行加压烧结。
〈6〉根据〈1〉项~〈5〉项的任一项所述的稀土磁铁的制造方法,还包括下述步骤:在所述加压烧结之前将所述混合粉末在磁场中进行压缩成形。
根据本公开,通过在钐-铁-氮系磁性粉末的粒子表面预先形成的被膜,粉末粒子的表面的摩擦减少,在加压烧结时,伴有软化或熔融了的粘合剂,从而促进粉末粒子的流动。其结果,能够提供能提高烧结体的密度从而能提高剩余磁化的钐-铁-氮系稀土磁铁的制造方法。
附图说明
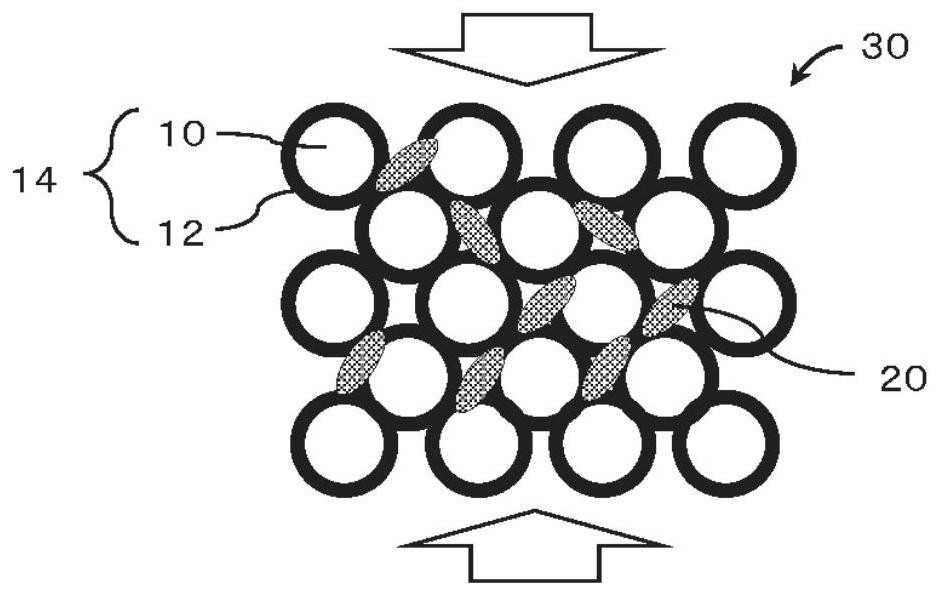
图1A是示意性地表示本公开的稀土磁铁的制造方法的一例中的、被覆磁性粉末与粘合剂粉末的压粉体的说明图。
图1B是表示将图1A的压粉体加热从而粘合剂粉末的粒子软化了的状态的说明图。
图1C是示意性地表示从图1B的状态赋予了压力的状态的说明图。
图2A是示意性地表示本公开的稀土磁铁的制造方法的另一例中的、被覆磁性粉末与粘合剂粉末的压粉体的说明图。
图2B是表示将图2A的压粉体加热从而粘合剂粉末的粒子熔融了的状态的说明图。
图2C是示意性地表示从图2B的状态赋予了压力的状态的说明图。
图3是表示使用旋转窑炉在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜的方法的一例的说明图。
图4是表示用蒸镀法在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜的方法的一例的说明图。
图5是表示使用TEM-EDX对被覆磁性粉末进行锌的面分析的一例的图像。亮视野表示锌存在的部位。
图6是表示将金属锌粉末一边加热一边进行X射线衍射分析时的、在各温度下的X射线衍射谱图的图。
图7A是示意性地表示以往的稀土磁铁的制造方法的一例中的、钐-铁-氮系磁性粉末与粘合剂粉末的压粉体的说明图。
图7B是表示将图7A的压粉体加热从而粘合剂粉末的粒子软化了的状态的说明图。
图7C是示意性地表示从图7B的状态赋予了压力的状态的说明图。
图8A是示意性地表示以往的稀土磁铁的制造方法的另一例中的、被覆磁性粉末的压粉体的说明图。
图8B是表示将图8A的压粉体加热了的状态的说明图。
图8C是示意性地表示从图8B的状态赋予了压力的状态的说明图。
图9是关于实施例1表示试样的表面的扫描型电子显微镜像的图像。
图10是关于比较例1表示试样的表面的扫描型电子显微镜像的图像。
图11是示意性地表示在加压烧结中使用的模具的一例的说明图。
附图标记说明
10 钐-铁-氮系磁性粉末
12 被膜
14 被覆磁性粉末
20 粘合剂粉末
30 压粉体
40 含有锌的粉末
100 旋转窑炉
110 搅拌鼓
120 材料收纳部
130 旋转轴
140 搅拌板
171 第1热处理炉
172 第2热处理炉
173 连结路
180 真空泵
181 第1容器
182 第2容器
200 冲模
210 模腔
220 冲头
240 加热器
具体实施方式
以下,对本公开的稀土磁铁的制造方法的实施方式进行详细说明。再者,以下所示的实施方式并不限定本公开的稀土磁铁的制造方法。
虽然不被理论约束,但使用附图一边与以往的稀土磁铁的制造方法等进行比较一边说明关于在本发明的稀土磁铁的制造方法中烧结体的密度提高的原因等的见解。
图1A~图1C是示意性地表示本公开的稀土磁铁的制造方法的一例的说明图。图1A是示意性地表示被覆磁性粉末与粘合剂粉末的压粉体的说明图。图1B是表示将图1A的压粉体加热从而粘合剂粉末的粒子软化了的状态的说明图。图1C是示意性地表示从图1B的状态赋予了压力的状态的说明图。
如图1A所示,由被覆磁性粉末14和粘合剂粉末20形成压粉体30。被覆磁性粉末14是在钐-铁-氮系磁性粉末10的表面形成被膜12而得到的。为了便于说明,与粉末粒子的直径相比,构成压粉体30的粉末粒子的间隔(空隙)比实际夸张地进行了描绘。只要没有特别说明,关于图1A以外的图也是同样的。
若将压粉体30加热,则如图1B所示,粘合剂粉末20软化从而变形。若在图1B的状态下如图1C所示那样对压粉体30在用空心箭头表示的方向上赋予压力,则被覆磁性粉末14的粒子彼此以更接近的方式流动。若在图1C所示的状态下结束加压烧结,则能得到密度高的烧结体。
认为:在本公开的稀土磁铁的制造方法中之所以能够得到粉末粒子的良好的流动,其一个原因是在将压粉体30进行了加热时粘合剂粉末20软化从而促进被覆磁性粉末14的各粒子的流动性,但并不仅仅是这一个原因。不具有被膜12的钐-铁-氮系磁性粉末10的粒子,其表面的摩擦系数大,即使粘合剂粉末20软化,也不至于得到粉末粒子的良好的流动。认为通过被膜12而使被覆磁性粉末14的粒子的表面的摩擦系数降低也有助于粉末粒子的良好的流动。关于这一见解,使用附图对以往的稀土磁铁的制造方法进行说明。
图7A~图7C是示意性地表示以往的稀土磁铁的制造方法的一例的说明图。这相当于后述的比较例1的情况。图7A是示意性地表示钐-铁-氮系磁性粉末与粘合剂粉末的压粉体的说明图。图7B是表示将图7A的压粉体加热从而粘合剂粉末的粒子软化了的状态的说明图。图7C是示意性地表示从图7B的状态赋予了压力的状态的说明图。
如图7A所示,由钐-铁-氮系磁性粉末10和粘合剂粉末20形成压粉体30。在钐-铁-氮系磁性粉末10的粒子的表面未特别地形成被膜。
若将压粉体30加热,则如图7B所示粘合剂粉末20软化从而变形。若在图7B的状态下如图7C所示那样对压粉体30在用空心箭头表示的方向上赋予压力,则钐-铁-氮系磁性粉末10的各粒子的间隔变狭窄,粘合剂粉末20进一步变形,但粉末粒子的流动性几乎没有提高。认为这是由于钐-铁-氮系磁性粉末10的粒子的表面的摩擦系数大的缘故。
图8A~图8B是示意性地表示以往的稀土磁铁的制造方法的另一例的说明图。其相当于后述的比较例2的情况。图8A是示意性地表示被覆磁性粉末的压粉体的说明图。图8B是表示将图8A的压粉体加热了的状态的说明图。图8C是示意性地表示从图8C的状态赋予了压力的状态的说明图。
如图8A所示,在该例中,被覆磁性粉末14形成压粉体30,压粉体30不含有粘合剂粉末。被覆磁性粉末14是在钐-铁-氮系磁性粉末10的粒子的表面形成被膜12而得到的。由于压粉体30不含有粘合剂粉末,因此即使将压粉体30加热,也如图8B所示那样没有特别的变化。若在图8B的状态下如图8C所示那样对压粉体30在用空心箭头表示的方向上赋予压力,则被覆磁性粉末14的各粒子的间隔变狭窄,但粉末粒子的流动性几乎没有提高。
即,本公开的稀土磁铁的制造方法,1)在钐-铁-氮系磁性粉末的粒子的表面形成被膜从而使被膜形成前的粉末粒子的表面的摩擦系数降低;2)用粘合剂粉末使被覆磁性粉末的各粒子的流动性得到促进从而提高烧结体的密度。在图1A~图1C中,对使粘合剂粉末的粒子软化的情况进行了说明,但如以下说明的图2A~图2C所示,即使使粘合剂粉末熔融,也能得到同样的效果。再者,关于粘合剂粉末的粒子软化的温度,在后面详细叙述。
图2A~图2C是示意性地表示本公开的稀土磁铁的制造方法的与图1A~图1B区别开的例子的说明图。图2A是示意性地表示被覆磁性粉末与粘合剂粉末的压粉体的说明图。图2B是表示将图2A的压粉体加热从而粘合剂粉末的粒子熔融了的状态的说明图。图2C是示意性地表示从图2B的状态赋予了压力的状态的说明图。
如图2A所示,由被覆磁性粉末14和粘合剂粉末20形成压粉体30。被覆磁性粉末14是在钐-铁-氮系磁性粉末的表面形成被膜12而得到的。
若将压粉体30加热,则如图2B所示那样粘合剂粉末20熔融。若在图2B的状态下如图2C所示那样对压粉体30在用空心箭头表示的方向上赋予压力,则被覆磁性粉末14的各粒子以更接近的方式流动。若在图2C所示的状态下结束加压烧结,则能得到密度高的烧结体。
这样,在图2A~图2B所示的例子中,在将压粉体30进行了加热时粘合剂粉末20熔融这一点不同,但其他与图1A~图1C所示的例子相同,在加压烧结中,被覆磁性粉末14的各粒子良好地流动,能得到密度高的烧结体。再者,在形成于被覆磁性粉末14的粒子的表面的被膜12为与粘合剂粉末20相同的材质的情况下,在加压烧结时被膜12也熔融。但是,如果预先形成被膜12,则即使在加压烧结时被膜12熔融,也能得到本发明的效果。
以下,对根据到此为止所叙述的见解等完成的本公开的稀土磁铁的制造方法的构成要件进行说明。
《稀土磁铁的制造方法》
本公开的稀土磁铁的制造方法包括被覆磁性粉末准备工序、混合粉末准备工序和加压烧结工序。以下对各工序进行说明。
〈被覆磁性粉末准备工序〉
在含有钐、铁和氮且具备具有Th
如上述那样,含有钐、铁和氮且具备具有Th
如果能够在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜,则其形成方法不特别限定。在进行后述的加压烧结工序时,利用被覆磁性粉末的粒子的表面的被膜而将钐-铁-氮系磁性粉末的粒子的表面与被膜的界面附近改性。因此,在获得被覆磁性粉末的阶段,钐-铁-氮系磁性粉末的粒子的表面与被膜的界面附近可以被改性,也可以不被改性。
作为被膜的形成方法,例如可列举使用旋转窑炉的方法以及蒸镀法等。对这些方法分别进行简单说明。
〈使用旋转窑炉的方法〉
图3是表示使用旋转窑炉在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜的方法的一例的说明图。
旋转窑炉100具备搅拌鼓110。搅拌鼓110具有材料收纳部120、旋转轴130、搅拌板140。在旋转轴130上连结有电动机等旋转单元(未图示)。
向材料收纳部120装入钐-铁-氮系磁性粉末10和含有锌的粉末40。然后,一边将搅拌鼓110旋转,一边用加热器(未图示)加热材料收纳部120。
如果将材料收纳部120加热至比含有锌的粉末40的熔点低的温度,则含有锌的粉末40的锌成分在钐-铁-氮系磁性粉末10的粒子的表面进行固相扩散。其结果,在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜。如果将材料收纳部120加热至含有锌的粉末40的熔点以上,则得到含有锌的粉末的熔液,该熔液与磁性材原料粉末150接触,如果在该状态下冷却材料收纳部120,则在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜。不论是哪种情况,钐-铁-氮系磁性粉末的粒子的表面与被膜的界面附近都被改性。
旋转窑炉的操作条件只要适当决定以使得能得到所期望的被膜即可。
在将含有锌的粉末的熔点设为T时,材料收纳部的加热温度例如可以为(T-50)℃以上、(T-40)℃以上、(T-30)℃以上、(T-20)℃以上、(T-10)℃以上、或T℃以上,可以为(T+50)℃以下、(T+40)℃以下、(T+30)℃以下、(T+20)℃以下、或(T+10)℃以下。再者,在含有锌的粉末为含有金属锌的粉末的情况下,T为锌的熔点。另外,在含有锌的粉末为含有锌合金的粉末的情况下,T为锌合金的熔点。
旋转速度例如可以为5rpm以上、10rpm以上、或20rpm以上,可以为200rpm以下、100rpm以下、或50rpm以下。为了防止粉末和所形成的被膜等的氧化,旋转时的气氛优选为惰性气体气氛。关于惰性气体气氛,也包括氮气气氛。
在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜后,被覆磁性粉末的粒子彼此结合的情况下,可以将其结合体粉碎。粉碎方法不特别限定,可列举使用例如球磨机、颚式破碎机、喷射式粉碎机、切碎机以及它们的组合来进行粉碎的方法等。
〈蒸镀法〉
图4是表示用蒸镀法在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜的方法的一例的说明图。
将钐-铁-氮系磁性粉末10收纳于第1容器181中,将含有锌的粉末40收纳于第2容器182中。将第1容器181收纳于第1热处理炉171中,将第2容器182收纳于第2热处理炉172中。将第1热处理炉171和第2热处理炉172用连结路173连结。第1热处理炉171和第2热处理炉172以及连结路173具备气密性,在第2热处理炉上连结真空泵180。
用真空泵180将第1热处理炉171和第2热处理炉172以及连结路173的内部减压后,将它们的内部加热。于是,从收纳于第2容器182中的含有锌的粉末40产生含有锌的蒸气。含有锌的蒸气如图4的实线箭头所示从第2容器182的内部向第1容器181的内部移动。
移动至第1容器181的内部的含有锌的蒸气被冷却,从而在钐-铁-氮系磁性粉末10的粒子表面形成(蒸镀)被膜。这样得到的被膜与钐-铁-氮系磁性粉末的粒子的表面的界面附近未被改性。
通过将第1容器181设为旋转容器,从而能够成为窑炉,能够进一步提高在钐-铁-氮系磁性粉末10的表面形成的被膜的被覆百分率。关于被覆百分率,在后面进行叙述。
用图4中所示的方法形成被膜的情况下的诸条件只要适当确定以使得能得到所期望的被膜即可。
第1热处理炉的温度(钐-铁-氮系磁性粉末的加热温度)例如可以为120℃以上、140℃以上、160℃以上、180℃以上、200℃以上、或220℃以上,可以为300℃以下、280℃以下、或260℃以下。
将含有锌的粉末的熔点设为T时,第2热处理炉的温度(含有锌的粉末的加热温度)例如可以为T℃以上、(T+20)℃以上、(T+40)℃以上、(T+60)℃以上、(T+80)℃以上、(T+100)℃以上、或(T+120)℃以上,可以为(T+200)℃以下、(T+180)℃以下、(T+160)℃以下、或(T+140)℃以下。再者,在含有锌的粉末为含有金属锌的粉末的情况下,T为锌的熔点。另外,在含有锌的粉末为含有锌合金的粉末的情况下,T为锌合金的熔点。虽然可以在第2容器182中收纳含有锌的块状材料,但是,从将第2容器182的装入物迅速地熔融、并从其熔液产生含有锌的蒸气的观点出发,优选在第2容器182中收纳含有锌的粉末。
为了促进含有锌的蒸气的产生、并且防止粉末和所形成的被膜等的氧化,第1热处理炉和第2热处理炉设为减压气氛。作为气氛压力,例如优选为1×10
在第1容器181为旋转容器的情况下,旋转速度例如可以为5rpm以上、10rpm以上、或20rpm以上,可以为200rpm以下、100rpm以下、或50rpm以下。
在蒸镀法中,在钐-铁-氮系磁性粉末的粒子的表面形成含有锌的被膜后,被覆磁性粉末的粒子彼此结合的情况下,也可以将其结合体粉碎。粉碎方法不特别限定,可列举使用例如球磨机、颚式破碎机、喷射式粉碎机、切碎机以及它们的组合来进行粉碎的方法等。
在用任一方法在钐-铁-氮系磁性粉末的表面形成被膜的情况下,都是被膜的被覆百分率高时能够在后述的加压烧结工序中使粒子的流动性更加良好。接着,对被覆百分率的求法进行说明。
〈被覆百分率〉
在钐-铁-氮系磁性粉末的粒子的表面形成的被膜的被覆百分率,是用透射型电子显微镜(TEM:Transmission electron microscopy)观察被覆磁性粉末的粒子,并用能量色散型X射线光谱仪(EDX:Eergy-Dispersive X-ray spectroscopy)对被膜部分进行锌的面分析而求出。图5是表示使用TEM-EDX对被覆磁性粉末进行了锌的面分析的一例的图像。亮视野表示锌存在的部位。
在图5中,粒状的暗视野表示钐-铁-氮系磁性粉末的粒子,其周围的线状的亮视野表示含有锌的被膜。在这样所示的被覆磁性粉末的粒子的截面中,含有锌的被膜被覆钐-铁-氮系磁性粉末的粒子表面的部分的长度(线状的亮视野的长度)相对于钐-铁-氮系磁性粉末的粒子表面的总周长(粒状的暗视野的外周总长度)的百分率作为被覆百分率。
这样求出的被覆百分率优选为90%以上,更优选为95%以上,理想是100%(钐-铁-氮系磁性粉末的粒子被完全地被覆)。
钐-铁-氮系磁性粉末的粒子非常硬。与其相比,含有锌的粉末的粒子一般为软质。由此来看,有时仅通过将钐-铁-氮系磁性粉末和含有锌的粉末混合,变形了的含有锌的粉末的粒子就附着于钐-铁-氮系磁性粉末的粒子的表面而形成被膜。但是,仅是混合的话难以稳定地使被覆百分率为90%以上。因此,在准备被覆磁性粉末时,优选采用上述那样的使用旋转窑炉的方法以及蒸镀法等。
〈混合工序〉
将熔点为含有锌的被膜的熔点以下的粘合剂粉末和被覆磁性粉末混合从而得到混合粉末。关于粘合剂粉末的详细情况,在后面进行叙述。
粘合剂粉末和被覆磁性粉末的混合方法没有特别的限制。作为混合方法,可列举使用研钵、ノビルタ(注册商标)、碾滚轮式混合机、搅拌式混合机、机械融合机(mechanofusion)、V型混合器以及球磨机等进行混合的方法。也可以将这些方法组合。再者,V型混合器是如下装置:具备将2个筒型容器连结成V型而成的容器,通过将该容器旋转,从而容器中的粉末因重力和离心力而反复进行集合和分离从而被混合。
在粘合剂粉末与被覆磁性粉末的混合中也可以不使用上述那样的混合机等。例如可列举:在将粘合剂粉末和被覆磁性粉末的各粉末收纳于在后述的加压烧结工序中使用的冲模的模腔时,通过该收纳动作而将粘合剂粉末和被覆磁性粉末混合;等等。
〈加压烧结工序〉
将混合粉末进行加压烧结。也可以在加压烧结之前将混合粉末压缩成形并在得到压粉体之后将压粉体进行加压烧结。关于混合粉末的压缩成形,在后面进行叙述。
通过采用加压烧结,将混合粉末加热,混合粉末中的粘合剂粉末软化或熔融了时,能够在加压压力下使被覆磁性粉末的粒子流动。在后述的加压烧结温度比含有锌的被膜的熔点高的情况下,被覆磁性粉末的被膜熔融,但能够使钐-铁-氮系磁性粉末的粒子流动,能够同样地得到本发明的效果。
接着,对加压烧结温度进行说明。在说明时,将在粘合剂粉末的X射线衍射谱图中峰消失的温度设为T
如果加压烧结温度为(T
加压烧结温度在不超过上述的上限温度的限度下只要为粘合剂粉末软化的温度以上即可。粘合剂粉末软化的温度通过对粘合剂粉末进行X射线衍射分析而得到。以金属锌粉末的情况为例,使用附图来对其进行说明。
图6是表示将金属锌粉末一边加热一边进行X射线衍射分析时的在各温度下的X射线衍射谱图的谱图。
金属锌具有六方最密填充结构(HCP)的晶体结构,若对金属锌粉末进行X射线衍射分析,则在特定的角度产生峰。如图6所示,在380℃峰消失。另一方面,金属锌的熔点是比380℃高的419℃。虽然不被理论拘束,但是认为这是因为在380℃金属锌软化从而晶体结构变形、或者晶体结构紊乱的缘故。
在本公开的稀土磁铁的制造方法中,粘合剂粉末的软化有助于粉末粒子的流动性提高。由此来看,加压烧结温度只要为粘合剂粉末软化的温度以上、即为在粘合剂粉末的X射线衍射谱图中峰消失的温度T
如上所述,在加压烧结时粘合剂粉末可以熔融。由此来看,加压烧结温度在不超过上述的上限温度的限度下可以为粘合剂粉末的熔点以上。
烧结压力和烧结时间,只要考虑钐-铁-氮系磁性粉末和粘合剂粉末各自的粒径和配合量等来适当决定即可。作为烧结压力,例如可以为500MPa以上、700MPa以上、900MPa以上、1100MPa以上、1300MPa以上、或1400MPa以上,可以为5000MPa以下、4000MPa以下、3500MPa以下、3000MPa以下、2500MPa以下、2300MPa以下、2100MPa以下、1900MPa以下、1700MPa以下、或1600MPa以下。作为烧结时间,例如可以为10秒以上、100秒以上、500秒以上、1000秒以上、1500秒以上、1800秒以上、2000秒以上、或2500秒以上,可以为3600秒以下、3200秒以下、3000秒以下、2800秒以下、或2700秒以下。
从防止压粉体和烧结体的氧化的观点出发,烧结优选在惰性气体气氛中进行。关于惰性气体气氛,也包括氮气气氛。
如果满足到此为止说明过的情况,则加压烧结的方法没有特别的限制。例如可列举使用具备冲模和冲头的模具的方法。图11是示意性地表示在加压烧结中使用的模具的一例的说明图。冲模200具有模腔210,冲头220在模腔的内部滑动。将混合粉末收纳于冲模200的模腔210内,使冲头220移动,由此将混合粉末进行压缩成形。另外,在模腔的外周可以具备加热用的加热器240。
〈压缩成形工序〉
如上所述,可以任意地在加压烧结之前将混合粉末压缩成形从而得到压粉体。压缩成形方法没有特别的限制。可以将在压缩成形工序中使用的模具与在加压烧结工序以及后述的磁场施加工序中使用的模具共用。在使在压缩成形工序中使用的模具与在加压烧结工序以及磁场施加工序中使用的模具共有的情况下,优选模具采用容易向模具的模腔内施加磁场、且能耐受烧结时的高温和高压的材质制造。作为模具的材质,例如可列举碳化钨系硬质合金和/或因科内尔镍铬铁合金(镍铬铁耐热耐蚀合金:inconel)等。另外,也可以是它们的组合。从模具的耐久性等的观点出发,模具的材质优选为碳化钨系硬质合金。
从提高烧结体的密度的观点出发,在不损害模具的耐久性的限度下优选压缩成形时的压力大。作为压缩成形时的压力,例如可以为10MPa以上、50MPa以上、100MPa以上、500MPa以上、或1000MPa以上,可以为5000MPa以下、4000MPa以下、3000MPa以下、或2000MPa以下。
将混合粉末压缩成形而得到压粉体时的温度,只要是对后续的加压烧结工序等不产生障碍的温度即可,作为典型为室温。
对于将混合粉末压缩成形而得到压粉体时的气氛,没有特别的限制,但是,从抑制混合粉末和压粉体的氧化的观点出发,可以为惰性气体气氛。关于惰性气体气氛,也包括氮气气氛。
〈磁场施加工序〉
在混合粉末的压缩成形时,可以对混合粉末施加磁场。由此,能够对烧结体赋予各向异性。磁场的施加方向不特别的限制,但是,作为典型,在与混合粉末的压缩成形方向垂直的方向上施加磁场施加。
磁场的施加方法没有特别的限制。作为磁场的施加方法,例如可列举向容器的内部装入混合粉末,并对混合粉末施加磁场的方法等。作为容器,如果能够使磁场作用于容器的内部,就没有特别的限制,例如能够使用将混合粉末压缩成形的模具作为容器。在施加磁场时,可列举在容器的外周设置磁场发生装置等。另外,在施加的磁场大的情况下,也能够使用例如磁化装置等。
施加的磁场的大小例如可以为100kA/m以上、150kA/m以上、160kA/m以上、300kA/m以上、500kA/m以上、1000kA/m以上、或1500km/A以上,可以为4000kA/m以下、3000kA/m以下、2500kA/m以下、或2000kA/m以下。作为磁场的施加方法,可列举使用电磁铁来施加静磁场的方法以及使用交流来施加脉冲磁场的方法等。
接着,对钐-铁-氮系磁性粉末和粘合剂粉末进行说明。另外,对在被覆磁性粉末准备工序中使用的含有锌的粉末进行说明。
〈钐-铁-氮系磁性粉末〉
在本公开的稀土磁铁的制造方法中使用的磁性粉末,含有钐、铁和氮,含有具有Th
在钐-铁-氮系磁性粉末中可以含有例如用组成式(Sm
在钐-铁-氮系磁性粉末中的磁性相中,可以在不损害本公开的制造方法的效果和成果物的磁特性的范围内含有R。这样的范围用上述组成式中的i表示。i例如可以为0以上、0.10以上、或0.20以上,可以为0.50以下、0.40以下、或0.30以下。R为选自除了钐以外的稀土元素和钇以及锆之中的1种以上。在本说明书中,所谓稀土元素是指钪、镧、铈、镨、钕、钷、钐、铕、钆、铽、镝、钬、铒、铥、镱、钌。
关于(Sm
在钐-铁-氮系磁性粉末中的磁性相中,可以在不损害本公开的稀土磁铁的制造方法的效果和成果物的磁特性的范围内含有Co。这样的范围在上述组成式中用j表示。j可以为0以上、0.10以上、或0.20以上,可以为0.52以下、0.40以下、或0.30以下。
关于(Sm
钐-铁-氮系磁性粉末中的磁性相,通过在用(Sm
关于(Sm
钐-铁-氮系磁性粉末,除了用(Sm
作为上述的M
钐-铁-氮系磁性粉末的粒径,只要成果物具有所期望的磁特性、且不对本公开的稀土磁铁的制造方法的效果造成阻碍,就没有特别的限制。作为钐-铁-氮系磁性粉末的粒径,以D
对于本公开的稀土磁铁的制造方法而言,在被覆磁性粉末准备工序或加压烧结工序中,将钐-铁-氮系磁性粉末的粒子的表面附近改性。通过钐-铁-氮系磁性粉末中的氧被被覆磁性粉末的粒子表面的被膜或粘合剂粉末的锌成分吸收,能够使成果物的磁特性、尤其是矫顽力提高。钐-铁-氮系磁性粉末中的氧的含量只要考虑在制造工序中吸收钐-铁-氮系磁性粉末中的氧的量来决定即可。优选:相对于钐-铁-氮系磁性粉末总体,钐-铁-氮系磁性粉末的氧含量低。钐-铁-氮系磁性粉末的氧含量,相对于钐-铁-氮系磁性粉末总体,优选为2.00质量%以下,更优选为1.34质量%以下,进一步优选为1.05质量%以下。另一方面,极度地降低钐-铁-氮系磁性粉末中的氧的含量会招致制造成本的增大。由此来看,钐-铁-氮系磁性粉末的氧的含量,相对于钐-铁-氮系磁性粉末总体,可以为0.1质量%以上、0.2质量%以上、或0.3质量%以上。
钐-铁-氮系磁性粉末,如果满足到此为止说明过的情况,则其制造方法没有特别的限制,也可以使用市售品。作为钐-铁-氮系磁性粉末的制造方法,例如可列举下述方法等等:利用还原扩散法由钐氧化物和铁粉制造钐-铁合金粉末,在氮气与氢气的混合气体、氮气以及氨气等的气氛中进行600℃以下的加热处理,从而得到钐-铁-氮系磁性粉末。或者,例如可列举下述方法等等:利用熔化法制造钐-铁合金,将该合金进行粗粉碎,并将所得对的粗粉碎粒进行氮化,将其进一步粉碎至成为所期望的粒径为止。在粉碎中,能够使用例如干式喷射式粉碎机、干式球磨机、湿式球磨机或湿式珠磨机等。另外,也可以将它们组合来使用。
〈粘合剂粉末〉
粘合剂粉末具有锌的熔点以下的熔点。粘合剂粉末与钐-铁-氮系磁性粉末混合,被供于加压烧结。由此来看,关于粘合剂粉末,作为典型为金属粉末和/或合金粉末。即,粘合剂粉末作为典型为具有锌的熔点以下的熔点的金属粉末和/或合金粉末。
如果粘合剂粉末的熔点小于含有锌的被膜的熔点,则在加压烧结时即使粘合剂粉末变为熔液,被覆磁性粉末的粒子表面的被膜也难以熔融,能够促进粉末粒子的流动。如果预先施加了被膜,则即使粘合剂粉末的熔点与含有锌的被膜的熔点相同,并在锌的熔点以上的温度进行加压烧结从而被覆磁性粉末的粒子表面的被膜熔融,也能维持粉末粒子的流动性的促进。
在以往的稀土磁铁的制造方法、例如专利文献1中所公开的制造方法中,含有锌的粉末兼作为粘合剂和改性材料。另一方面,在本公开的稀土磁铁的制造方法中,可以在被覆磁性粉末准备工序中进行改性,因此作为粘合剂粉末能够使用含有除了锌以外的金属的粉末、以及含有除了锌以外的金属的合金的粉末。
如上述那样,关于被覆磁性粉末,在被覆磁性粉末准备工序和加压烧结工序的至少任一工序中将钐-铁-氮系磁性粉末的粒子的表面与被膜的界面附近改性。在以下的说明中,有时将通过改性而生成的相称为“改性相”。
钐-铁-氮系磁性粉末的粒子的表面容易被氧化。由此来看,在钐-铁-氮系磁性粉末的粒子的表面,除了完全的磁性相以外,存在着不稳定相。若不稳定相被分解,则成为αFe的供给源,矫顽力降低。因此,通过改性相的形成来抑制矫顽力的降低。
认为改性相是在钐-铁-氮系磁性粉末的粒子的表面形成的含有锌的被膜与αFe相反应而形成的锌-铁相(Zn-Fe相)。作为锌-铁相,可列举例如Γ相、Γ
为了抑制矫顽力的降低,粘合剂粉末优选是尽可能不对改性相的形成和维持造成不良影响的粉末。作为这样的粘合剂粉末,例如可列举含有金属锌的粉末、含有锌合金的粉末、含有铝-镧-铜系合金的粉末、含有金属锡的粉末、含有金属铋的粉末以及它们的组合等。
所谓金属锌意指未被合金化的锌。金属锌的纯度可以为95.0质量%以上、98.0质量%以上、99.0质量%以上、或99.9质量%以上。金属锌粉末可以使用采用氢等离子体反应法(HRMR法)制造的金属锌粉末。
若用锌-M
在用锌-M
对锌合金之中的典型的锌-铝系合金进一步说明。锌-铝系合金可以含有8~90原子%的锌和2~10原子%的铝。或者,锌-铝系合金可以含有2~10原子%的铝、且余量为锌以及不可避免的杂质。
铝-镧-铜系合金可以含有5~20原子%的铝、55~75原子%的镧以及15~25原子%的铜。或者,铝-镧-铜系合金可以含有5~20原子%的铝和15~25原子%的铜、且余量为镧以及不可避免的杂质。
所谓金属锡意指未被合金化的锡。金属锡的纯度可以为95.0质量%以上、98.0质量%以上、99.0质量%以上、或99.9质量%以上。
所谓金属铋意指未被合金化的铋。金属铋的纯度可以为95.0质量%以上、98.0质量%以上、99.0质量%以上、或99.9质量%以上。
粘合剂粉末的粒径没有特别的限制,但优选比钐-铁-氮系磁性粉末的粒径细小。粘合剂粉末的粒径,以D
由于粘合剂粉末并不有助于磁力显现,因此若粘合剂粉末的混合量过量,则成果物的磁化降低。从确保作为粘合剂的功能的观点出发,可以以粘合剂粉末相对于被覆磁性粉末成为1质量%以上、3质量%以上、或5质量%以上的方式混合粘合剂粉末。从抑制成果物的磁化的降低的观点出发,可以以粘合剂粉末相对于被覆磁性粉末成为20质量%以下、15质量%以下、或10质量%以下的方式混合粘合剂粉末。
根据到此为止的说明,作为粘合剂粉末,能够使用选自含有金属锌的粉末、含有锌-铝系合金的粉末、含有铝-镧-铜系合金的粉末、含有金属锡的粉末和含有金属铋的粉末之中的一种以上的粉末。
在到此为止的说明中,例如,“含有金属锌的粉末”意指除了金属锌粉末以外也可以含有不可避免地含有的物质。不可避免的杂质的含量相对于含有金属锌的粉末总体优选为5质量%以下。再者,所谓不可避免的杂质是在进行金属锌粉末的制造等的情况下不可避地含有的物质,作为典型为氧化物。在此说明的情况,对于含有金属锌的粉末以外的粉末也是同样的。
〈含有锌的粉末〉
在被覆磁性粉末准备工序中使用含有锌的粉末。在被覆磁性粉末准备工序中也能够使用作为粘合剂粉末使用的含有锌的粉末。但是,在钐-铁-氮系磁性粉末的粒子的表面形成的被膜吸收氧而有助于改性。若含有锌的粉末的氧含量少,则能够较多地吸收钐-铁-氮系磁性粉末中的氧,故优选。从该观点出发,在被覆磁性粉末准备工序中使用含有锌的粉末的情况下,其氧含量相对于含有锌的粉末总体优选为5.0质量%以下,更优选为3.0质量%以下,进一步优选为1.0质量%以下。另一方面,极度地降低含有锌的粉末的氧的含量会招致制造成本的增大。由此来看,含有锌的粉末的氧的含量相对于含有锌的粉末总体可以为0.1质量%以上、0.2质量%以上、或0.3质量%以上。
实施例
以下,利用实施例和比较例来对本公开的稀土磁铁的制造方法进行更具体的说明。再者,本公开的稀土磁铁的制造方法并不被在以下的实施例中使用的条件限定。
《试样的准备》
按照以下的要领准备了稀土磁铁的试样。
〈实施例1~10〉
在含有93.0质量%的Sm
在将钐-铁-氮系磁性粉末的粒子表面改性的情况下,使用图3所示的旋转窑炉来形成被膜,在不将其改性的情况下,采用图4所示的方法(蒸镀法)来形成被膜。
在使用了图3所示的旋转窑炉的情况下,将搅拌鼓的加热温度加热至410℃,在氩气气氛(气氛压力为30Pa)下进行了100分钟的处理。在使用了图4所示的方法的情况下,使第1热处理炉的温度为240℃,使第2热处理炉的温度为490℃,使炉内的真空度(气氛压力)为0.1Pa,一边将第1热处理炉内的第1容器旋转一边进行了300分钟的处理。钐-铁-氮系磁性粉末和金属锌粉末都是将20g粉末装入第1容器或第2容器中。再者,在使用了图4所示的方法的情况下,在开始第1热处理炉和第2热处理炉的加热之前,对第1容器和第2容器反复进行真空排气和氩气清洗,使其成为上述的真空度(气氛压力)。
将这样准备的被覆磁性粉末和粘合剂粉末混合从而得到混合粉末。然后,将混合粉末在磁场中压缩成形从而得到压粉体。进而,将压粉体加压烧结从而得到烧结体(稀土磁铁),将该烧结体作为试样。
压缩成形时的压力为50MPa,施加磁场的大小为800kA/m,加压烧结时的压力为1500MPa,而且,加压烧结时的气氛为氩气气氛(97000Pa)。
〈比较例1~2〉
除了没有在钐-铁-氮系磁性粉末的粒子的表面形成被膜以外,与实施例同样地准备了比较例1的试样。另外,除了没有混合粘合剂粉末以外,与实施例同样地准备了比较例2的试样。
《评价》
对于实施例1~10和比较例1~2的试样,测定了密度和磁特性。测定在室温下进行。密度采用阿基米德法测定。矫顽力使用振动试样型磁力计(VSM)测定,剩余磁化采用直流磁化磁通计测定。另外,关于实施例1和比较例1,研磨试样的表面,使用扫描型电子显微镜(SEM:Scanning Electron Microscope)观察其表面。而且,对于实施例1~10和比较例2,采用图5等所示的方法求出被覆磁性粉末的被覆百分率。
将结果示于表1中。在表1中同时记载了被膜的有无、被膜的锌量、被覆时的改性的有无、粘合剂粉末的种类、粘合剂粉末的混合量、粘合剂粉末的熔点以及软化点、以及烧结温度。被膜的锌量是金属锌粉末的质量相对于钐-铁-氮系磁性粉末的质量的质量%。关于粘合剂粉末的种类,Zn为含有金属锌的粉末,Zn-Al为含有含95原子%的锌和5原子%的铝的锌-铝合金的粉末,Al-La-Cu为含有含15.6原子%的铝、65.0原子%的镧和19.4原子%的铜的铝-镧-铜合金的粉末,Sn为含有金属锡的粉末,而且,Bi为含有金属铋的粉末。粘合剂粉末的混合量为粘合剂粉末的质量相对于被覆磁性粉末的质量的质量%(就比较例1而言,为粘合剂粉末的质量相对于钐-铁-氮系磁性粉末的质量的质量%)。粘合剂粉末的软化点是X射线衍射谱图中的峰消失的温度,“-”表示无测定值。
另外,在图9和图10中示出试样的扫描型电子显微镜观察结果。图9是关于实施例1表示试样的表面的扫描型电子显微镜像的图像。图10是关于比较例1表示试样的表面的扫描型电子显微镜像的图像。在图9和图10的图像中,暗视野表示空隙。
由表1能够理解到:预先在钐-铁-氮系磁性粉末的粒子的表面形成被膜、并且混合粘合剂粉末并进行了加压烧结的实施例1~10的试样,与比较例1~2的试样相比,得到密度高的烧结体(稀土磁铁),磁化提高。另外,由图9能够理解到:实施例1~10的试样,空隙少,密度提高。
由这些结果能够确认到本公开的稀土磁铁的制造方法的效果。
- R-T-B系稀土族烧结磁铁用合金、R-T-B系稀土族烧结磁铁用合金的制造方法、R-T-B系稀土族烧结磁铁用合金材料、R-T-B系稀土族烧结磁铁、R-T-B系稀土族烧结磁铁的制造方法和电动机
- 稀土磁性合金粉末的制造方法与制造装置、稀土束缚磁铁的制造方法、稀土烧结磁铁的制造方法以及增加惰性气体纯度的方法与装置