一种立式淬火装置以及回火装置
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及热处理设备领域,更具体地说,涉及一种立式淬火装置以及回火装置。
背景技术
将经过淬火的工件重新加热到低于下临界温度Ac1,临界温度Ac1即加热时珠光体向奥氏体转变的开始温度,保温一段时间后在空气或水、油等介质中冷却的金属热处理工艺。或将淬火后的合金工件加热到适当温度,保温若干时间,然后缓慢或快速冷却。一般用于减小或消除淬火钢件中的内应力,或者降低其硬度和强度,以提高其延性或韧性。淬火后的工件应及时回火,通过淬火和回火的相配合,才可以获得所需的力学性能。
现有技术中,加热好的金属工件需要人工进行淬火,采用低温淬火液时,产生的蒸汽还可能灼伤人体皮肤,同样的现有技术中,进行回火操作也是通过人力进行衔接的,费时费力。针对以上问题,本发明提出了一种自动分步进行淬火的立式淬火装置,其加热量大,加热区域用地面积小,并还提供了一种立式回火装置,进行回火操作时自动衔接,减少人力成本的消耗。
发明内容
本发明所要解决的技术问题是:提供一种自动分步进行淬火的立式淬火装置,其加热区域用地面积小,并还提供了一种立式回火装置,进行回火操作时自动衔接,减少人力成本的消耗。
本发明所采取的技术方案是:提供一种立式淬火装置,包括隔热罩,隔热罩由内向外分为内壳、隔热层和外壳,用以提供加工件加热的腔体,隔热罩的上端设有进料口,隔热罩的下端设有出料口;螺旋杆,竖直安装在隔热罩的内部,隔热罩上端安装的慢速电机驱动螺旋杆转动;电热管,安装在隔热罩的内部,用于对螺旋杆上运输的加工件加热;水平运输装置,安装在出料口的下方,用于横向运输加热好的加工件;出液管,安装在水平运输装置的上方且位于隔热罩的外侧,用于对加工件喷淋淬火液。
采用以上结构后,淬火中的加热工序与淬火工序连接在一起,并且加热工序采用立式加热,其加热量大,加工件的受热均匀,并且立式加热外设有隔热罩,使其内部的热量能够聚集,增加了能源利用率。加热工序中的加热量、加热温度全程可控,并且淬火工序直接在水平运输装置上完成,其完成品可由该装置直接输出,打包。通过以上设置,使得本发明能够全自动完成金属加工件的淬火,减少了各步骤的衔接时间,提高了生产效率。
作为优选,所述水平运输装置包括料斗和驱动电机,料斗为链式环状结构并受驱动电机驱动做循环转动。
作为优选,所述水平运输装置包括有绞龙和伺服电机,伺服电机驱动绞龙转动;绞龙在伺服电机的驱动下转动,其螺旋槽转动挤压加工件,进而驱动加工件做横向螺旋移动。
作为优选,所述绞龙的下方设有排液口,用于除去多余的淬火液;多余的淬火液经过过滤处理还能被二次利用。
作为优选,所述出液管的上方设有排烟机,用以收集淬火液受热产生的蒸汽;避免蒸汽溢散到空气当中。
作为优选,所述隔热罩的底部设有支架,用以支撑螺旋杆;支架的设置还能密封住隔热罩的底部,使隔热罩进剩出料口排出加工件。
一种立式回火装置,包括有第一立式淬火装置和第二立式淬火装置,所述第一立式淬火装置的水平运输装置的输出端连接第二立式淬火装置的进料口。
采用以上结构后,回火装置中淬火与回火之间的衔接是通过水平运输装置完成的,减少了人力支出成本,提高了生产效率。
作为优选,所述第一立式淬火装置中的水平运输装置选用绞龙和伺服电机;绞龙运输更容易将加工件输送至第二立式淬火装置中的进料口内。
附图说明
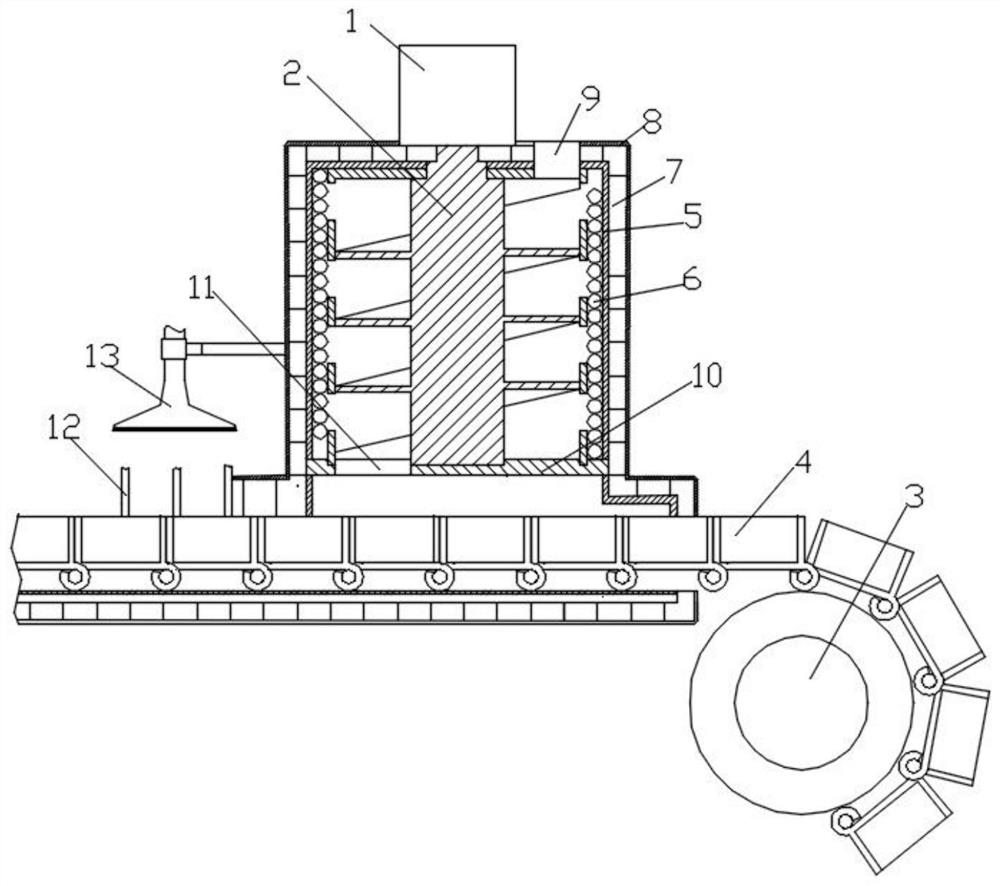
图1为本发明中实施例1的结构示意图;
图2为本发明中实施例2的结构示意图;
图3为本发明中回火装置的结构示意图。
图中标号说明:
其中1、慢速电机;2、螺旋杆;3、驱动电机;4、料斗;5、内壳;6、电热管;7、隔热层;8、外壳;9、进料口;10、支架;11、出料口;12、出液管;13、排烟机;14、绞龙;15、伺服电机;16、排液口。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电气连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
本发明中的物料即为待加工的金属工件。待加工的金属工件在加热区的加热时间、温度受到金属工件本身的材料、大小、形状等因素决定的。但本发明主要是针对中低温淬火工艺,淬火的最大温度为1600℃,对应的螺旋杆2、内壳5、支架10和隔热层7的承受温度至少是在该淬火最大温度以上。铝合金材质的工件最高淬火温度在900℃以内,本说明书中以铝合金螺丝为例,其淬火温度在400-700℃。
实施例1
如图1所示,在隔热壳的上端安装有一个慢速电机1,慢速电机1底端的输出轴连接螺旋杆2,螺旋杆2安装在隔热壳的内部。隔热壳分为三层,由内向外依次是内壳5、隔热层7和外壳8,内壳5和隔热层7需要承受一千多摄氏度以内的温度,所以内壳5选用314不锈钢材料,隔热层7选用硅酸铝耐火材料。在内壳5与螺旋杆2之间安装有电热管6,电热管6通电后产生中频电流,进而对螺旋杆2上输送的加工件进行加热处理。在隔热壳的右上方设有进料口9,隔热壳的底部安装有支架10,支架10的作用一方面是为了支撑螺旋杆2,另一方面是密封住螺旋杆2的底部,使得螺旋杆2输送加工件时,仅从隔热壳的左下方设有的出料口11排出。
隔热壳的底部安装有水平运输装置,是采用传送带结构,即链式环状的料斗4经由驱动电机3的驱动,做循环转动,料斗4的上端开口承接来自出料口11的加工件。待加工件由料斗4运输到出液管12的位置时,出液管12排出的淬火液对料斗4内的加工件进行冷却淬火,淬火完成后,再由料斗4向外运输。
以铝合金螺丝淬火为例,本发明的工作步骤如下:
首先接通电热管6,电热管6对隔热壳中的空腔进行加热,直至温度稳定在390~430℃之间。再打开慢速电机1,慢速电机1工作带螺旋杆2旋转作业,向进料口9的内部逐步投放待加工的铝合金螺丝,之后慢速电机1工作,在一些示例中,慢速电机1间接性工作,使得铝合金螺丝在隔热壳内保温80分钟。保温80分钟后,经过螺旋杆2的输送,铝合金螺丝从出料口11掉落至料斗4内,驱动电机3带动装有加热好的铝合金螺丝向左移动,移动至出液管12位置时,出液管12喷淋处淬火液对铝合金螺丝做冷却处理,淬火液对铝合金螺丝的淬火冷却速度在60℃/s以上。经过淬火处理后的铝合金螺丝有料斗4向外运输。
在一些示例中,出液管12的上方设有排烟机13,当淬火液采用低温淬火液时,即淬火液的沸点小于加热后的加工件表面温度,淬火液冷却淬火时将对产生蒸汽,而排烟机13则是对蒸汽进行收集处理。
实施例2
如图2所示,本实施例不同于实施例1之处在于,本实施例中的水平运输装置采用绞龙14式结构,即水平运输装置包括有绞龙14和伺服电机15,伺服电机15工作带动绞龙14转动,绞龙14上的螺纹槽受绞龙14转动而螺旋挤压加工件,使加工件做水平运输。
本实施例中淬火液采用水,因为水的粘度小、热容量大,蒸发热快,冷却能力强,而且使用非常方便、经济,淬火加热的制品在水中冷却可以分为三个阶段:靠前阶段为膜状沸腾阶段:当炽热制品与淬火液刚接触时,在其表面立即形成一层不均匀的过热蒸汽薄膜,它很牢固,导热性不好,使制品的冷却速度降低,但是铝合金螺丝随着绞龙14的滚动输送而发生搅拌,铝合金螺丝之间相互摩擦使得过热蒸汽薄膜能够加速被破开。第二阶段为气泡沸腾阶段,当蒸汽薄膜破坏时,靠近金属表面的液体产生剧烈的沸腾,发生强烈的热交换。第三阶段为热量对流阶段,淬火液的循环,或制品左右摆动、或上下移动,增加制品表面与水产生对流的热交换,以提高冷却速度。而淬火液受热蒸发的热气由用于喷淋的窗口排出。多余的以液体形式的淬火液从排液口排出,经过淬火处理的铝合金螺丝从绞龙14的末端排出。
实施例3
如图3所示,本实施例中是由实施例2中的立式淬火装置与实施例1中的立式淬火装置组成,实施例2中的立式淬火装置为第一立式淬火装置,实施例1中的立式淬火装置为第二立式淬火装置,第一立式淬火装置中绞龙14的输出端与第二立式淬火装置中的进料口9连接,用以将经淬火处理的加工件进行回火作业。
以铝合金螺丝淬火为例,本发明的工作步骤如下:
首先接通电热管6,电热管6对隔热壳中的空腔进行加热,直至温度稳定在560~750℃之间。再打开慢速电机1,慢速电机1工作带螺旋杆2旋转作业,向进料口9的内部逐步投放待加工的铝合金螺丝,之后慢速电机1工作,在一些示例中,慢速电机1间接性工作,使得铝合金螺丝在隔热壳内保温80分钟。保温80分钟后,经过螺旋杆2的输送,铝合金螺丝从出料口11掉落至料斗4内,驱动电机3带动装有加热好的铝合金螺丝向左移动,移动至出液管12位置时,出液管12喷淋处淬火液对铝合金螺丝做冷却处理,冷却后的铝合金螺丝的温度在160-230℃之间,进绞龙14的输送,铝合金螺丝由进料口9进入至第二立式淬火装置中,第二立式淬火装置内的加工温度在360~490℃,对铝合金螺丝加热45分钟后,排出铝合金螺丝,并对其进行二次冷却处理,冷却至常温。
在一些示例中,第二立式淬火装置加热后的铝合金螺丝直接排出,待铝合金螺丝自然冷却。
在一些示例中,第一立式淬火装置和第二立式淬火装置均采用实施例2中的立式淬火装置。
以上就本发明较佳的实施例作了说明,但不能理解为是对权利要求的限制。本发明不仅局限于以上实施例,其具体结构允许有变化,凡在本发明独立要求的保护范围内所作的各种变化均在本发明的保护范围内。
- 一种立式淬火装置以及回火装置
- 一种轴承表面无回火软带的激光淬火装置及方法