一种移动式自动装载输送机
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及输送设备技术领域,具体为一种移动式自动装载输送机。
背景技术
输送机的历史悠久,中国古代的高转筒车和提水的翻车,是现代斗式提升机和刮板输送机的雏形,带式输送机是当前散状物料输送的主要方式,现有的部分输送机仍然需要通过扔将物料放置在传送带上,并且需要不间断的续料,劳动强度较大;并且,部分输送机灵活度较低,对输送机的角度调节比较困难,为此,我们提出一种移动式自动装载输送机。
发明内容
本发明要解决的技术问题是克服现有的缺陷,提供一种移动式自动装载输送机,可实现自动连续上料,降低了劳动强度,同时便于对角度进行调节,实用性较强,可以有效解决背景技术中的问题。
为实现上述目的,本发明提供如下技术方案:一种移动式自动装载输送机,包括底板和传送组件;
底板:底面两侧对称设有支座,所述支座上贯穿有安装轴,所述安装轴的两端对称设有滚轮,所述底板的表面一侧对称设有架板,所述架板的顶端设有支架,所述支架上设有调节组件,所述底板上设有移动组件;
传送组件:包括传送槽、转辊、传送带、挡板和第三电机,所述传送槽设于调节组件上,所述转辊均匀转动连接在传送槽内,且位于首尾两侧的转辊之间通过传送带传动连接,所述挡板均匀设于传送带的表面,所述第三电机设于传送槽的侧面,第三电机的输出轴与位于其中一侧的转辊的一端固定连接,所述传送组件上设有装料组件;
其中:还包括PLC控制器,所述PLC控制器设于底板的表面,所述PLC控制器的输入端与外部电源的输出端电连接,且PLC控制器的输出端与第三电机的输入端电连接。
进一步的,所述移动组件包括条形槽、蜗轮、安装座和蜗杆,所述条形槽对称设于底板的表面两侧,所述蜗轮固定套接在两侧的安装轴的中部,所述蜗轮与条形槽对应配合,且蜗轮延伸至底板的表面上侧,所述安装座对称设于底板的两端,所述蜗杆的两端分别转动连接在两侧的安装座上,且蜗杆与蜗轮啮合。
进一步的,所述移动组件还包括第一电机,所述第一电机设于安装座的侧面,第一电机的输出轴与蜗杆的一端固定连接,第一电机的输入端与PLC控制器的输出端电连接,移动组件可利用第一电机的转动带动蜗杆转动,蜗杆通过与蜗轮啮合,可实现安装轴的转动,即可利用滚轮实现整体的移动。
进一步的,所述调节组件包括转轴和副齿轮,所述转轴转动连接在支架的顶部,且转轴的顶端与传送槽的底面活动连接,所述副齿轮固定套接在转轴上。
进一步的,所述调节组件还包括第二电机和主齿轮,所述第二电机设于架板的侧面,所述主齿轮固定套接在第二电机的输出轴上,且主齿轮与副齿轮啮合,所述第二电机的输入端与PLC控制器的输出端电连接,调节组件可利用第二电机的转动带动主齿轮转动,主齿轮通过与副齿轮啮合,可实现转轴的转动,继而可实现对传送槽角度的水平调节。
进一步的,还包括侧板和第一电动推杆,所述侧板设于转轴的侧面,所述第一电动推杆设于侧板的一端,且第一电动推杆的另一端与传送槽的底面活动连接,第一电动推杆的输入端与PLC控制器的输出端电连接,利用第一电动推杆的伸缩,可带动传送槽的上下起落,继而可对传送槽进行竖直方向上的角度调节。
进一步的,所述装料组件包括固定座、销轴、弧形槽和出料槽,所述固定座设于传送槽的表面一端,所述销轴设于固定座上,所述弧形槽设于销轴的端部,所述出料槽设于弧形槽的一端底侧,且出料槽与传送带对应。
进一步的,所述装料组件还包括传送轴和螺旋片,所述传送轴的一端转动连接在弧形槽的一端,所述螺旋片设于传送轴上,装料组件可利用第四电机的转动带动传送轴转动,继而可实现螺旋片的转动,利用螺旋片的转动即可将物料送入弧形槽内,再经过出料槽落到传送带上,即可实现物料的自动装载。
进一步的,还包括第四电机,所述第四电机设于弧形槽的端面,第四电机的输出轴与传送轴的一端固定连接,第四电机的输入端与PLC控制器的输出端电连接。
进一步的,还包括侧座和第二电动推杆,所述侧座设于传送槽的端面,所述第二电动推杆活动连接在侧座上,且第二电动推杆的一端与弧形槽的底侧活动连接,第二电动推杆的输入端与PLC控制器的输出端电连接,利用第二电动推杆的伸缩可带动弧形槽活动,继而可根据需要对弧形槽的角度进行调节。
与现有技术相比,本发明的有益效果是:本移动式自动装载输送机,具有以下好处:
1、本移动式自动装载输送机的移动组件可利用第一电机的转动带动蜗杆转动,蜗杆通过与蜗轮啮合,可实现安装轴的转动,进而可带动滚轮转动,即可利用滚轮实现整体的移动。
2、本移动式自动装载输送机的调节组件可利用第二电机的转动带动主齿轮转动,主齿轮通过与副齿轮啮合,可实现转轴的转动,继而可实现对传送槽角度的水平调节。
3、本移动式自动装载输送机可利用第一电动推杆的伸缩,可带动传送槽的上下起落,继而可根据需要对传送槽进行竖直方向上的角度调节,利用第二电动推杆的伸缩可带动弧形槽活动,继而可根据需要对弧形槽的角度进行调节。
4、本移动式自动装载输送机的装料组件可利用第四电机的转动带动传送轴转动,继而可实现螺旋片的转动,利用螺旋片的转动即可将物料送入弧形槽内,再经过出料槽落到传送带上,即可实现物料的自动装载。
附图说明
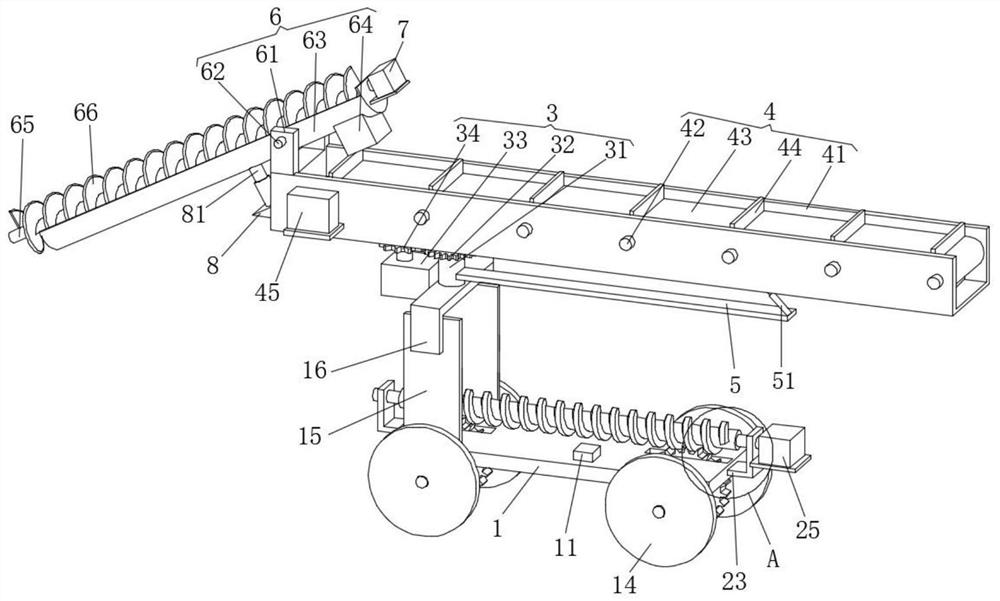
图1为本发明结构示意图;
图2为本发明A放大结构示意图;
图3为本发明正视结构示意图。
图中:1底板、11PLC控制器、12支座、13安装轴、14滚轮、15架板、16支架、2移动组件、21条形槽、22蜗轮、23安装座、24蜗杆、25第一电机、3调节组件、31转轴、32副齿轮、33第二电机、34主齿轮、4传送组件、41传送槽、42转辊、43传送带、44挡板、45第三电机、5侧板、51第一电动推杆、6装料组件、61固定座、62销轴、63弧形槽、64出料槽、65传送轴、66螺旋片、7第四电机、8侧座、81第二电动推杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-3,本实施例提供一种技术方案:一种移动式自动装载输送机,包括底板1和传送组件4;
底板1:底面两侧对称设有支座12,支座12上贯穿有安装轴13,安装轴13的两端对称设有滚轮14,底板1的表面一侧对称设有架板15,架板15的顶端设有支架16,支架16上设有调节组件3,调节组件3包括转轴31和副齿轮32,转轴31转动连接在支架16的顶部,且转轴31的顶端与传送槽41的底面活动连接,副齿轮32固定套接在转轴31上,调节组件3还包括第二电机33和主齿轮34,第二电机33设于架板15的侧面,主齿轮34固定套接在第二电机33的输出轴上,且主齿轮34与副齿轮32啮合,第二电机33的输入端与PLC控制器11的输出端电连接,底板1上设有移动组件2,移动组件2包括条形槽21、蜗轮22、安装座23和蜗杆24,条形槽21对称设于底板1的表面两侧,蜗轮22固定套接在两侧的安装轴13的中部,蜗轮22与条形槽21对应配合,且蜗轮22延伸至底板1的表面上侧,安装座23对称设于底板1的两端,蜗杆24的两端分别转动连接在两侧的安装座23上,且蜗杆24与蜗轮22啮合,移动组件2还包括第一电机25,第一电机25设于安装座23的侧面,第一电机25的输出轴与蜗杆24的一端固定连接,第一电机25的输入端与PLC控制器11的输出端电连接;
传送组件4:包括传送槽41、转辊42、传送带43、挡板44和第三电机45,传送槽41设于调节组件3上,转辊42均匀转动连接在传送槽41内,且位于首尾两侧的转辊42之间通过传送带43传动连接,挡板44均匀设于传送带43的表面,第三电机45设于传送槽41的侧面,第三电机45的输出轴与位于其中一侧的转辊42的一端固定连接,传送组件4上设有装料组件6,装料组件6包括固定座61、销轴62、弧形槽63和出料槽64,固定座61设于传送槽41的表面一端,销轴62设于固定座61上,弧形槽63设于销轴62的端部,出料槽64设于弧形槽63的一端底侧,且出料槽64与传送带43对应,装料组件6还包括传送轴65和螺旋片66,传送轴65的一端转动连接在弧形槽63的一端,螺旋片66设于传送轴65上;
其中:还包括PLC控制器11,PLC控制器11设于底板1的表面,PLC控制器11的输入端与外部电源的输出端电连接,且PLC控制器11的输出端与第三电机45的输入端电连接。
其中:还包括侧板5和第一电动推杆51,侧板5设于转轴31的侧面,第一电动推杆51设于侧板5的一端,且第一电动推杆51的另一端与传送槽41的底面活动连接,第一电动推杆51的输入端与PLC控制器11的输出端电连接;还包括第四电机7,第四电机7设于弧形槽63的端面,第四电机7的输出轴与传送轴65的一端固定连接,第四电机7的输入端与PLC控制器11的输出端电连接;还包括侧座8和第二电动推杆81,侧座8设于传送槽41的端面,第二电动推杆81活动连接在侧座8上,且第二电动推杆81的一端与弧形槽63的底侧活动连接,第二电动推杆81的输入端与PLC控制器11的输出端电连接。
利用第四电机7的转动带动传送轴65转动,继而可实现螺旋片66的转动,利用螺旋片66的转动即可将物料送入弧形槽63内,再经过出料槽64落到传送带43上。
本发明提供的一种移动式自动装载输送机的工作原理如下:首先,利用第一电动推杆51的伸缩,可带动传送槽41的上下起落,继而可根据需要对传送槽41进行竖直方向上的角度调节,利用第二电机33的转动带动主齿轮34转动,主齿轮34通过与副齿轮32啮合,可实现转轴31的转动,继而可实现对传送槽41角度的水平调节,其次,利用第二电动推杆81的伸缩可带动弧形槽63活动,继而可根据需要对弧形槽63的角度进行调节,使弧形槽63的一端靠近待传送的物料,然后,利用第四电机7的转动带动传送轴65转动,继而可实现螺旋片66的转动,利用螺旋片66的转动即可将物料送入弧形槽63内,再经过出料槽64落到传送带43上,利用第三电机45的转动带动转辊42转动,实现传送带43的运转,继而可实现物料的传送,最后,利用第一电机25的转动带动蜗杆24转动,蜗杆24通过与蜗轮22啮合,可实现安装轴13的转动,进而可带动滚轮14转动,实现整体的移动。
值得注意的是,以上实施例中所公开的PLC控制器11核心芯片具体型号为西门子S7-300,第一电机25、第二电机33、第三电机45、第四电机7、第一电动推杆51和第二电动推杆81则可根据实际应用场景自由配置,第一电机25、第二电机33、第三电机45和第四电机7可选用伺服电机,第一电动推杆51和第二电动推杆81可选用笔式电动推杆。PLC控制器11控制第一电机25、第二电机33、第三电机45、第四电机7、第一电动推杆51和第二电动推杆81工作采用现有技术中常用的方法。
以上所述仅为本发明的实施例,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本发明的专利保护范围内。
- 一种移动式自动装载输送机
- 移动式自动装载输送机