一种挂载装置及电弧熔丝增材设备
文献发布时间:2023-06-19 12:27:31
技术领域
本发明涉及增材制造技术领域,具体而言,涉及一种挂载装置及电弧熔丝增材设备。
背景技术
电弧熔丝增材制造技术是一种以电弧为热源,同步添加金属丝材,在程序的控制下打印出金属零件的技术。与激光增材制造技术相比,电弧熔丝增材制造对金属材质不敏感,可以用于成形对激光反射率高的铝合金和铜合金,具有制造效率高、可以在多维度的方向上自由成形、能源消耗少、易于实现大尺寸零件的优势。
在控形控性方面,由于电弧熔丝增材整个过程是一个快速加热随后快速凝固冷却的过程,加上铝合金等材质自身的快速传热特性,成形件内部会出现较大的温度梯度,产生较大的残余拉应力,导致沉积层出现气孔、缝隙、平整度差的问题,且随着层数的增加,问题不断累积,使得成形的零件出现翘曲、开裂的缺陷,导致成形件的质量不佳。
发明内容
本发明解决的问题是目前通过电弧熔丝增材技术制造的成形件的质量不佳。
为解决上述问题,本发明提供一种挂载装置,包括支撑轴,以及设置于所述支撑轴下端的连接部;
所述连接部包括转动连接于所述支撑轴下端的连接圈,以及分别对称连接于所述连接圈两侧的焊枪连接端与超声工具连接端。
可选地,所述连接部还包括齿轮结构,所述连接圈通过所述齿轮结构与所述支撑轴转动连接。
可选地,所述齿轮结构包括齿轮,以及啮合连接于所述齿轮外侧的行星齿轮组;所述齿轮与所述支撑轴过盈配合,所述连接圈与所述行星齿轮组相啮合。
可选地,所述行星齿轮组包括至少两个啮合连接于所述齿轮外侧的行星轮,连接于所述行星轮上端的上行星架,连接于所述行星轮下端的下行星架,至少两个用于对所述上行星架与所述下行星架相连的双头螺栓,以及至少两个设置于所述行星轮内部的第一轴承;所述双头螺栓穿过所述第一轴承与所述上行星架以及所述下行星架相连;所述连接圈啮合连接于所述行星轮的外侧;所述上行星架以及所述下行星架均转动连接于所述支撑轴的外侧。
可选地,所述连接部还包括锁紧开关,所述锁紧开关包括与所述上行星架滑动连接的锁定齿轮,穿设于所述上行星架内且与所述锁定齿轮相连的长螺栓,所述长螺栓与所述上行星架滑动连接,所述锁定齿轮与所述齿轮相啮合,且所述锁定齿轮设置于相邻两个所述行星轮之间。
可选地,所述锁紧开关还包括套设于所述长螺栓外侧的弹簧,所述弹簧的一端与所述长螺栓相连,另一端与所述锁定齿轮相连。
可选地,所述焊枪连接端包括与所述连接圈固定连接的连接臂,以及与所述连接臂转动连接的焊枪紧固套。
可选地,所述超声工具连接端包括与所述连接圈固定连接的第一固定套。
可选地,所述超声工具连接端还包括与所述第一固定套相连的减震器,以及与所述减震器相连的第二固定套。
本发明的另一目的在于提供一种电弧熔丝增材设备,包括如上所述的挂载装置。
与现有技术相比,本发明提供的挂载装置具有如下优势:
本发明提供的挂载装置,能够将超声振动工具与焊枪随动,做到即焊即冲击,在有效释放组织内部应力,降低沉积层内部出现气孔、缝隙几率,提高成形件平整度,避免成形件出现翘曲、开裂缺陷的同时,还有助于提高成形精度,进而提高电弧熔丝增材设备的成形件质量。
附图说明
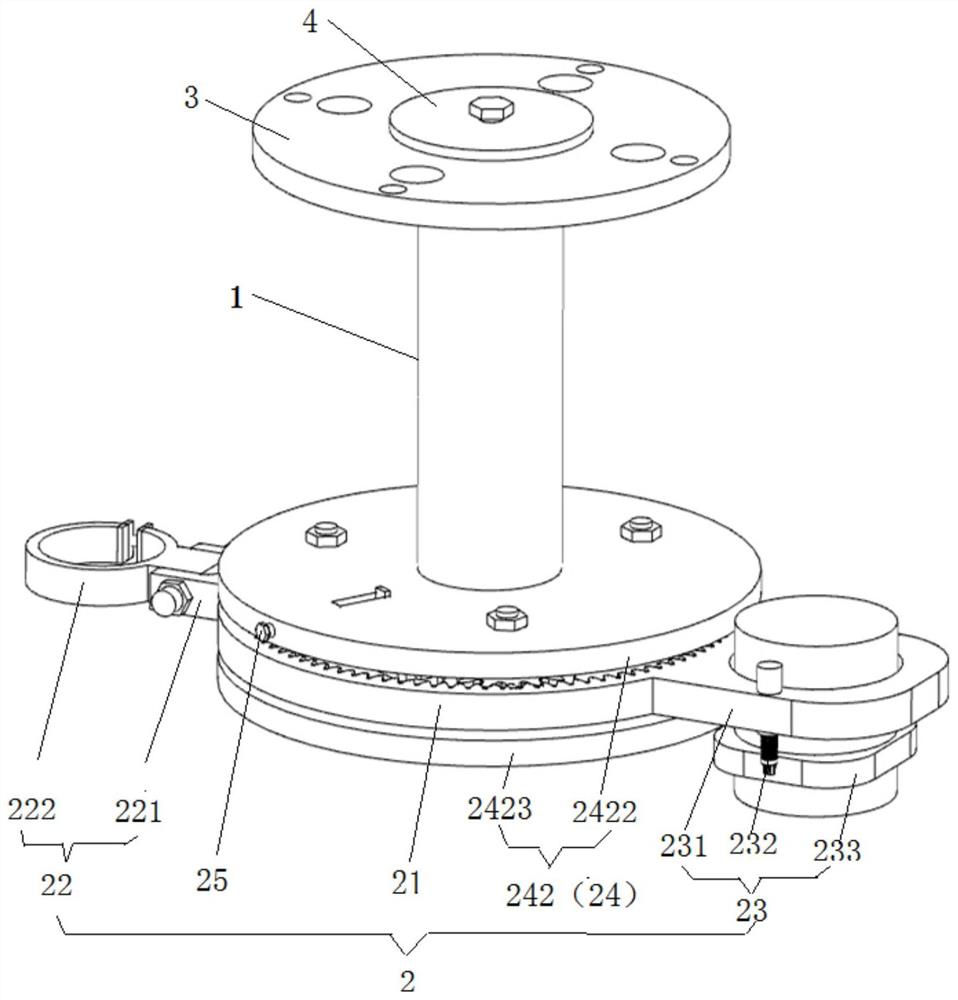
图1为本发明中挂载装置的结构简图;
图2为本发明中挂载装置的爆炸图;
图3为本发明中锁定齿轮与齿轮的装配简图;
图4为本发明中减震器的结构简图。
附图标记说明:
1-支撑轴;2-连接部;21-连接圈;22-焊枪连接端;221-连接臂;222-焊枪紧固套;23-超声工具连接端;231-第一固定套;232-减震器;233-第三固定套;24-齿轮结构;241-齿轮;242-行星齿轮组;2421-行星轮;2422-上行星架;2423-下行星架;2424-双头螺栓;2425-第一轴承;25-锁紧开关;251-锁定齿轮;252-长螺栓;253-弹簧;26-第二轴承;27-第二轴端挡圈;3-法兰盘;4-第一轴端挡圈。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在附图中表示,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,基于本发明的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“周向”、“径向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于简化描述,而不能理解为指示或暗示相对重要性,或隐含指明所指示的技术特征的数量。由此,限定为“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,第一特征在第一特征之“上”或之“下”,可以包括第一特征和第二特征直接接触,也可以包括第一特征和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征的正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度低于第二特征。
为使本发明的上述目的、特征和优点能够更为明显易懂,下面结合附图对本发明的具体实施例做详细的说明。
为解决目前通过电弧熔丝增材技术制造的成形件质量不佳的问题,本发明提供一种挂载装置,通过该挂载装置来对电弧熔丝增材设备的焊枪以及超声工具相连,从而在电弧熔丝增材过程中,通过超声工具来对沉积层施加超声振动,通过超声振动来释放沉积层内的残余应力,进而提高成形件的质量。
参见图1~图3所示,该挂载装置包括支撑轴1,以及设置于支撑轴1下端的连接部2;该支撑轴1的上端与电弧熔丝增材设备中机械手的末端相连;本申请优选支撑轴1的上端通过法兰盘3与机械手相连,装配过程中,首先通过第一轴端挡圈4以及紧固件将法兰盘3连接于支撑轴1的上端,再将法兰盘3固定连接于机械手的末端即可。
连接部2用于对焊枪以及超声工具进行连接;本申请中的连接部2包括转动连接于支撑轴1下端的连接圈21,以及分别对称连接于连接圈21两侧的焊枪连接端22与超声工具连接端23,其中焊枪连接端22用于对焊枪进行固定,超声工具连接端23用于对超声工具进行固定。
电弧熔丝增材过程中,若超声工具直接将超声振动施加至基板上,在堆积多层零件时,需要调整超声工具的功率,以满足最新沉积层的需求,避免最新沉积层内出现空化现象;若超声工具直接连接于增材激光头上,超声工具施加的超声振动会传递至增材激光头上,从而影响成形精度;同样,若将超声工具直接与焊枪相连,超声工具施加的超声振动同样也会引起焊丝振动,从而影响成形精度。
本申请提供的挂载装置,通过设置连接圈21,并使得焊枪以及超声工具分别与连接圈21相连,实现在电弧熔丝增材过程中施加超声振动的同时,避免超声工具直接与焊枪或增材激光头相连,从而能够保证成形精度。
同时,将焊枪连接端22以及超声工具连接端23对称连接于连接圈21的两侧,从而将焊枪与超声振动工具分别对称连接于连接圈21的两侧,工作过程中,使得超声振动工具始终位于焊枪前进方向的后方,进而使得超声冲击始终位于焊接路径之上,超声振动工具直接对沉积层进行超声振动,能够有效释放组织内部应力,降低沉积层内部出现气孔、缝隙的几率,提高成形件的平整度,避免成形件出现翘曲、开裂的缺陷,提高成形件质量。
此外,本申请优选连接圈21转动连接于支撑轴1的下端,从而在工作过程中,通过转动连接圈21,即可调整焊枪与超声振动工具的前进方向,使得该挂载装置适用于平面内全方位的焊接路径,并使得超声振动工具始终位于焊接路径之上,扩大挂载装置的使用范围。
本发明提供的挂载装置,能够将超声振动工具与焊枪随动,做到即焊即冲击,在有效释放组织内部应力,降低沉积层内部出现气孔、缝隙几率,提高成形件平整度,避免成形件出现翘曲、开裂缺陷的同时,还有助于提高成形精度,进而提高电弧熔丝增材设备的成形件质量。
为实现连接圈21与支撑轴1之间的转动连接,本申请中的连接部2还包括齿轮结构24,连接圈21通过齿轮结构24与支撑轴1转动连接。
具体的,本申请优选连接圈21的内侧设置有内齿结构,从而通过内齿结构与齿轮结构24的啮合,实现连接圈21与支撑轴1的转动连接。
本申请中的齿轮结构24可以为单一的齿轮,该齿轮通过轴承组件与支撑轴1相连,再将连接圈21的内齿结构与单一的齿轮相啮合,即可实现连接圈21与支撑轴1的转动连接。
本申请优选齿轮结构24包括齿轮241,以及啮合连接于齿轮241外侧的行星齿轮组242;齿轮241与支撑轴1过盈配合,连接圈21与行星齿轮组242相啮合,从而通过齿轮241以及行星齿轮组242实现连接圈21与支撑轴1的转动连接。
通过将齿轮结构24设置为齿轮241与行星齿轮组242相配合的结构形式,有助于减小超声振动工具工作过程引起的焊丝振动程度,从而提高成形精度。
本申请优选行星齿轮组242包括至少两个啮合连接于齿轮241外侧的行星轮2421,连接于行星轮2421上端的上行星架2422,连接于行星轮2421下端的下行星架2423,至少两个用于对上行星架2422与下行星架2423相连的双头螺栓2424,以及至少两个设置于行星轮2421内部的第一轴承2425;双头螺栓2424穿过第一轴承2425与上行星架2422以及下行星架2423相连;连接圈21啮合连接于行星轮2421的外侧;上行星架2422以及下行星架2423均转动连接于支撑轴1的外侧。
本申请优选行星轮2421的数量为三个,三个行星轮2421均匀设置于齿轮241的外圆周上。行星轮2421相互之间的约束通过上行星架2422以及下行星架2423来实现,其中上行星架2422位于支撑轴1的轴间处,上行星架2422与下行星架2423之间通过双头螺栓2424进行固定,在上行星架2422安装完成后,利用螺母安装于双头螺栓2424上实现拧紧锁定。
本申请优选下行星架2423的下端设置有第二轴承26与第二轴端挡圈27,其中第二轴端挡圈27通过两个紧固件固定于支撑轴1的底部;本申请优选第二轴承26为推力球轴承,通过第二轴承26,即可限制下行星架2423的轴向位移,有可用于承受单向轴向载荷,并减少下行星架2423与底部的摩擦。
进一步的,本申请中的连接部2还包括锁紧开关25,以便于通过旋转连接圈21将焊枪以及超声振动工具转动至合适的角度后,通过锁紧开关25来对连接圈21进行锁定;该锁紧开关25包括与上行星架2422滑动连接的锁定齿轮251,穿设于上行星架2422内且与锁定齿轮251相连的长螺栓252,长螺栓252以及锁定齿轮251均与上行星架2422滑动连接,锁定齿轮251与齿轮241相啮合,且锁定齿轮251设置于相邻两个行星轮2421之间。
该锁定齿轮251包括连接板,以及连接于连接板下端的锁定齿,锁定齿能够与齿轮241相啮合;本申请优选上行星架2422上设置有与连接板相适配的滑槽,且长螺栓252的端部与连接板相连;上行星架2422上设置有与长螺栓252相适配的滑孔,通过长螺栓252于滑孔内进行滑动,带动连接板于滑槽内进行滑动,实现对锁定齿位置的调节;具体的,当需要对焊枪以及超声振动工具的方向进行调节时,向上行星架2422的外侧拉动长螺栓252,使得连接板向上行星架2422的外侧移动,锁定齿与齿轮241脱离,从而使得连接圈21能够绕齿轮241进行转动;将焊枪以及超声振动工具调节至合适的位置后,向上行星架2422的内侧按压长螺栓252,使得锁定齿与齿轮241相啮合,从而使得连接圈21不能自由转动,实现焊钳以及超声振动工具方向的固定。
进一步的,本申请提供的锁紧开关25还包括套设于长螺栓252外侧的弹簧253,弹簧253的一端与所述长螺栓252相连,另一端与锁定齿轮251相连;本申请中挂载装置处于工作状态时,锁紧开关25为通过弹簧253顶住的常闭状态,即锁定齿与齿轮241处于相啮合的状态。
本申请中的焊枪连接端22包括与连接圈21固定连接的连接臂221,以及与连接臂221转动连接的焊枪紧固套222。
对焊枪进行装配时,通过焊枪紧固套222来对焊枪进行固定;本申请通过将焊枪紧固套222与连接臂221转动连接,使得焊枪紧固套222的角度可调,从而使得焊枪的角度可调;装配过程中,对焊枪的角度调整完毕后,通过相应的紧固件,如螺栓与螺母,将焊枪紧固套222与连接臂221进行固定,实现对焊枪的固定。
本申请通过将焊枪紧固套222与连接臂221转动连接,使得焊枪成为角度可调结构,从而使得该挂载装置可适用于不同的加工工艺,有助于扩大挂载装置的使用范围。
本申请中的超声工具连接端23包括与连接圈21固定连接的第一固定套231,以便于通过第一固定套231来对超声振动工具进行固定。
为降低超声振动工具振动过程中对增材成形精度的影响,本申请中的超声工具连接端23还包括与第一固定套231相连的减震器232,以及与减震器232相连的第二固定套233。
本申请优选减震器232的数量为两个,参见图4所示,减震器232的上部设置有压缩空气管,压缩空气管过盈配合于减震器232上端面的孔中;第二固定套233与超声振动工具的超声变幅杆相连,通过调整超声变幅杆的高度,使得超声振动工具的超声冲击工具头下端面与焊丝的下表面处于同一平面上,并通过紧固件与减震器232的尾部相连,使得超声振动工具固定。
通过设置减震器232,在减少振动对增材成形精度影响的同时,还可以减少因焊接缺陷中下塌和焊瘤等对固定式超声振动工具头的损伤,以提高超声振动工具头的使用寿命。
本申请中挂载装置的装配过程如下:
S1:采用倒装的方式将连接部2安装于支撑轴1的下端;
S2:将法兰盘3固定于机械手的末端;
S3:将焊枪安装于焊枪紧固套222中,调整角度后通过紧固件进行锁紧,使得焊枪位置固定;
S4:在超声振动工具的超声冲击变幅杆上安装第二固定套233,调整超声冲击工具头的下端面与焊丝的下表面处于同一平面上后,将减震器232与第二固定套233相连,实现对超声振动工具的固定;
S5:拉动锁紧开关25,旋转连接圈21的方向,使得超声振动工具始终位于焊枪前进方向上的后方;
S6:位置调整完毕后,松开锁紧开关25,以焊丝为坐标中心点校准机器人的TCP坐标,开始增材作业。
通过本发明提供的挂载装置,能够将超声振动工具与焊枪随动,做到即焊即冲击;焊枪与超声振动工具可旋转,能够提供平面内全方位的随焊随冲击,保证超声冲击始终位于焊接路径之上;通过设置减震器232,可以减少振动对增材成形精度的影响,也可以延长超声振动工具的使用寿命;进一步的,本申请中焊枪的角度可调,从而使得该挂载装置可适用于不同的加工工艺。
本发明的另一目的在于提供一种电弧熔丝增材设备,该电弧熔丝增材设备包括如上所述的挂载装置。
本发明提供的电弧熔丝增材设备,通过设置挂载装置,能够将超声振动工具与焊枪随动,做到即焊即冲击,在有效释放组织内部应力,降低沉积层内部出现气孔、缝隙几率,提高成形件平整度,避免成形件出现翘曲、开裂缺陷的同时,还有助于提高成形精度,进而提高电弧熔丝增材设备的成形件质量。
虽然本公开披露如上,但本公开的保护范围并非仅限于此。本领域技术人员,在不脱离本公开的精神和范围的前提下,可进行各种变更与修改,这些变更与修改均将落入本发明的保护范围。
- 一种挂载装置及电弧熔丝增材设备
- 一种用于镍钛合金电弧熔丝增材制造的气氛保护设备