一种卷取机助卷辊踏步控制功能的实现方法
文献发布时间:2023-06-19 13:27:45
技术领域
本发明涉及冶金自动化控制技术领域,特别是指一种卷取机助卷辊踏步控制功能的实现方法。
背景技术
卷取机助卷辊踏步控制是热连轧卷取区的一项重要功能,踏步控制需要助卷辊在带钢头部到来时将辊缝打开,当头部通过后再继续压着带钢,并且在同一时间点,三个助卷辊只能有一个处于踏步状态。由于带钢到达卷取机时速度非常快,踏步是在卷取第2~3圈时执行,所以踏步时带钢绕卷筒一圈的时间非常短,这就要求助卷辊的响应速度非常快。
现有的老旧生产线上,由于建厂时的条件限制,存在一些系统性的问题,如硬件IO读写速度存在滞后,伺服液压特性老化等,助卷辊闭环控制时不具备响应时间足够快而又不超调的理想动态响应性能,踏步控制出现头部压痕严重,头部凸起对助卷辊的碰撞冲击大等问题。
发明内容
本发明提供了一种卷取机助卷辊踏步控制功能的实现方法,现有的生产线具有以下问题,踏步控制出现头部压痕严重,头部凸起对助卷辊的碰撞冲击大。
为解决上述技术问题,本发明的实施例提供如下方案:
本发明实施例提供一种卷取机助卷辊踏步控制功能的实现方法,所述实现方法包括:
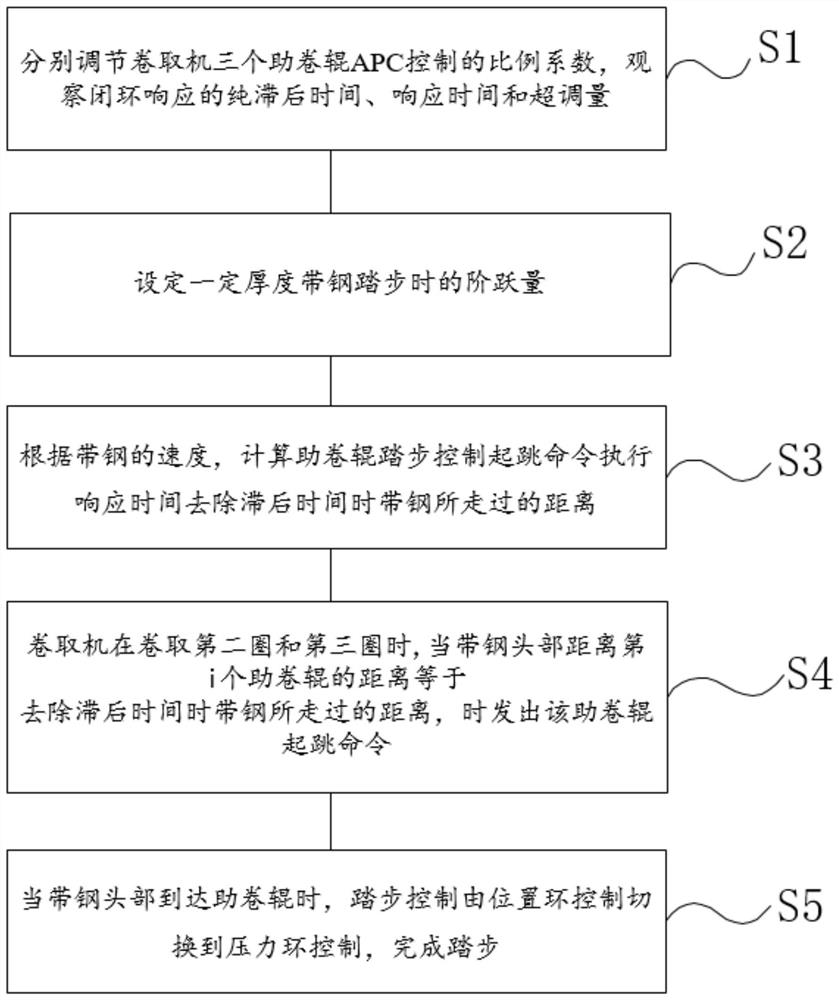
S1:分别调节卷取机三个助卷辊APC控制的比例系数k
S2:设定厚度为hmm的带钢踏步时的阶跃量;
S3:根据带钢的速度vm/s,计算助卷辊踏步控制起跳命令执行响应时间去除滞后时间时带钢所走过的距离s
S4:卷取机在卷取第二圈和第三圈时,当带钢头部距离第i个助卷辊的距离s
S5:当带钢头部到达助卷辊时,踏步控制由位置环控制切换到压力环控制,完成踏步;
其中,k
优选地,在步骤S1中,观察闭环响应的纯滞后时间t
优选地,在步骤S1中,阶跃量N变化时,t
优选地,在步骤S1中,超调量δ
优选地,在步骤S2中,
设定厚度为hmm的带钢踏步时的阶跃量为
优选地,在步骤S3中,根据带钢的速度vm/s计算助卷辊踏步控制起跳命令执行t
优选地,在步骤S3中,k
本发明的上述方案至少包括以下有益效果:
上述方案中,实现方法通过调节助卷辊APC控制的比例系数实现踏步动作的快速性,通过设定踏步目标值时考虑闭环超调量实现踏步幅度的安全性,通过调节起跳动作执行时响应时间去除滞后时间的系数从而调节起跳时头部距助卷辊的距离实现起跳时刻的准确控制。该方法可以使得闭环响应特性不好的卷取机助卷辊踏步控制时既可以在带钢头部到达时跳开头部,又可以在其他助卷辊跳起时压着带钢,从而实现三个助卷辊安全有序的踏步。
附图说明
图1为本发明的卷取机助卷辊踏步控制功能的实现方法的步骤图;
图2为本发明的卷取机助卷辊踏步控制功能的实现方法的闭环控制动态响应示意图。
具体实施方式
下面将参照附图更详细地描述本公开的示例性实施例。虽然附图中显示了本公开的示例性实施例,然而应当理解,可以以各种形式实现本公开而不应被这里阐述的实施例所限制。相反,提供这些实施例是为了能够更透彻地理解本公开,并且能够将本公开的范围完整的传达给本领域的技术人员。
如图1~图2所示的,本实施例公开了一种卷取机助卷辊踏步控制功能的实现方法,所述实现方法包括:
S1:分别调节卷取机三个助卷辊APC控制的比例系数k
S2:设定厚度为hmm的带钢踏步时的阶跃量;
S3:根据带钢的速度vm/s,计算助卷辊踏步控制起跳命令执行响应时间去除滞后时间时带钢所走过的距离s
S4:卷取机在卷取第二圈和第三圈时,当带钢头部距离第i个助卷辊的距离s
S5:当带钢头部到达助卷辊时,踏步控制由位置环控制切换到压力环控制,完成踏步;
其中,k
本实施例的实现方法通过调节助卷辊APC控制的比例系数实现踏步动作的快速性,通过设定踏步目标值时考虑闭环超调量实现踏步幅度的安全性,通过调节起跳动作执行时响应时间去除滞后时间的系数从而调节起跳时头部距助卷辊的距离实现起跳时刻的准确控制。该方法可以使得闭环响应特性不好的卷取机助卷辊踏步控制时既可以在带钢头部到达时跳开头部,又可以在其他助卷辊跳起时压着带钢,从而实现三个助卷辊安全有序的踏步。
本发明的一种卷取机助卷辊踏步控制功能的实现方法的具体实施过程如下:
S1:分别调节卷取机三个助卷辊APC控制的比例系数k
S2:设定厚度为hmm的带钢踏步时的阶跃量为
S3:根据带钢的速度vm/s计算助卷辊踏步控制起跳命令执行t
S4:卷取机在卷取第二圈和第三圈时,当带钢头部距离第i个助卷辊的距离s
S5:当带钢头部到达助卷辊时,踏步控制由位置环控制切换到压力环控制,完成踏步;
其中,k
本发明的实现方法已成功应用于某热轧厂卷取机助卷辊的控制,解决了踏步控制出现头部压痕严重,头部凸起对助卷辊的碰撞冲击大的问题,实现了三个助卷辊安全有序踏步。
以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明所述原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种卷取机助卷辊踏步控制功能的实现方法
- 一种卷取机助卷辊踏步控制校正方法