用于产品质量检测的方法和系统
文献发布时间:2023-06-19 13:29:16
技术领域
本发明涉及图像分析领域,特别是涉及一种用于产品质量检测的图像分析方法。
背景技术
铸造是装备制造的基础,铸件品质的优劣,直接影响装备的技术性能、服役寿命和使用安全等。以大量航空航天、武器装备轻质合金的关键部件为例,其在生产过程中,需要进行内部缺陷的检测,为了保持工件的外形以及功能的完整性不被破坏,大多数采用工业CT无损检测方式。
传统的工业CT无损检测,首先对铸件进行整体扫描得到CT图像,然后由专业人员对CT图像进行人为判断。一方面,对铸件整体扫描,耗时长效率低,且没有针对性,精确度不高;另一方面,这种识别方式主要依靠检测人员的经验决策,检测结果往往会受到检测人员的主观判断干扰,结果不够客观,可靠性差,容易造成误检、漏检现象。
因此,如何提高该类产品的质量检测效率和精确度,是目前亟待解决的一个技术问题。
发明内容
为解决上述技术问题,本发明提供了一种用于产品质量检测的方法,包括:
S1:采集待检测产品的第一图像;
S2:根据所述第一图像,分析所述待检测产品是否有缺陷,并在有缺陷时确定缺陷位置;
S3:采集所述缺陷位置的第二图像;
S4:根据所述第二图像,分析所述缺陷位置的缺陷数值;
S5:根据所述待检测产品是否有缺陷,以及所述缺陷数值,判定所述待检测产品的质量好坏。
进一步地,所述步骤S2包括:
S21:构造所述产品的深度学习神经网络检测模型,用于学习所述产品是否有缺陷和缺陷位置;
S22:将所述产品的样本集,输入所述深度学习神经网络检测模型,训练所述深度学习神经网络检测模型,得到训练后的所述深度学习神经网络检测模型;
S23:将所述待检测产品的第一图像,输入训练后的所述深度学习神经网络检测模型,得到所述产品是否有缺陷和缺陷位置。
进一步地,所述步骤S2还包括:
S20:预处理所述待检测产品的第一图像;所述步骤S20执行于所述步骤S23之前。
进一步地,所述步骤S4,包括:
S41:采用最大类间方差双阈值算法对所述第二图像进行缺陷分割;
S42:对分割出来的缺陷,计算相关参数,作为所述缺陷数值。
进一步地,所述步骤S5,包括:
S51:若所述待检测产品无缺陷,则判定所述待检测产品的质量为第一等级;
S52:若所述待检测产品有缺陷,则判断所述缺陷数值是否大于设定阈值;
S53:若所述缺陷数值不大于设定阈值,则判定所述待检测产品的质量为第二等级;
S54:若所述缺陷数值大于设定阈值,则判定所述待检测产品的质量为第三等级。
进一步地,若所述待检测产品为第一等级或第二等级,则判定所述待检测产品的质量为合格或好;若所述待检测产品为第三等级,则判定所述待检测产品的质量为不合格或坏。
进一步地,所述第一图像,为所述待检测产品的全局DR图像;所述第二图像,为所述缺陷位置的扫描CT图像。
进一步地,本发明提供了一种用于产品质量检测的系统,所述系统用于执行上述任意的方法;所述系统包括:
第一图像采集模块,用于采集待检测产品的第一图像;
第一分析模块,与所述第一图像采集模块连接,用于接收所述第一图像,并根据所述第一图像,分析所述待检测产品是否有缺陷,并在有缺陷时确定缺陷位置;
第二图像采集模块,用于采集所述缺陷位置的第二图像;
第二分析模块,与所述第二图像采集模块连接,用于根据所述第二图像,分析所述缺陷位置的缺陷数值;
判断模块,与所述第一分析模块和所述第二分析模块连接,用于根据所述待检测产品是否有缺陷,以及所述缺陷位置的缺陷数值,判断所述待检测产品的质量好坏。
进一步地,所述第一分析模块,包括:
构造单元,用于构造所述产品的深度学习神经网络检测模型,用于学习所述产品是否有缺陷和缺陷位置;
训练单元,与所述构造单元连接,将所述产品的样本集,输入所述深度学习神经网络检测模型,训练所述深度学习神经网络检测模型,得到训练后的所述深度学习神经网络检测模型;
检测单元,与所述训练单元和所述第一图像采集模块连接,用于将所述待检测产品的第一图像,输入训练后的所述深度学习神经网络检测模型,得到所述产品是否有缺陷和缺陷位置。
进一步地,所述第二分析模块,包括:
分割单元,用于采用最大类间方差双阈值算法对所述第二图像进行缺陷分割;
计算单元,与所述分割单元连接,用于对分割出来的缺陷,计算相关参数,作为所述缺陷数值。
本发明提供了一种用于产品质量检测的方法和系统,采用粗定位+精分析的图像处理方法,首先通过粗扫待检测产品,得到第一图像,以判断该产品是否有缺陷,并在有缺陷时定位缺陷位置;再通过精扫缺陷位置,得到第二图像,分析该缺陷位置的具体数值,以更精准的判定该缺陷的严重程度,避免了传统方式的诸多缺陷:1、相较于传统人工方式,该图像处理方法,避免了人工参与的主观性和延时性,提高了判断精准度、缩短了判断时间;2、相较于直接拍摄待检测产品整体进行图像处理,该粗定位+精分析的方式,进一步提高了判断精准度。
附图说明
图1为本发明用于产品质量检测的方法的一个实施例的流程图;
图2为本发明用于产品质量检测的方法的步骤S2的一个实施例的流程图;
图3为本发明用于产品质量检测的方法的步骤S2的另一个实施例的流程图;
图4为本发明用于产品质量检测的方法的步骤S4的一个实施例的流程图;
图5为本发明用于产品质量检测的方法的步骤S5的一个实施例的流程图;
图6为本发明用于产品质量检测的方法的步骤S5的另一个实施例的流程图;
图7为本发明用于产品质量检测的系统的一个实施例的框架结构图;
具体实施方式
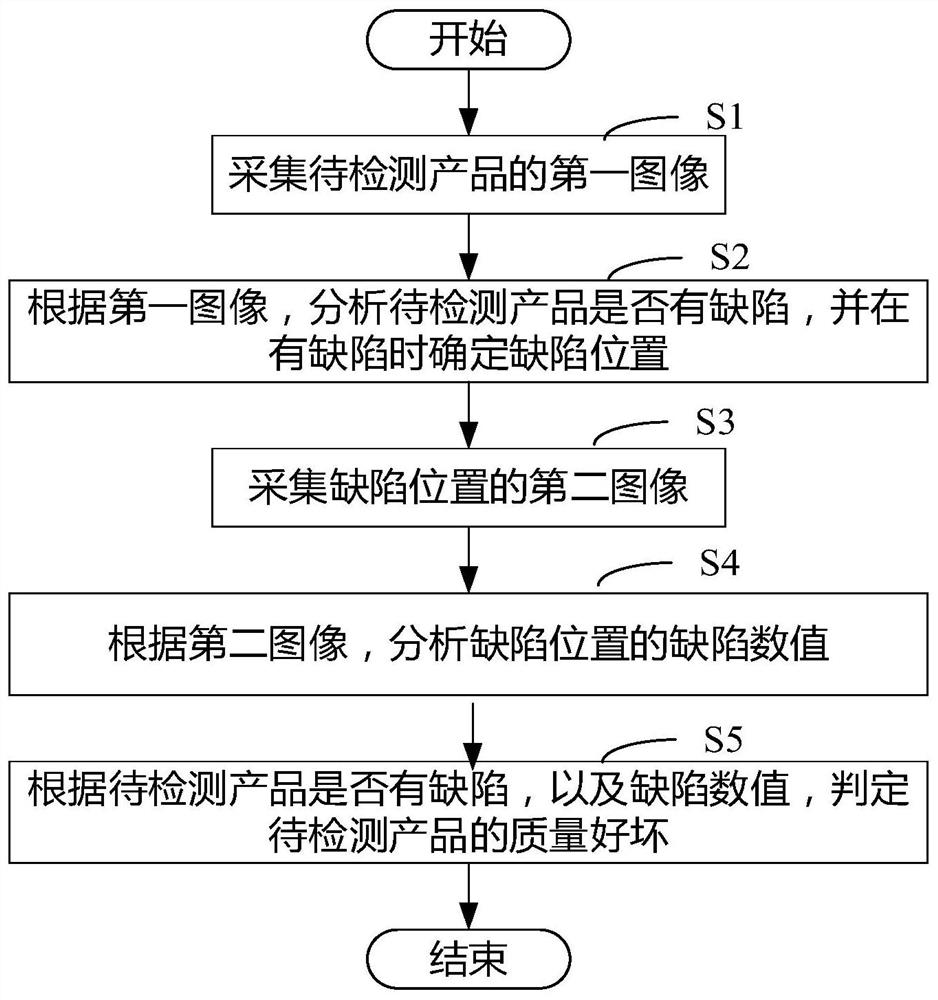
如图1所述,本发明提供一种用于产品质量检测的方法,包括:
S1:采集待检测产品的第一图像;
S2:根据第一图像,分析待检测产品是否有缺陷,并在有缺陷时确定缺陷位置;
S3:采集缺陷位置的第二图像;
S4:根据第二图像,分析缺陷位置的缺陷数值;
S5:根据待检测产品是否有缺陷,以及缺陷数值,判定待检测产品的质量好坏。
在该实施例中,给出了一种用于产品质量检测的方法,采用粗定位+精分析的图像处理方法,首先通过粗扫待检测产品,得到第一图像,以判断该产品是否有缺陷,并在有缺陷时定位缺陷位置;再通过精扫缺陷位置,得到第二图像,分析该缺陷位置的具体数值,以更精准的判定该缺陷的严重程度,避免了传统方式的诸多缺陷:1、相较于传统人工方式,该图像处理方法,避免了人工参与的主观性和延时性,提高了判断精准度、缩短了人工判断的时间;2、相较于直接拍摄待检测产品整体进行图像处理,该粗定位+精分析的方式,缩短了直接精扫的时间,而且精扫缺陷位置,进一步提高了判断精准度。
具体的,步骤S1中,可选但不仅限于将待检测产品放置在在载物台上,采用CT扫描设备,采集待检测产品的全局DR图像。步骤S3中,可选但不仅限于根据步骤S2确定的缺陷位置,将待检测产品的缺陷位置机械移动至CT扫描设备的视野中心,采用CT扫描设备,采集缺陷位置的多角度多维度的局部CT扫描图像。
在该实施例中,通过DR图像定位缺陷位置,不仅充分利用了DR图像成像速度快、辐射量小的优点,而且能够满足定位缺陷的像素需求,达到成像效果和时间成本上的平衡。后续采用CT扫描,通过多角度多维度的局部CT扫描图像分析缺陷位置的缺陷数值,实现缺陷位置的高分辨率扫描,能够进一步精准分析缺陷的严重程度,进一步深入的判定该产品的质量。
更为具体的,如图2所示,步骤S2,可选但不仅限于包括:
S21:构造产品的深度学习神经网络检测模型,用于学习产品是否有缺陷和缺陷位置;
S22:将产品的样本集,输入深度学习神经网络检测模型,训练深度学习神经网络检测模型,得到训练后的深度学习神经网络检测模型;
S23:将待检测产品的第一图像,输入训练后的深度学习神经网络检测模型,得到产品是否有缺陷和缺陷位置。
在该实施例中,给出了步骤S2,如何确定第一图像中待检测产品是否有缺陷,以及在有缺陷时如何获知缺陷位置的一个具体实施例,通过构建单输入双输出的深度学习神经网络模型和样本集(已经标注无缺陷品——可选但不仅限于为优品等;和有缺陷品及缺陷位置、类型等——可选但不仅限于为良品、残品、次品、废品等的产品图像形成训练数据),然后将样本集,即训练数据送入深度学习神经网络模型,经多次参数调节后得到训练后的深度学习神经网络模型,最后通过训练完成的神经网络模型对第一图像(优选为全局DR图像)进行缺陷检测,以了解其是否有缺陷及具体缺陷位置。值得注意的,该深度学习神经网络以检测是否有缺陷及具体缺陷位置的方式仅为发明人的示范性示例,本发明质量检测的图像处理方法,并不以此为限。
更为优选的,如图3所示,该步骤S2,在将待检测产品的第一图像输入训练后的深度学习神经网络检测模型之前,还可选但不仅限于包括S20:预处理所述第一图像。具体的,该步骤S20,可位于S23之前的任意步骤,并不以图3所示顺序为限。更为具体的,该预处理,可选但不仅限于对该第一图像进行图像去噪、图像增强的预处理,以进一步提高神经网络模型的判断精准度,进一步避免漏检和误检的可能性。
更为优选的,步骤S2中,S21:深度学习神经网络检测模型,还用于学习产品的缺陷类型;进而在步骤S23中还得到产品的缺陷类型(气孔、疏松等);步骤S5,还根据缺陷类型,判定待检测产品的质量。
在该实施例中,进一步考虑产品的缺陷类型,以进一步提高产品质量的多维评价。示例的,该缺陷类型,可选但不仅限于包括,有夹杂、气孔、疏松、缩孔等的一种或多种。
更为具体的,如图4所示,步骤S4,可选但不仅限于包括:
S41:采用最大类间方差双阈值算法对第二图像进行缺陷分割;
S42:对分割出来的缺陷,计算相关参数,作为缺陷数值。
在该实施例中,给出了步骤S4,如何处理第二图像,以分析该缺陷位置的具体数值的一个具体实施例。值得注意的,该相关参数,可选但不仅限于缺陷的面积、周长、质心等参数,本领域技术人员可根据当前质量的评价标准(如本批产品的应用场合所提出的质量要求高低与否、车间出厂要求等),或者前序判断的缺陷的具体类型等,选择面积、周长、质心的其一、其二、其三或增加其它参数。
更为具体的,如图5所示,步骤S5,可选但不仅限于包括:
S51:若待检测产品无缺陷,则判定待检测产品的质量为第一等级;
S52:若待检测产品有缺陷,则判断缺陷数值是否大于设定阈值;
S53:若缺陷数值不大于设定阈值,则判定待检测产品的质量为第二等级;
S54:若缺陷数值大于设定阈值,则判定待检测产品的质量为第三等级。
在该实施例中,给出了步骤S5,如何根据检测到的产品是否有缺陷以及缺陷的具体数值,判定产品质量的具体评价方式。以一个待出厂产品为例,其在经过本发明的检测方法检验时,若在拍摄到第一图像后,没有检测出任何缺陷,那么可以直接判定为第一等级,为合格品,无需后续检测;若在拍摄到第一图像后,检测出了缺陷,那么就需要进行后续检测,进行全方位扫描,获得高像素精准扫描具体缺陷位置的第二图像,以具体分析该缺陷的具体数值,若数值不大于设定阈值,表征该缺陷很小,不是太严重,属于可接受范围,认定为第二等级,本领域技术人员可以理解为良品,也算合格品;若数值大于设定阈值,表征该缺陷已非常严重,属于不可容忍范围,认定为第三等级,本领域技术人员可以理解为差品,不是合格品。
当然,值得注意的,该具体评价标准,可由本领域技术人员根据该批次产品的应用领域、适用范围、质量要求而具体设定。示例的,假设该产品用于航空航天、国防领域等,那么可选但不仅限于认为仅第一等级的产品,即毫无缺陷的产品才是合格品;假设该产品用于日常生活,那么可选但不仅限于认为第一、第二等级的产品,均为合格品,即可以忽略一点点杂质、小小的气孔等;该具体质量的灵活评价标准,能够进一步降低误检、漏检概率,降低生产成本的同时避免产品质量不符合使用方要求。
更为具体的,步骤S42中,若缺陷数值的相关参数,为面积、周长、质心的其一、其二、其三或增加其它参数,那么步骤S5中的设定阈值需要设置相应个数,以与面积、周长、质心等相对应。
更为具体的,步骤S5中,相对于面积、周长、质心等的每个参数,可设置多个分等级的设定阈值。以面积为例,可选但不仅限于设定第一面积阈值(第一缺陷阈值)、第二面积阈值(第二缺陷阈值)和第三面积阈值(第三缺陷阈值),其中第一面积阈值小于第二面积阈值,第二面积阈值小于第三面积阈值。如图6所示,步骤S52-S53广泛的包括:
S5a:若待检测产品有缺陷,则判断待检测产品的缺陷数值是否大于第一缺陷阈值;
S5b:若不大于第一缺陷阈值,则判定待检测产品的质量为第二等级,即为良品(有缺陷,但缺陷很小,可忽略而视为合格品);
S5c:若大于第一缺陷阈值,则判断当前待检测产品的缺陷数值是否大于第二缺陷阈值(缺陷数值是否位于第一缺陷阈值与第二缺陷阈值之间);
S5c:若缺陷数值不大于第二缺陷阈值(缺陷数值位于第一缺陷阈值与第二缺陷阈值之间),则判定待检测产品的质量为第三等级中的次品,本领域技术人员可选但不仅限于理解为仅为轻微缺陷,可以打折销售或在要求不高的场合销售;如本申请示例的,不可用于航空航天、国防领域,但可用于日常生活领域;
S5d:若大于第二缺陷阈值(缺陷数值不位于第一缺陷阈值与第二缺陷阈值之间),则判断当前待检测产品的缺陷数值是否大于第三设定阈值(缺陷数值是否位于第二缺陷阈值与第三缺陷阈值之间);
S5e:若不大于第三设定阈值(缺陷数值位于第二缺陷阈值与第三缺陷阈值之间),则判定待检测产品的质量为第三等级中的残品,本领域技术人员可选但不仅限于理解为可以更低折扣销售或在要求更低的场合销售,或者报废;
S5f:若不小于第三缺陷阈值(缺陷数值不位于第二缺陷阈值与第三缺陷阈值之间,超过第三缺陷阈值),则判定待检测产品的质量为废品,本领域技术人员可以理解为直接报废。
综上所述,本发明提供了一种基于图像处理的产品质量检测方法,通过粗定位(优选为基于快成像的DR技术和深度学习神经网络模型进行缺陷定位和分类识别)+精分析(优选为基于多维度的CT扫描技术精准扫描缺陷位置和最大类间方差双阈值算法的缺陷分割计算具体缺陷数值)的核心思想,不仅缩短了判断时间,还降低了了误检、漏检概率,具有判定速度快、精准度高的特点。
另一方面,如图7所示,本发明在上述方法的基础上,还提供一种用于产品质量检测的系统,包括:
第一图像采集模块100,用于采集待检测产品的第一图像;
第一分析模块200,与第一图像采集模块100连接,用于接收第一图像,并根据第一图像,分析待检测产品是否有缺陷,并在有缺陷时确定缺陷位置;
第二图像采集模块300,用于采集缺陷位置的第二图像;
第二分析模块400,与第二图像采集模块300连接,用于根据第二图像,分析缺陷位置的缺陷数值;
判断模块500,与第一分析模块200和第二分析模块400连接,用于根据待检测产品是否有缺陷,以及缺陷位置的缺陷数值,判断待检测产品的质量好坏。
在该实施例中,给出了执行本发明产品质量检测方法的具体系统的一个具体实施例。具体的,第一图像采集模块100和第二图像采集模块300,可选但不仅限于为同一台或不同的CT扫描设备,通过拍摄不同的DR图像和CT扫描图像完成不同时段的功能。更为具体的,第一分析模块200、第二分析模块400和判断模块500,仅为功能格局上的划分,并不对其物理结构上进行严重的划分限定。本领域技术人员可以理解的,各模块可合并设置,也可分体设置。优选的,第一分析模块200、第二分析模块400和判断模块500为一台上位机、远程控制中心、人机界面等终端的各功能模块,通过集中设置,以方便检测人员操作控制,如实时查看拍摄的图像信息、分析出的是否有缺陷的结果、具体的缺陷数据、缺陷类型以及后续判定结果等。
具体的,第一分析模块200,可选但不仅限于包括:
构造单元210,用于构造产品的深度学习神经网络检测模型,以学习产品是否有缺陷和缺陷位置;
训练单元220,与构造单元210连接,将产品的样本集,输入深度学习神经网络检测模型,训练深度学习神经网络检测模型,得到训练后的深度学习神经网络检测模型;
检测单元230,与训练单元220和第一图像采集模块100连接,用于将待检测产品的第一图像,输入训练后的深度学习神经网络检测模型,得到产品是否有缺陷和缺陷位置。
更为优选的,第二分析模块400,可选但不仅限于包括:
分割单元410,用于采用最大类间方差双阈值算法对第二图像进行缺陷分割;
计算单元420,与分割单元410连接,用于对分割出来的缺陷,计算面积或/和周长或/和质心,作为缺陷数值的相关参数。
上述用于产品质量检测的系统与基于上述用于产品质量检测的方法创造,其技术特征的组合、技术作用和有益效果在此不再赘述,以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
- 基于屏蔽环境的产品质量检测系统及产品质量检测方法
- 产品质量检测系统和方法、剔废系统及方法