一种螺纹咬死处理装置
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及蒸汽发生器管板检修技术领域,具体涉及一种螺纹咬死处理装置。
背景技术
蒸汽发生器是核电站一、回路进行热交换的关键设备,受冷却剂震动等影响,传热管容易发生磨损等缺陷。为避免二回路介质进入一回路,发现高温气冷堆蒸汽发生器传热管泄露后需实施堵管维修。高温气冷堆蒸汽发生器给水侧管箱内传热管入口处存在着螺纹固定的节流组件,经过高温高压循环后,节流组件的安装螺纹极易发生咬死现象,导致无法简单通过扳手将节流组件直接旋转退出。管箱内管板上所有传热管人口均布置由节流组件,拆卸作业不得影响其他节流组件,空间尺寸非常小,处理装置安装固定难度较大。因为高温气冷堆蒸汽发生器的独有结构,目前尚无同类或相似的装置可解决上述问题。
发明内容
1、目的:
本发明装置重点解决以下问题;高温气冷堆蒸汽发生器给水侧管箱为倒置的宝瓶口接口,处理装置能够快速安装并固定,减少操作人员被射线辐照的时间,其次是能够快速定位处理管板上任意位置的节流组件螺纹咬死。
2、技术方案:
一种螺纹咬死处理装置,包括内撑组件部分,定位调整部分,进给部分和切削部分;内撑组件部分包括内撑螺栓,内撑板,内撑脚趾和内撑板连接块;内撑螺栓一端固定连接内撑板,另一端固定连接内撑脚趾,三者形成连接组件;内撑板紧贴蒸汽发生器管板,内撑脚趾顶紧蒸汽发生器壳体内壁。
所述的内撑螺栓上均匀分布螺纹,通过螺纹旋进调节连接组件的整体长度。
所述一副组件的内撑脚趾一侧设有半圆形槽,内撑板连接块两端为半圆形凸起,内撑脚趾和内撑板连接块之间间隙配合,通过螺栓固定连接;两副连接组件之间通过内撑板连接块并联连接。
所述的内撑板为长方体,底面沿着长边打有通孔。
所述的定位调整部分包括磁座座板调节耳,磁座座板和磁座;磁座座板调节耳为梯状结构,上层面通过螺栓与内撑板连接,磁座座板调节耳覆在内撑板上方。
所述的磁座座板调节耳的下层面通过螺栓与磁座座板固定连接;磁座座板为均匀开有通孔的长方形板,磁座座板位于磁座座板调节耳上方。
所述的磁座磁力吸附于磁座座板。
所述的进给部分包括进给导轨,进给伺服电机;磁座侧面安装进给导轨,进给伺服电机固定安装在进给导轨底端,进给导轨与进给伺服电机共同组成轴向进给装置。
所述的切削部分包括主切削动力伺服电机,皮带轮,切削主轴,铣刀;主切削动力伺服电机安装于进给导轨的滑台之上。
所述的主切削动力伺服电机与皮带轮齿轮啮合,皮带轮固定安装在切削主轴底部,切削主轴顶部固定安装铣刀。
3、有益效果:
通过本发明可以在辐射环境中,蒸汽发生器给水管箱狭小空间,实现快速固定,可精确定位加工管板上任意一处需要拆卸的节流组件,避免工作人员长时间暴露于辐射环境,保障了操作人员的安全。同时,本发明采用精密进给切削,保证了加工精度,不会损伤传热管内部,有利于下一步的堵管可靠性。
附图说明
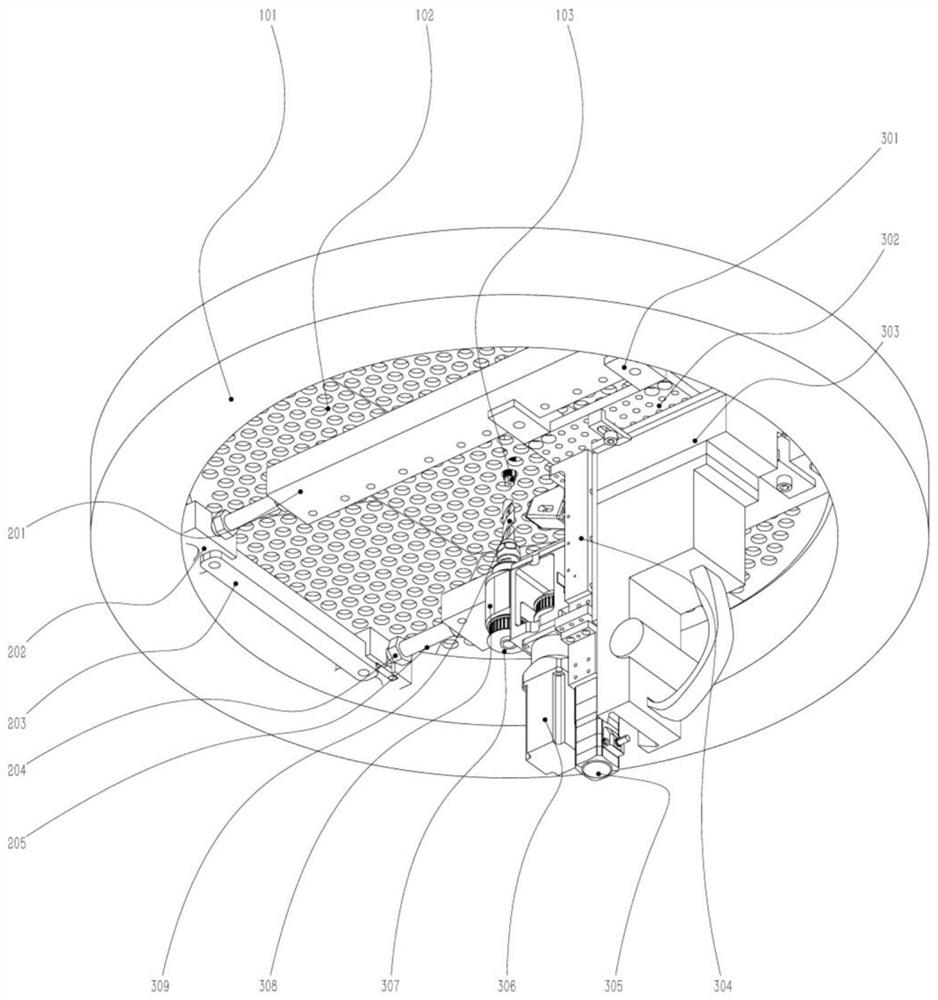
图1一种适用于处理高温气冷堆节流组件螺纹咬死的处理装置
图中:101、蒸汽发生器壳体;102、蒸汽发生器管板;103、蒸汽发生器节流组件;201、内撑板;202、内撑脚趾;203、内撑板连接块;204、内撑顶紧脚趾;205、内撑螺柱;301、磁座座板调节耳;302、磁座座板;303、磁座;304、进给导轨;305、进给伺服电机;306、主切削动力伺服电机;307、皮带轮;308、切削主轴;309、铣刀。
具体实施方式
下面结合附图和实施方法对本发明进行详细说明。
如图1所示,内撑组件部分,内撑螺栓205一端与内撑板201为螺纹连接,另一端插入内撑脚趾202,以上为一副连接组件,两副连接组件通过内撑板连接块203并联,共同组成内撑组件。
定位调整部分,磁座座板调节耳301,通过螺栓与内撑板201连接,磁座座板302与磁座座板调节耳301通过螺栓连接为一体。磁座303可以吸附在磁座座板302上。
进给部分,磁座303上安装进给导轨304,进给导轨304与305伺服电机共同组成轴向进给装置。
切削部分,主切削动力伺服电机306安装于进给导轨304的滑台之上,随滑台的直线运动,实现切削的进给与退刀运动,主切削动力伺服电机306,通过齿轮啮合皮带轮组307,将旋转动力传递至切削主轴308,切削主轴上安装有成型铣刀309。
具体安装工作步骤如下:
将内撑板201,内撑脚趾202,内撑板连接块203,内撑顶紧脚趾204,内撑螺柱205事先组装成对,将其置入蒸汽发生器壳体101内,内撑板201紧贴于蒸汽发生器管板102,旋转内撑螺柱205,使内撑脚趾202紧贴并顶紧于蒸汽发生器壳体内壁101。
预先调整磁座座板调节耳301,以磁座座板302远离避让待加工的蒸汽发生器节流组件103。然后将磁座座板301与内撑板201用螺栓拧紧。
将磁座303吸附于磁座座板302,调整位置,使得铣刀对准待加工的节流组件。
通过上位机,控制进给伺服电机305,伺服电机305驱动进给导轨304直线运动,实现加工进给和退刀动作。
通过上位机,控制主切削动力伺服电机306,主伺服电机306通过皮带轮307将切削动力传递到切削主轴308,切削主轴308上安装铣刀309,实现铣削功能。
通过上位机,可以控制铣刀309的转速,以及304进给导轨的滑台直线运动运动速度,并可实现铣刀309每转进给导轨304的进给量。
- 一种螺纹咬死处理装置
- 一种防咬死的不锈钢螺纹连接