一种滤光片切换装置后端加工检测方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及滤光片切换装置加工领域,更具体地,涉及一种滤光片切换装置后端加工检测方法。
背景技术
滤光片切换装置是摄像头的一个重要组成部分;在滤光片切换装置的加工过程中,是先将各个部件组装在一起,主要先将支架线圈组件固定到固定座上;再将磁铁摇臂组件插入到所述支架线圈组件内并套设在底座的固定杆上,使所述支架线圈组件可以驱动磁铁摇臂组件绕所述固定杆转动;然后将滤光片组件安装在底座结构的滑道上,并可旋转连接在到磁铁摇臂组件上;将上盖通过卡合的方式安装到所述固定座上;成品组装之后,目前常用的技术手段需要靠保护膜封住滤光片切换装置的窗口,以起到保护、防止灰尘进入的作用,而这样会使工序变得复杂,贴膜之后外观检查人员无法对贴上膜的产品,进行有效的洁净度检查;并且贴膜之后,由于滤光片切换装置只是最终产品的组成部分之一,所以下游工厂在上机台组装时,还需要人为的将产品上的保护膜撕掉;无法有效配合下游工厂的自动化生产;并且还需要对成品进行绕线,在目前的技术手段中,采用人工进行手工折叠扭引线,这样就会有线芯断裂、引线打结的隐患。
发明内容
本发明为克服上述背景技术所述的目前常用的技术手段需要靠保护膜封住滤光片切换装置的窗口,以起到保护、防止灰尘进入的作用,而这样会使工序变得复杂,贴膜之后外观检查人员无法对贴上膜的产品,进行有效的洁净度检查;并且贴膜之后,由于滤光片切换装置只是最终产品的组成部分之一,所以下游工厂在上机台组装时,还需要人为的将产品上的保护膜撕掉;无法有效配合下游工厂的自动化生产的问题,提供一种滤光片切换装置后端加工检测方法。本发明采用不贴膜生产工艺,可以有效满足客户的自动化需求,提高产品洁净度。
为解决上述技术问题,本发明采用的技术方案是:一种滤光片切换装置后端加工检测方法,包括以下步骤:
S1、成品组装:将各个半成品部件组装为未贴膜的成品;
S2、成品摆盘:将多个未贴膜的成品同时摆入与成品匹配的吸塑条内;
S3、老化测试:对吸塑条内的成品同时进行老化测试;
S4、绕线处理:通过绕线机将吸塑条内成品的引线进行卷绕;
S5、洁净度检测:对吸塑条内成品的外观进行洁净度检测;
S6、产品包装:对通过洁净度检测的合格产品进行包装打包。
进一步的,所述成品组装具体包括以下步骤:
S11、将滤光片组件安装在摇柄组件上;
S12、将装有滤光片组件的摇柄组件安装在固定座上;
S13、将上盖安装在固定座上。
进一步的,所述吸塑条包括透明的底盒以及用于盖住所述底盒开口的盖子,所述底盒上设有若干个沿直线间隔排列分布的放置槽,所述放置槽的一侧壁开设有用于将滤光片切换装置的引线引出的引线口;所述盖子上与所述引线口对应的一侧设有用于卡接在所述引线口上的定位卡块,所述盖子上与所述定位卡块相对的一侧还设有凸柱,所述底盒与所述凸柱对应的位置设有与所述凸柱匹配的圆形凹槽,所述吸塑条盖合时,所述凸柱插接在所述圆形凹槽中,所述定位卡块卡接在所述引线口的顶部。
优选的,所述放置槽的数量为10~20个。
更优选的,所述放置槽的数量为15个。
进一步的,所述绕线机包括机架以及位于所述机架上的:
固定机构,用于将装有滤光片切换装置的吸塑条固定;
夹引线机构,用于将滤光片切换装置从吸塑条中伸出的引线夹持并拉直;
绕线机构,用于带动被所述夹引线机构拉直后的引线卷绕若干圈;
控制机构,分别与所述固定机构、夹引线机构以及所述绕线机构独立控制连接;
进一步的,所述固定机构与所述绕线机构相对设置且存在间距,所述夹引线机构位于所述绕线机构的上方。
进一步的,所述绕线机构包括若干并排设置的同步转轴以及用于带动所述同步转轴同时转动的驱动模组,所述驱动模组的输出端分别与所述同步转轴连接,所述同步转轴上还套设有绕线模头,所述绕线模头远离所述驱动模组的一端设有圆形的绕线片,所述绕线片上还设有与引线匹配的缺口,所述缺口呈υ形,缺口的开口端对应在绕线片上的圆心角大小为30°~90°;所述驱动模组包括固定外壳、驱动电机和主动轮,所述机架上设有绕线平台,所述绕线平台上设有滑轨,所述固定外壳的底部滑动连接在所述滑轨上,所述绕线平台上在所述固定外壳背对所述固定机构的一侧还设有用于带动固定机构沿所述滑轨靠近或者远离所述固定机构的移动驱动机构,所述夹引线机构固定连接在所述固定外壳的顶部,所述驱动电机位于在所述固定外壳内部,所述主动轮固定套设在所述驱动电机的输出轴上,所述主动轮通过皮带同时与各所述同步转轴连接并构成皮带传动,各个同步转轴的转动方向相同。
进一步的,所述夹引线机构包括水平气缸、竖直气缸、夹持气缸以及与所述引线匹配的夹具,所述水平气缸的缸筒固定连接在所述固定外壳的顶面上,所述水平气缸的活塞杆上连接有第一连接板,所述竖直气缸的缸筒固定连接在所述第一连接板上,所述竖直气缸的活塞杆上连接有与所述竖直气缸的活塞杆相互平行的第二连接板,所述夹持气缸的缸筒固定连接在所述第二连接板上,所述夹持气缸的活塞杆与夹具连接,所述夹具位于所述绕线模头的正上方,所述水平气缸的伸缩方向与所述夹持气缸及所述竖直气缸的伸缩方向均相互垂直。
进一步的,所述夹具包括第一连杆、第二连杆以及平行且贴合接触的第一夹片和第二夹片,所述固定外壳靠近所述固定机构的一侧还设有导轨,所述导轨的两端分别滑动连接有第一滑块和第二滑块,所述第一连杆的一端和第二连杆的一端分别铰接在所述夹持气缸的活塞杆端头的两侧,所述第一连杆的另一端与所述第一滑块铰接,所述第二连杆的另一端与所述第二滑块铰接,所述第一夹片的顶边连接在所述第一滑块靠近所述固定机构的一侧面上,所述第二夹片的顶边连接在所述第二滑块靠近所述固定机构的一侧面上,所述夹片所在平面与所述绕线平台所在平面相互垂直,所述第一夹片的底边和第二夹片的底边上所述绕线模头对应的位置均设有夹持凹槽。
进一步的,所述固定机构包括压板、升降平台以及分别固定在所述升降平台两端的下压气缸,所述压板的两端分别与对应一端的下压气缸的活塞杆连接,所述下压气缸的伸缩方向与所述夹持气缸的伸缩方向相同;所述夹持气缸的活塞杆与所述第一连杆和第二连杆连接成“Y”字型结构;所述升降平台包括升降气缸和用于放置滤光片切换装置的支撑板,所述升降气缸的缸筒固定在所述机架上设有的作业平台上,所述升降气缸的活塞杆连接在所述支撑板的底部,所述压板位于所述支撑板的上方并与所述支撑板相互平行。
与现有技术相比,有益效果是:
本发明通过取消产品的贴膜,并巧妙地设计新型的吸塑条以起到保护、防止灰尘进入的作用,保证产品的洁净度的同时,也能同时加工多个产品,提高了后端加工检测效率。并且,由于取消了贴膜工序,下游工厂在上机台组装时,不需要人为的将产品上的保护膜撕掉;能够有效配合下游工厂的自动化生产;并且本发明还采用绕线机对成品进行自动化绕线,能够减少线芯断裂、引线打结的隐患。
附图说明
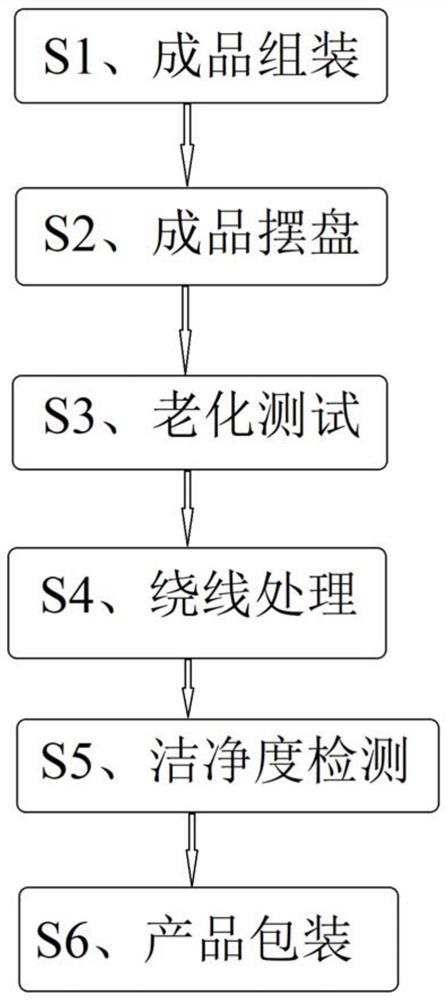
图1是本发明的工艺流程示意图。
图2是本发明中吸塑条的底盒的结构示意图。
图3是本发明中吸塑条的盖子的结构示意图。
图4是本发明中绕线机的结构示意图。
图5是本发明中绕线机的作业平台上的结构示意图。
图6是本发明中绕线模头的结构示意图。
图7是本发明中滤光片切换装置的结构示意图。
图8是本发明中滤光片切换装置的爆炸示意图。
具体实施方式
附图仅用于示例性说明,不能理解为对本专利的限制;为了更好说明本实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸;对于本领域技术人员来说,附图中某些公知结构及其说明可能省略是可以理解的。附图中描述位置关系仅用于示例性说明,不能理解为对本专利的限制。
本实施例提供一种滤光片切换装置后端加工检测方法,如图1所示,其包括以下步骤:
S1、成品组装:将各个半成品部件组装为未贴膜的成品;
S2、成品摆盘:将多个未贴膜的成品同时摆入与成品匹配的吸塑条内;
S3、老化测试:对吸塑条内的成品同时进行老化测试;
S4、绕线处理:通过绕线机将吸塑条内成品的引线42进行卷绕;
S5、洁净度检测:对吸塑条内成品的外观进行洁净度检测;
S6、产品包装:对通过洁净度检测的合格产品进行包装打包。
参照图8所示,成品组装具体包括以下步骤:
S11、将滤光片组件47安装在摇柄组件46上;
S12、将装有滤光片组件47的摇柄组件46安装在固定座44上;
S13、将上盖48安装在固定座44上。
其中,引线42以及支架线圈组件45在本成品组装之前已经安装在固定座44上了;在本工艺中只需先将滤光片组件47先安装在摇柄组件46上,再将装有滤光片组件47的摇柄组件46安装在固定座44上,最后再将上盖48安装在固定座44上,便完成了进行成品的组装,组成如图7所示的成品(即滤光片切换装置);成品的组装属于现有技术,在此便不再一一赘述。在原来的工艺步骤中,组装好成品之后,需要在上盖48的窗口位置贴设一个膜,而本工艺将贴膜工序取消。
如图2和图3所示,吸塑条包括透明的底盒100以及用于盖住底盒100开口的盖子200,底盒100上设有若干个沿直线间隔排列分布的放置槽101,放置槽101的一侧壁开设有用于将滤光片切换装置的引线引出的引线口103;盖子200上与引线口103对应的一侧设有用于卡接在引线口103上的定位卡块202,盖子200上与定位卡块202相对的一侧还设有凸柱201,底盒100与凸柱201对应的位置设有与凸柱201匹配的圆形凹槽102,吸塑条盖合时,凸柱201插接在圆形凹槽102中,定位卡块202卡接在引线口103的顶部,定位卡块202只是卡接在引线口103的上端部分,不会把引线口103全部填满。放置槽101的数量为15个。在其他实施方式下,放置槽101还可以是其他数量,为了方便生产,一般放置槽101的数量为10~20个。
在装入产品时,想通过吸盘式机械臂将盖子200吸起,然后同时通过另外的机械臂将15个成品同时对应放入吸塑条的放置槽101中,之后盖上盖子200,凸柱201与圆形凹槽102的配合作用以及定位卡块202与引线口103的配合作用都能够对盖子200的盖合起到定位的作用,盖合之后,将吸塑条整体移入下一工序。
本实施例对滤光片切换装置的引线进行绕线采用的是绕线机进行自动绕线,代替人工绕线,绕线机的具体结构如图4所示,为一种用于滤光片切换装置的绕线机,滤光片切换装置的结构如图7所示,绕线机包括机架1以及位于机架1上的:
固定机构10,用于将滤光片切换装置的壳体41固定;
夹引线机构20,用于将滤光片切换装置的引线42夹持并拉直;
绕线机构30,用于带动被夹引线机构20拉直后的引线42卷绕若干圈;
控制机构,分别与固定机构10、夹引线机构20以及绕线机构30独立控制连接;
固定机构10与绕线机构30相对设置且存在间距,夹引线机构20位于绕线机构30的上方。
如图5和图6所示,绕线机构30包括若干并排设置的同步转轴32以及用于带动同步转轴32同时转动的驱动模组,驱动模组的输出端分别与同步转轴32连接,同步转轴32上还套设有绕线模头33,绕线模头33远离驱动模组的一端设有圆形的绕线片34,绕线片34上还设有与引线42匹配的缺口35,缺口35呈υ形或者类似形状,缺口35的开口端对应在绕线片上的圆心角大小为60°左右;其中,驱动模组包括固定外壳31、驱动电机和主动轮(图中未显示出),机架1上设有作业平台2,作业平台2的一侧支撑起一个绕线平台,绕线平台上设有滑轨,固定外壳31的底部滑动连接在滑轨上,绕线平台上在固定外壳31背对固定机构10的一侧还设有用于带动固定机构10沿滑轨靠近或者远离固定机构10的移动驱动机构(图中未显示出),夹引线机构20固定连接在固定外壳31的顶部,驱动电机位于在固定外壳31内部,主动轮固定套设在驱动电机的输出轴上,主动轮通过皮带同时与各同步转轴32连接并构成皮带传动,各个同步转轴32的转动方向相同。在绕线机构30中,同步转轴32从固定外壳31的一侧面伸出,控制机构控制驱动电机通过皮带传动能够同时带动所有的同步转轴32沿一个方向转动,绕线模头33套设在同步转轴32上之后可以固定,跟着同步转轴32一起转动,绕线模头33也可以从同步转轴32上拆卸下来,更换不同型号尺寸的,以匹配不同型号的产品。绕线模头33通过其上的套孔36套设在同步转轴上,然后通过在螺孔37中拧入螺栓与同步转轴32对应位置的孔位连接,使得绕线模头33固定套设在同步转轴32上,且同步转轴32的另一端从绕线片33的圆心通孔中穿出,绕线片33的周向边缘从缺口35的开口端的两侧通过两道不断靠近最后连接的曲线形成一个接近υ形的缺口35,缺口35的底部接近圆心的位置,这是为了在绕线时,能够卡住引线42尾端的端子胶壳43。绕线模头上的圆形绕线片32是为了方便拉直的引线42放入缺口35内,圆片周长越大,入线则越容易;并且由于圆形绕线片34缺口35的开口端到底部的闭合端有一定的斜角,所以在绕线模头33旋转时,引线42就会被缺口35勾住,划入圆心位置,同时引线42尾端的端子胶壳43会被模头上的圆片卡住。为了避免旋转过程中引线42被扯断,模头会在旋转的同时,移动驱动机构带动绕线模头向前推进伸缩引线42。
夹引线机构20包括水平气缸21、竖直气缸22、夹持气缸23以及与引线42匹配的夹具24,水平气缸21的缸筒固定连接在固定外壳31的顶面上,水平气缸21的活塞杆上连接有第一连接板25,竖直气缸22的缸筒固定连接在第一连接板25上,竖直气缸22的活塞杆上连接有与竖直气缸22的活塞杆相互平行的第二连接板26,夹持气缸23的缸筒固定连接在第二连接板26上,夹持气缸23的活塞杆与夹具24连接,夹具24位于绕线模头33的正上方,水平气缸21的伸缩方向与夹持气缸23和竖直气缸22的伸缩方向均相互垂直;夹具24包括第一连杆241、第二连杆242以及平行且贴合接触的第一夹片245和第二夹片246,固定外壳31靠近固定机构10的一侧还设有导轨310,导轨310的左右两端上分别滑动连接有第一滑块243和第二滑块244,第一连杆241的一端和第二连杆242的一端分别铰接在夹持气缸23的活塞杆端头的两侧,第一连杆241的另一端与第一滑块243铰接,第二连杆242的另一端与第二滑块244铰接,这样,夹持气缸23的活塞杆与第一连杆241和第二连杆242连接成倒“Y”字型结构;第一夹片245的顶边连接在第一滑块243靠近固定机构10的一侧面上,第二夹片246的顶边连接在第二滑块244靠近固定机构10的一侧面上,夹片所在平面与绕线平台所在平面相互垂直,第一夹片245的底边和第二夹片246的底边上绕线模头33对应的位置均设有夹持凹槽247。这样,控制机构主要通过气动控制开关16分别独立控制水平气缸21、竖直气缸22和夹持气缸23的动作,以作业人员正常操作时面对装置的方位而言,水平气缸21的动作能够同时带动竖直气缸22、夹持气缸23以及夹具24作为一个整体在水平前后移动,竖直气缸22能够同时带动夹持气缸23和夹具24作为一个整体在竖直方向上下移动,夹持气缸23带动夹具24进行夹持和释放引线;在夹具24的设置时,导轨310的左半段设有第一滑块243,右半段设有第二滑块244,第一滑块243和第二滑块244的滑动行程不会很长,由于导轨310的中间用不到,故导轨310也可以分为左右两节,对实际使用不影响;夹持气缸23的活塞杆与第一连杆241和第二连杆242连接成倒“Y”字型结构,中间点为铰接,当夹持气缸23的活塞杆伸出时,将第一连杆241和第二连杆242往下压,第一连杆241和第二连杆242之间的夹角增大,进而带动第一滑块243和第二滑块244沿着导轨310相互远离,进而带动第一夹片245和第二夹片246朝两个相对的方向平移,第一夹片245和第二夹片246上的夹持凹槽247相互错位,则能够将引线42的端子胶壳限位在第一夹片245和第二夹片246的内侧,在水平气缸21动作时,能够带动夹具24前后移动将引线42拉直,拉直后,夹持气缸23的活塞杆缩回,进而带动第一连杆241和第二连杆242复位,同步通过第一滑块243和第二滑块244带动第一夹片245和第二夹片246复位,使得第一夹片245和第二夹片246上的夹持凹槽247能够相正对,这时引线42的端子胶壳可以通过夹持凹槽247,夹具24可以将引线42释放,竖直气缸22和水平气缸21带动夹持气缸23以及夹具24复位。
固定机构10包括压板13、升降平台以及分别固定在升降平台两端的下压气缸14,压板13的两端分别与对应一端的下压气缸14的活塞杆连接,下压气缸14的伸缩方向与夹持气缸23的伸缩方向相同;升降平台包括升降气缸11和用于放置滤光片切换装置的支撑板12,升降气缸11的缸筒固定在机架1上设有的作业平台2上,升降气缸11的活塞杆连接在支撑板12的底部,压板13位于支撑板12的上方并与支撑板12相互平行;压板13靠近支撑板12的一侧面设有与滤光片切换装置的匹配的压槽。支撑板12、压板13以及固定外壳31均由不锈钢材质制成。控制机构分别独立控制升降气缸11和下压气缸14的动作。在实际操作时,首先将多个滤光片切换装置在吸塑条外壳中放置好,一般同时放置15个,引线42从吸塑条的同一侧伸出,这是引线42的伸出方向是比较杂乱的,将装有滤光片切换装置的吸塑条整个放置在支撑板12上,升降气缸11能够调节吸塑条整体的竖直位置,这样避免工艺冲突,使得夹引线时和绕线时引线42位于不同的高度,刚好和夹具24和绕线模头33相匹配。下压气缸14缩回时,能够带动压板13下压,将吸塑条上的滤光片切换装置压住固定。
本实施例在使用时的整个工艺流程大致为:初始时,升降气缸11处于伸出状态,将支撑板12顶至刚好与第一夹片245和第二夹片246的高度配合;在支撑板12上放置待绕线的产品整体15(吸塑条上装载有滤光片切换装置的整体),随后通过下压气缸14带动压板13将产品整体15压住固定在压板13与支撑板12之间;接着夹引线机构20的水平气缸21前推,竖直气缸22带动夹具24下行,夹具24上第一夹片245和第二夹片246的夹持凹槽247刚好将对应位置的引线42罩住,且引线42的端子胶壳43位于第一夹片245和第二夹片246的后侧,这是夹持气缸23动作,带动第一夹片245和第二夹片246错位动作,将引线42的端子胶壳43限位住,随后水平气缸21复位后缩一定距离,同时带动夹具24后行一定距离,通过端子胶壳43的与夹具24的配合将引线42拉直;随后夹持气缸23复位、将引线42松开,竖直气缸22复位;引线42在夹引线机构20中拉直之后,升降气缸11下行,带动产品整体15下行一段距离,至绕线工位,在绕线机构30中,设有与滤光片切换装置数量一致的同步转轴32和绕线模头33,产品整体15移动至绕线工位时,由于初始时,绕线模头33的缺口35朝上,引线42刚好落入到绕线片34的缺口35中,并在缺口35两侧斜角的导向作用下,滑落到缺口35的底部,并且初始时绕线片34贴近引线42靠近塑料壳体41的一端,能够从塑料外壳的一端往端子胶壳43的一端依次绕线,并且缺口35开口张开较大,转动时不容易将线扯断,这个尺寸本领域技术人员根据实际工况可以调整。绕线机构30中的驱动电机启动后,能够带动绕线模头33转动,绕线模头33通过绕线片34上的缺口35的作用,并且在绕线模头33转动时,移动驱动机构会带动整个驱动模组向前推进移动,即绕线模头33在转动的同时,也会向前移动,以匹配绕线的动作,防止绕线模头33与引线42的作用力过紧,将引线42扯断。引线42卷绕之后,整体呈类似于弹簧的螺旋状,产品的一致性较好;本实施例中采用的绕线机通过固定机构10、夹引线机构20、绕线机构30和控制机构的依次配合,依次对滤光片切换装置进行固定、引线拉直和绕线,工序设计简单而巧妙,实现滤光片切换装置的自动绕线,并且可以同时对多个装置进行绕线,同步绕线也可以使得产品的一致性较好,满足包装要求,提升客户的满意度。
本实施例采用成品机先将半成品组装为成品,将用于保护镜片洁净度的保护膜取消;而本实施例为了保证不贴膜成品的洁净度,将成品放入到透明且设有盖子的吸塑条内,在进行老化、绕线等工序的操作,老化测试时,确保产品能够正常进行作动后再进行后续的绕线操作,本实施例为了满足客户端自动化对引线的要求,引入绕线机,对产品进行自动绕线操作,将产品引线绕城比较统一的弹簧状,有效减少直线长度,使其更加美观,且便于后续的包装和最终产品组装;接着通过人工对绕线完成后的产品进行洁净度全检,针对高于镜片洁净度允收标准的产品,使用酒精无尘布将脏污、尘点进行擦拭,保证出货产品的洁净度。最后对合格产品进行包装打包,本实施例定制新款产品打包盒,将全检好的产品摆在打包盒独立的凹槽内,保证相邻的产品之间不会相互接触造成二次污染;将原有的自封袋打包方式改为真空包装,保证产品与外部的隔绝,避免在运输过程中或外部环境造成二次污染。
本实施例通过取消产品的贴膜,并巧妙地设计新型的吸塑条以起到保护、防止灰尘进入的作用,保证产品的洁净度的同时,也能同时加工多个产品,提高了后端加工检测效率。并且,由于取消了贴膜工序,下游工厂在上机台组装时,不需要人为的将产品上的保护膜撕掉;能够有效配合下游工厂的自动化生产;并且本实施例还采用了绕线机对成品进行自动化绕线,能够减少线芯断裂、引线打结的隐患。
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
- 一种滤光片切换装置后端加工检测方法
- 一种滤光片加工切换装置