一种GIS组合电器的壳体尺寸自动化检测系统
文献发布时间:2023-06-19 13:45:04
技术领域
本发明属于自动化检测技术领域,具体涉及一种GIS组合电器的壳体尺寸自动化检测系统。
背景技术
GIS(Gas insulated Metal-Enclosed Switchgear)组合电器是SF
为承担的不同功用,金属壳体的选材可为铸铁、铝合金或金属复合材料。金属壳体的成型可通过铸造或焊接。金属壳体的形状复杂且多样,主要有直通、T型接头、弯头、伸缩节或盆式绝缘子等等,以及其他异形结构,以适应各种接线布局,其中异形是对所有壳体形状的高度概括,金属壳体的尺寸也各有不同。并且,由于各种金属壳体最终以法兰连接组合后形成一个个密封的单元,因此每个金属壳体的端部表面都有用于放置密封圈的凹槽,而且密布有螺栓孔。
由于GIS组合电器用于高压和超高压配电系统,其安全性和可靠性要求高。尤其是以SF
常用的金属壳体最大尺寸可达到长度2500mm,宽度1000mm,高度1000mm。除了金属壳体,GIS组合电器还有众多种类的产品,这些产品入厂时也必须检测判定。所需的检测工具、方法各有不同,而有些异形结构的产品,采用常规检测工具和方法也难以进行检测。
目前GIS组合电器的壳体及产品执行入厂检测时,通常采用人工通过卡尺、塞规等手工检测工具进行检测,因操作习惯、工具使用方法不同等原因造成相同工件不同人员测量尺寸不一致,会产生各种误差,进而影响检测标准的一致性和检测效果的直观性。
发明内容
本发明的目的在于提供一种GIS组合电器的壳体尺寸自动化检测系统,以解决背景技术中提到的技术问题。
为了实现上述目的,本发明公开了一种GIS组合电器的壳体尺寸自动化检测系统,包括检测区,检测区与入厂物流输送线相邻设置;在检测区内设有检测设备和控制柜,检测区外部与入厂物流输送线相对的一侧设有计算机工作站;
控制柜分别与检测设备和计算机工作站通过网线连接;检测设备包括下沉式旋转平台、检测输送线、机器人、三维激光扫描仪和光学跟踪器;
在检测区内自与入厂物流输送线相邻的一侧至另一侧,依次设有下沉式旋转平台和机器人基座;下沉式旋转平台的上表面与地面平齐,在下沉式旋转平台的上表面固定设有顶升机构,顶升机构的上方安装有检测输送线,检测输送线位于入厂物流输送线的输出方向上,在检测输送线的末端设有第一限位阻挡机构;机器人基座固定在地面上,机器人固定设置在机器人基座的上方,三维激光扫描仪固定设置在机器人的机械臂臂端;
在检测区内设有水平移动轨道,水平移动轨道位于下沉式旋转平台和机器人基座的中心点连线的一侧,水平移动轨道的长度方向与下沉式旋转平台和机器人基座的中心点连线方向平行,在水平移动轨道上滑动连接有可升降支柱,光学跟踪器设置在可升降支柱的顶部。
进一步地,检测区内部,在下沉式旋转平台与入厂物流输送线之间设有接驳输送线,接驳输送线固定在地面上,接驳输送线位于入厂物流输送线的输出方向上,接驳输送线的上表面高度与入厂物流输送线的上表面高度相同;当接驳输送线向检测输送线输送待检产品时,检测输送线的上表面高度与接驳输送线的上表面高度相同。
进一步地,在检测输送线两侧安装有气动夹紧装置。
进一步地,检测区内部,在机器人基座的另一侧设有固定平台,下沉式旋转平台、机器人基座和固定平台的中心点在同一条直线上,固定平台固定在地面上,固定平台上设有产品检测台,产品检测台表面开设有安装孔。
进一步地,检测区内部,在固定平台的另一侧设有支架,支架固定在地面上,支架、固定平台、机器人基座和下沉式旋转平台的中心点在同一条直线上,支架的上部一端位于固定平台上方,支架的上部固定设置有滑轨,产品检测台滑动连接在滑轨上部,在滑轨的末端设有第二限位阻挡机构。
进一步地,所述控制柜位于检测区内设有水平移动轨道的一侧。
进一步地,所述控制柜包括电气控制柜和机器人控制柜,电气控制柜分别与除了机器人之外的其他检测设备和计算机工作站通过网线连接,机器人控制柜分别与机器人和计算机工作站通过网线连接。
进一步地,电气控制柜和机器人控制柜并排固定设置在检测区内与入厂物流输送线相对的一侧地面上,电气控制柜和机器人控制柜与水平移动轨道垂直设置,电气控制柜和机器人控制柜的控制面板均朝向检测区外部。
进一步地,检测区为长方形区域,在检测区的四周设置有安全围栏,检测区的纵向长度与入厂物流输送线的纵向方向一致,在与入厂物流输送线相邻一侧的安全围栏上,居中留有产品入检通道,与产品入检通道相对应一侧的安全围栏上,居中留有检验员通道;下沉式旋转平台、机器人基座和固定平台在检测区内部自产品入检通道至检验员通道依次设置。
进一步地,所述产品入检通道中设有激光读码设备,检验员通道中设有安全光幕。
本发明中,入厂物流输送线、接驳输送线和检测输送线均为辊筒输送线装置。
本发明的GIS组合电器的壳体尺寸自动化检测系统在使用时,工作原理为:大尺寸待检产品通过入厂物流输送线和接驳输送线输送至下沉式旋转平台上方的检测输送线上,小尺寸待检产品通过人工放置在固定平台上方的产品检测台上;光学跟踪器对待检产品进行定位,设置在机器人的机械臂臂端的三维激光扫描仪对待检产品进行激光扫描,扫描后得到的数据信息输入计算机中,与计算机中的标准数据模型进行比对,在计算机中即可显示扫描检测结果。
为解决制约GIS组合电器的壳体及产品入厂检测问题,本发明提出了一种全新的GIS组合电器的壳体尺寸自动化检测系统,减少了检测过程中人为干预,保证了检测标准的一致性,检测结果的直观性。
与现有技术相比,本发明的GIS组合电器的壳体尺寸自动化检测系统具有如下优点:
(1)本发明的GIS组合电器的壳体尺寸自动化检测系统兼容多种检测项目,如平面度、密封圈凹槽、螺栓孔、焊缝等,无需多种检测工具和方法,可节约检测时间,并提高了检测精度和效率,彻底摆脱了检测过程中的大部分人为因素,且操作简单,可实现一键自动检测。
(2)本发明中的GIS组合电器的壳体尺寸自动化检测系统,在机器人的两侧,分别设置检测大尺寸壳体的下沉式旋转平台和检测小尺寸产品的固定平台,扩大了入厂检测范围,机器人的利用率最大化,降低了检测成本。
(3)本发明中的GIS组合电器的壳体尺寸自动化检测系统,以入检的接驳输送线、下沉式旋转平台上设置的检测输送线、携带三维激光扫描仪的机器人,以及携带光学跟踪器的水平移动、垂直升降的运动机构,经过逻辑控制编程和后台算法的集成实现了自动化,而且自动化的三维检测线可嵌入入厂物流自动化系统,不再因检测而使入厂物流自动化中断,从而使GIS组合电器制造厂实现智能工厂成为可能。
(4)本发明中的GIS组合电器的壳体尺寸自动化检测系统,使以人为主的入厂检测变成以计算机为核心的机械自动化检测,自动生成检测报告,成为应对上游供应商和下游配电用户出现纠纷时有证明力的溯源依据,有效地维护GIS组合电器制造厂的合法权益。
附图说明
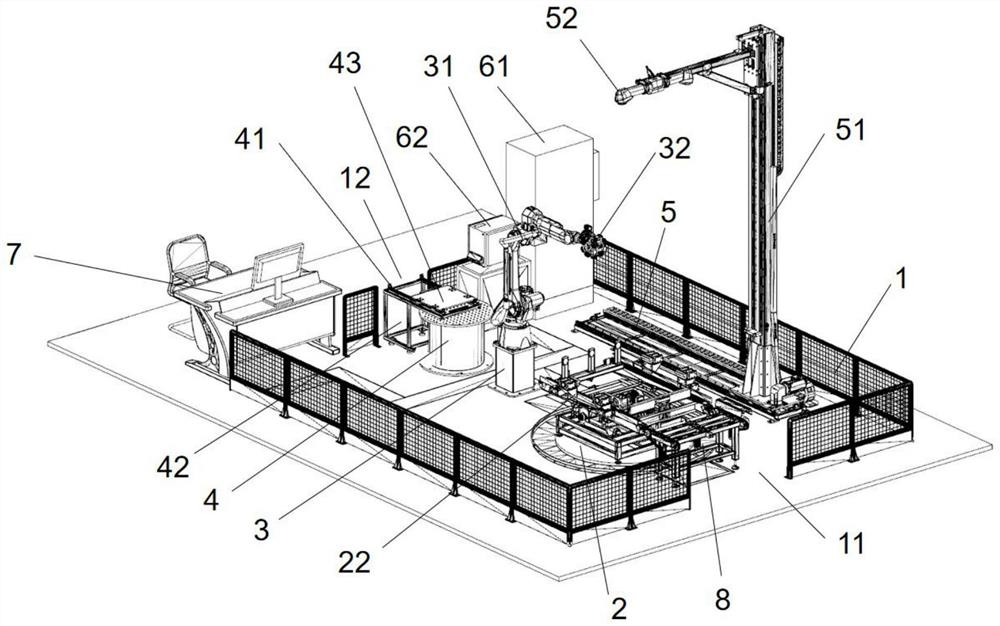
图1:实施例1中GIS组合电器的壳体尺寸自动化检测系统的立体结构示意图。
图2:实施例1中GIS组合电器的壳体尺寸自动化检测系统的俯视图。
图3:实施例1中GIS组合电器的壳体尺寸自动化检测系统中放置待检产品后的立体结构示意图。
图4:实施例1中下沉式旋转平台、检测输送线和接驳输送线的结构示意图。
图5:实施例1中固定平台、滑轨和支架的结构示意图。
附图标记说明:1-安全围栏;11-产品入检通道;12-检验员通道;2-下沉式旋转平台;3-机器人基座;4-固定平台;31-机器人;32-三维激光扫描仪;5-水平移动轨道;51-可升降支柱;52-光学跟踪器;61-电气控制柜;62-机器人控制柜;7-计算机工作站;21-顶升机构;22-检测输送线;8-接驳输送线;221-第一限位阻挡机构;222-气动夹紧装置;41-滑轨;42-支架;421-第一水平支架;422-垂直支架;423-第二水平支架;43-产品检测台;431-拉手;432-第二限位阻挡机构;9-线缆走线槽;13-小尺寸待检产品;14-大尺寸待检产品。
具体实施方式
下面通过具体实施例进行详细阐述,说明本发明的技术方案。
实施例1
如图1-5所示,给出了实施例1中GIS组合电器的壳体尺寸自动化检测系统的多个结构示意图。
一种GIS组合电器的壳体尺寸自动化检测系统,包括检测区,检测区位于车间地面上,检测区与入厂物流输送线相邻设置,检测区为一长方形区域,在检测区的四周设置有安全围栏1;检测区的纵向长度与入厂物流输送线的纵向方向一致,在与入厂物流输送线相邻一侧的安全围栏1上,居中留有产品入检通道11,产品入检通道11中设有激光读码设备(图中未绘出);与产品入检通道11相对应一侧的安全围栏1上,居中留有检验员通道12,检验员通道12中设有安全光幕(图中未绘出)。
在安全围栏1的内部设有检测设备,检测设备包括下沉式旋转平台2、检测输送线22、机器人31、三维激光扫描仪32和光学跟踪器52。
在检测区内,自产品入检通道11至检验员通道12,依次设有下沉式旋转平台2、机器人基座3和固定平台4,下沉式旋转平台2与地面平齐,直径为1500mm;机器人基座3采用地脚螺栓固定在地面上,在机器人基座3上固定设有机器人31,机器人31的机械臂由6轴+2外部旋转轴组成,旋转半径2009mm,机器人31的机械臂臂端固定设有三维激光扫描仪32,三维激光扫描仪32为含有2个动态CCD工业相机、2个7束十字激光和额外一束直线激光的三维激光扫描仪。
在安全围栏1内部边沿位置处设有水平移动轨道5,水平移动轨道5位于下沉式旋转平台2、机器人基座3和固定平台4的中心点连线的一侧;水平移动轨道5的长度方向与下沉式旋转平台2、机器人基座3和固定平台4的中心点连线方向相平行。
水平移动轨道5的总长为3400mm,在水平移动轨道5上滑动连接有可升降支柱51,可升降支柱51的高度为4400mm,在可升降支柱51的顶部设有光学跟踪器52。
在安全围栏1内部还设有控制柜,控制柜包括电气控制柜61和机器人控制柜62。电气控制柜61和机器人控制柜62与水平移动轨道5均设置在下沉式旋转平台2、机器人基座3和固定平台4的中心点连线的同侧,且电气控制柜61和机器人控制柜62与水平移动轨道5垂直设置,电气控制柜61和机器人控制柜62并排固定设置在设有检验员通道12一侧的安全围栏1内部的地面上,电气控制柜61和机器人控制柜62的控制面板均朝向安全围栏1的外部。
在安全围栏1的外部设有计算机工作站7,计算机工作站7位于设有检验员通道12一侧的安全围栏1外部,且位于电气控制柜61和机器人控制柜62相对的另一侧;计算机工作站7包括办公桌、办公椅和置于办公桌上方的计算机。
电气控制柜61分别与除了机器人31之外的其他检测设备和计算机工作站7通过网线连接,机器人控制柜62分别与机器人31和计算机工作站7通过网线连接,连接线缆通过设置在地面上的线缆走线槽9进行布置。
在下沉式旋转平台2的上表面固定设有顶升机构21,顶升机构21的上方固定连接有检测输送线22,检测输送线22为传送带装置,检测输送线22位于入厂物流输送线的输出方向上,在检测输送线22的末端设有第一限位阻挡机构221;在检测输送线22上配套设有气动夹紧装置222。
在安全围栏1内部,位于入厂物流输送线与下沉式旋转平台2之间,设有接驳输送线8,接驳输送线8为固定在地面上的传送带装置,接驳输送线8位于入厂物流输送线的输出方向上,接驳输送线8的上表面高度与入厂物流输送线的上表面高度相同;当接驳输送线向检测输送线22输送待检产品时,检测输送线22的上表面高度与接驳输送线8的上表面高度相同。接驳输送线8配备的电机做防尘防护,手无法直接伸入防护罩,保证电机使用寿命,机械加工牢固,GIS组合电器的壳体在输送的过程中不能产生晃动。
固定平台4的高度为600mm、直径为800mm。在固定平台4与检验员通道12之间设有滑轨41和支架42,支架42自上而下依次包括第一水平支架421、垂直支架422和第二水平支架423,第二水平支架423通过支脚固定设置在地面上;第一水平支架421和第二水平支架423平行设置,且与垂直支架422之间垂直固定连接,滑轨41固定连接在第一水平支架421的上方;第一水平支架421的一端与检测区的检验员通道12相邻设置,另一端固定连接在固定平台4上方;在滑轨41上部设有产品检测台43,产品检测台43与滑轨41之间滑动连接,产品检测台43为长方体板状结构,在产品检测台43上朝向检验员通道12一端的端部设有拉手431,在第一水平支架421的末端设有第二限位阻挡机构432;在产品检测台43上表面开设有安装孔,可用于固定放置小尺寸待检产品13的夹具。
第一限位阻挡机构221为3个并列等间距固定在检测输送线22末端的竖直挡板,竖直挡板通过紧固螺栓固定在检测输送线22上。
第二限位阻挡机构432为2个固定在第一水平支架41末端的竖直挡板,竖直挡板通过紧固螺栓固定在第一水平支架41的末端。
该实施例1,入厂物流输送线、接驳输送线8和检测输送线22均为辊筒输送线装置。
该实施例1中的GIS组合电器的壳体尺寸自动化检测系统在使用时,工作步骤如下:
对于大尺寸待检产品14,具体为:
(1)大尺寸待检产品14在入厂卸货时,会放置在带有特定工装夹具的托盘上,托盘上打印有包含了该待检产品信息的条形码,放置有待检产品的托盘置于入厂物流输送线上,入厂物流输送线将待检产品输送至检测区,设置在检测区的产品入检通道11上的激光读码设备读取条形码,将该待检产品信息录入计算机中;
(2)入厂物流输送线将放置有待检产品的托盘运送至接驳输送线8上,接驳输送线8将放置有待检产品的托盘运送至检测输送线22上,利用检测输送线22上的第一限位阻挡机构221和气动夹紧装置222将放置有待检产品的托盘精确地定位固定好;
(3)光学跟踪器52启动,找准待检产品的初始位置,机器人31带动三维激光扫描仪32自动调整原始坐标系,并开始对待检产品进行三维激光扫描;扫描过程中,机器人31的机械臂会带动三维激光扫描仪32在三维空间内进行移动扫描;
(4)三维激光扫描过程中,设置在检测输送线22底部的顶升机构21将检测输送线22顶起,使放置有待检产品的托盘高于接驳输送线8的高度,下沉式旋转平台2带动待检产品进行旋转,配合三维激光扫描仪32进行三维激光扫描;顶升机构21将检测输送线22顶起后,可防止检测输送线22在随着下沉式旋转平台2的旋转过程中与接驳输送线8产生干涉;
(5)扫描检测结束后,机器人31带动三维激光扫描仪32回到起始点,放置有待检产品的托盘退回至检测区外的入厂物流输送线上原始位置待命,计算机工作站分析扫描数据并得到测试结果,合格品运送至入库系统,不合格品运送至退货区。
对于小尺寸待检产品13,则通过人工将待检产品放置在固定平台4上方的产品检测台43上,推动至第二限位阻挡机构432进行定位,然后与上述步骤(3)和(4)相同,启动光学跟踪器52和三维激光扫描仪32对待检产品进行三维激光扫描,检验员根据检测结果,人工将合格品运送至入库系统,不合格品运送至退货区。
在实际应用中,所有入厂检验的待检产品(包括大尺寸的壳体和小尺寸的产品)的标准数据模型逐一导入计算机工作站。标准数据模型可以是GIS组合电器制造厂招标文件技术条件书中规定的参数,也可以是GIS组合电器制造厂和供应商共同认定的某个执行标准,导入的数据模型将作为检测比对的依据。所有入厂检验的待检产品,都在智能工厂的MES、WMS系统,以及SCADA系统统一编码,以保证入厂物流系统的自动化识别,GIS组合电器壳体尺寸自动化检测系统的读码、自动检测、存储、上传,都服从于统一编码。因此,计算机工作站得到测试结果后,会与工厂MES系统和WMS系统共享,上传测试结果,MES系统根据测试结果,会自动将合格品运送至入库系统,不合格品运送至退货区。
该实施例1中,采用逻辑控制器(PLC)进行系统逻辑控制。完成对机器人、操作按钮、触摸屏和指示灯、安全光幕等各种外设的通讯控制工作。
系统配置有机器人控制柜62,机器人控制柜62是独立地将机器人31进行综合控制的集成控制系统,机器人控制柜62的触摸屏操作界面以全中文触摸屏显示,该系统的使用将机器人、携带光学跟踪器52的运动机构、产品入检通道11激光读码器、接驳输送线8、检测输送线22以及下沉式旋转平台2进行了关联,并不增加机器人控制柜62的额外负担,也可隔离机器人控制柜62与外围电气,可以有效的保护价值昂贵的机器人控制柜62不受损伤,减少维护支出。在触摸屏上可以直接用相对应的产品编号,即可完成整个系统的运行方式的编辑、存储和操作(节拍更改、数据管理、机器人程序、生产管理等)。
对每一个待检产品,利用电气控制柜61和机器人控制柜62对三维激光扫描仪32和光学跟踪器52进行校准和定位。根据待检产品的尺寸和形状、检测项目定位携带光学跟踪器52的水平移动和垂直升降位置,对检测输送线22的气动夹紧装置222、下沉式旋转平台2的运动等随着三维激光扫描仪32的启动、扫描、结束进行逻辑编辑,并保存在机器人控制柜62和电气控制柜61的集成控制系统中。
当放置有待检产品的托盘在产品入检通道11中被激光读码器读取后,该实施例1中的自动化检测系统即自动启动。
以上所述仅为本发明的较佳实施例,并不用于限制本发明,凡在本发明的设计构思之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种GIS组合电器的壳体尺寸自动化检测系统
- 一种GIS、HGIS组合电器HMB-8机构可移动式检修拆装平台