港口散改集装卸工艺系统及控制方法
文献发布时间:2023-06-19 13:45:04
技术领域
本发明涉及焦炭与煤炭装卸工艺所使用的设备及其控制方法。
具体地说,是涉及港口散改集装卸工艺系统及控制方法。
背景技术
焦炭与煤炭的港口运输近年来为了提升环保力度,采取了许多举措,其中,将焦炭与煤炭散货改为集装箱运输作业这一举措为“散改集”项目,项目推进中发现需要提升工艺优化及所使用到的各项设备,而且项目操作中需要解决对炭粉尘对环境的影响,以及操作人员的安全性等问题。
发明内容
本发明的目的在于克服上述传统技术的不足之处,提供一种提升整体项目的港口散改集装卸工艺系统及控制方法。
本发明的目的是通过以下技术措施来达到的:
港口散改集装卸工艺系统,其特征在于:包括卸车系统、堆料系统、装箱系统、送箱系统和转运系统;
卸车系统用于货车内散货卸货;
堆料系统用于将所卸的散货按需求堆集;
装箱系统用于将散货装入集装箱;
送箱系统用于运送集装箱;
转运系统包括第一输送装置和第二输送装置,第一输送装置用于将卸车系统卸载的散货转送至堆料系统,第二输送装置用于将堆料系统堆集的散货转送至装箱系统。
一种具体优化方案,卸车系统包括地坑、液压卸车平台、地下漏斗和液压翻转平台;
液压卸车平台包括卸车平台和卸车液压缸,卸车平台覆盖设置于地坑上方,卸车平台一端与地坑通过转轴铰接,卸车平台另外一端与地坑接触连接,卸车液压缸上端与卸车平台中部铰接,卸车液压缸下端与地坑下部铰接设置;
地下漏斗与地坑相邻并位于靠近转轴的一侧,液压翻转平台覆盖设置于地下漏斗上方且可容车辆通过并行驶至液压卸车平台上方,液压翻转平台包括副板、主板和翻转液压缸,副板和主板铰接设置,副板靠近转轴设置,副板远离主板的一端与地下漏斗滑动连接,主板远离副板的一端与地下漏斗上部铰接设置,翻转液压缸上部通过连接件与主板活动连接,翻转液压缸下部与地下漏斗铰接设置;
卸车系统的数量至少为一个;
一个或多个卸车系统外涵盖设有卸车除尘系统,卸车除尘系统包括卸车除尘棚,卸车除尘棚上设有中压微雾抑尘系统;
卸车系统还包括卸车控制系统,卸车控制系统包括卸车本地控制装置和卸车监控装置,卸车本地控制装置包括用于控制卸车液压缸的卸车控制按键和用于控制翻转液压缸的翻转控制按键,卸车监控装置包括监控室、显示器和多个摄像头,显示器设置于监控室内,多个摄像头靠近卸车系统设置,摄像头与显示器通过电缆连接。
一种具体优化方案,堆料系统包括堆料机和堆料控制系统,堆料机包括行走机构、悬臂皮带机、尾车皮带机、旋转机构和俯仰机构,堆料控制系统包括PLC和数据获取装置;
数据获取装置包括拍摄设备、高度传感器、压力传感器和无线信号传输模块,拍摄设备和高度传感器位于垛位外侧的中心位置,压力传感器位于垛位中心位置的地下,拍摄装备、高度传感器和压力传感器三者通过信号传输线与无线信号传输模块连接,无线信号传输模块与PLC以无线方式连接;
PLC通过无线和/或有线的方式控制行走机构、悬臂皮带机、尾车皮带机、旋转机构和俯仰机构的启停。
一种具体优化方案,装箱系统包括主架体,主架体的上端安装有上料机构,上料机构的下方安装有多个导料机构;上料机构包括上料皮带机和分料总成,分料总成包括分料皮带机和轨道车,轨道车的上端安装有分料皮带机;主架体上端安装有滑轨,轨道车与滑轨相配合;导料机构包括缓冲仓和伸缩溜管,主架体上固定安装有多个呈线性均匀分布的缓冲仓,缓冲仓的出料口与伸缩溜管连接;
轨道车包括车架、轨道轮和驱动装置,车架安装有多组轨道轮,车架上安装有驱动装置,驱动装置通过传动机构与轨道轮连接,车架的上端安装有分料皮带机;
上料皮带机的出料端安装有头部料斗;
头部料斗包括料斗壳和导料板,料斗壳的下半部分的设有倾斜壁,料斗壳的倾斜壁的相对面的壁上安装有导料板,导料板的上端与料斗壳的内壁铰接,料斗壳的外壁上安装有螺纹套筒;螺纹套筒与限位螺杆相配合,限位螺杆穿过螺纹套筒的螺纹通孔顶在导料板的背部;
缓冲仓的出料口通过卸料闸门与伸缩溜管连接;
主架体上安装有四个呈线性均匀分布的缓冲仓,分料皮带机的两端部料斗分别位于两缓冲仓的正上方;
四台缓冲仓分为两组,两两不相邻的两缓冲仓为一组,分料皮带机的两端部料斗位于一其中一组缓冲仓的正上方;
主架体在轨道车的运动轨迹的两端分别安装有行程开关,轨道车的车架上安装有碰尺;
伸缩溜管包括连接套筒、内溜筒、除尘布筒和自动升降装置,连接套筒上部设置有进料口,进料口处安装有内套筒,连接套筒的侧面设置有除尘接口,连接套筒的下部依次与除尘布筒和出料管连接,内套筒的下端与内溜筒连接,除尘布筒的内侧通过连接环与内溜筒连接;连接套筒与出料管之间通过自动升降装置连接;其特征在于:所述的内溜筒由多个锥形筒构成,多个锥形筒首尾依次套接,最上端的锥形筒与连接套筒内的内套筒固定连接,其余的锥形筒与连接环铰接;
所述的自动升降装置包括滑轮、钢丝绳卷筒和减速电动机,连接套筒的外部设置有滑轮和钢丝绳卷筒,钢丝绳卷筒与减速电动机连接,钢丝绳绕过滑轮下端与出料管连接;
所述的锥形筒与连接环铰接方式为,锥形筒的两侧分别安装有转动轴,连接环上对称安装有两旋转套筒,旋转套筒设有轴向盲孔,转动轴插在旋转套筒的轴向盲孔内与其转动配合;
所述的旋转套筒的外壁上设有弧形通孔与轴向盲孔相通,转动轴的外端与限位轴垂直连接,限位轴放置在旋转套筒的弧形通孔内;
两相邻的锥形筒的转动轴垂直分布;
所述的出料管的下端与防尘盖板套接;
还包括集装箱散货装箱装置的电控系统,集装箱散货装箱装置的电控系统包括数据获取装置、信息处理模块、控制模块和驱动电路继电器;数据获取装置包括料位传感器、承重模块和无线信号传输模块,承重模块上设有压力传感器,承重模块位于集装箱的下端,料位传感器和压力传感器通过信号传输导线与无线信号传输模块连接,无线信号传输模块与信息处理模块采用无线信号连接,信息处理模块与控制模块通过有线或无线方式连接,控制模块与驱动电路继电器通过有线或无线方式连接,驱动电路继电器与上料机构和导料机构的驱动装置连接。
一种具体优化方案,送箱系统包括门架跨运车和集装箱翻转机;
集装箱翻转机包括底座、站人平台、液控关门手臂、称重传感装置、液压站和电控系统,底座上设置有翻转机构和动力机构,其特征在于,所述翻转机构包括支架,承重板、连接杆和旋转杆;
所述支架对称设置在底座两侧中间位置,支架和底座固定连接在一起;底座主要由翻转区和装料区组成,且翻转区和装料区分别位于支架的两侧;
所述支架之间枢接连接有承重板,承重板位于底座上方;
所述连接杆固定连接在站人平台的一侧下方,连接杆对称设置在站人平台两侧;连接杆和支架呈平行设置;连接杆一端与承重板远离装料区的一端枢接连接在一起;
所述旋转杆一端与连接杆另一端枢接连接在一起,旋转杆另一端与支架枢接连接在一起;旋转杆和承重板呈平行设置;
所述动力机构设置在底座和承重板之间,且动力机构对称设置在底座和承重板两侧;动力机构包括主液压推杆和副液压推杆;主液压推杆一端通过枢接件枢接在底座靠近装料区的一侧,主液压推杆另一端通过枢接件枢接在承重板靠近翻转区的一端;副液压推杆一端通过枢接件枢接在底座靠近翻转区的一侧,副液压推杆另一端通过枢接件枢接在承重板靠近装料区的一端;
所述承重板四角处设置有集装箱锁具;承重板靠近站人平台的一端下方对称设置有液控关门手臂;
所述主液压推杆、副液压推杆和液控关门手臂分别通过油管与液压站连接在一起;
所述称重传感装置包括称重传感器,称重传感器设置在底座的装料区上端;
所述站人平台主要由梯架部和作业部组成,作业部固定连接在靠近连接杆的一侧,梯架部连接固定在远离连接杆的一侧;
所述底座和支架之间固定连接有加强板;
所述电控系统包括电控箱、操作站、遥控装置、电磁阀、压力过载保护装置和急停装置。
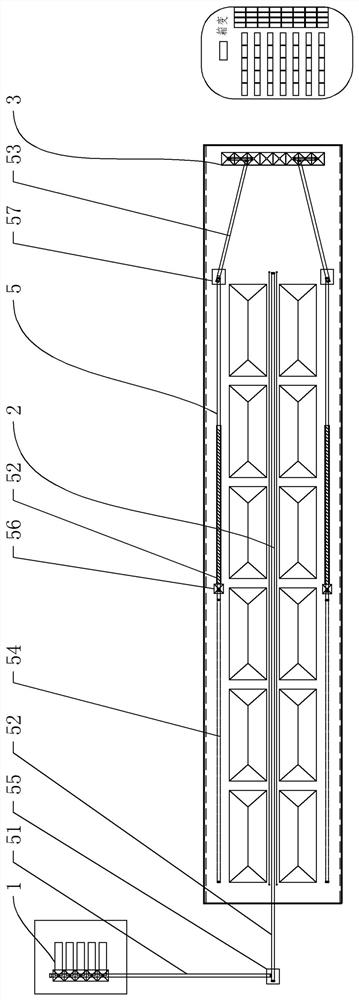
一种具体优化方案,第一输送装置包括第一皮带输送机和第一转接机房,第一皮带输送机设置于地下漏斗下部,第一皮带机出料端和尾车皮带机进料端配合设置于第一转接机房内;
第二输送装置包括装载机、预留皮带机、第二皮带机、第三皮带机、第二转接机房和第三转接机房,装载机用于将堆料系统堆集的物料转运至第二皮带机上,第二皮带机出料端与第三皮带机进料端配合设置于第二转接机房内,第三皮带机的出料端与装箱系统连接,第二皮带机设置于地下,预留皮带机设置于地上,预留皮带机与第二皮带机配合设置于第三转接机房内,预留皮带机、第二皮带机、第三皮带机、第二转接机房和第三转接机房的数量均为两个且对称设置于堆料系统两侧。
一种具体优化方案,控制系统包括总控制室,总控制室分别与卸车系统、堆料系统、装箱系统、送箱系统和转运系统电连接或通过无线通讯设备连接。
港口散改集装卸工艺系统的控制方法,其特征在于,包括以下步骤:
步骤Ⅰ:卸车;
将装满焦炭、煤炭散货的货车驶入卸车系统内,卸车平台使货车翻转,将散货卸货至地下漏斗内,然后车辆驶离,地下漏斗内的散货通过第一输送装置送出地面并转运至堆料系统;
步骤Ⅱ:堆料;
堆料系统作业,将散货堆集成预定规格大小的料堆;
步骤Ⅲ:装箱;
第二转运装置将料堆的散货送至装箱系统内,装箱系统将散货装入集装箱内;
步骤Ⅳ:送箱;
送箱系统将空的集装箱送入待装箱工位内,并将装满的集装箱运走另外存放。
一种具体优化方案,步骤Ⅱ采用以下堆料控制方法:
步骤A,系统信息设置:
A1、建立位置坐标系;
根据堆料场内的位置信息,沿堆料机行走方向,设定行走起始点和行走终止点,以行走起始点为坐标原点,建立坐标系,将堆料场内垛位逐一编号,将堆料机左侧的垛位分别编号为l1,l2……ln,在堆料机右侧的垛位分别编号为r1,r2,r3……rn,每个垛位上分别对应设有拍摄设备、高度传感器、压力传感器和无线信号传输模块,并且对应垛位编号,拍摄设备编号lp1,lp2……lpn,rp1,rp2……rpn,高度传感器编号lh1,lh2……lhn,rh1,rh2……rhn,对应压力传感器编号lg1,lg2……lgn,rg1,rg2……rgn,并将垛位编号和位置信息一一对应后,存储垛位编号和位置信息至PLC;
A2、修正堆料参数;
数据获取装置获取堆料场地内每个垛位的实时图像信息、实时高度信息和实时重力信息,并将所获取的信息更新存储至PLC;
A3、设定堆料信息;
事先在PLC内设置物料编码机制,对需要堆料的物料信息进行编码,并在堆料前将物料编码录入PLC,然后根据A1和A2所获取的信息,计算每个垛位所对应的堆料高度上限值Hmax和堆料重力上限值Gmax,并在PLC内进行设定;
步骤B:堆料自动控制:
B1、堆料准备;
PLC发送指令,行走机构和旋转机构启动,堆料机移动至第一个垛位后停止,俯仰机构启动,将堆料机调整至堆料位置,然后数据获取装置被触发并再次获取实时图像信息、实时高度信息和实时重力信息,然后将所获取的信息传送至PLC;
B2、堆料判断;
PLC接收实时信息并进行判断,如果所获取高度信息0< H B3、堆料进一步判断; 当0< H B4、堆料; PLC发送指令,悬臂皮带机和尾车皮带机启动,堆料机执行堆料操作,数据获取装置实时获取实时图像信息、实时高度信息和实时重力信息,并传送给PLC,PLC实时判断,当H=Hmax或G=Gmax任意之一达成时,则判定堆料完成并停止堆料,然后执行B5操作; B5、执行下一次堆料准备; 当堆料完成或不能堆料时,PLC发送指令,行走机构和旋转机构启动,使堆料机移动至下一个垛位后停止,重复B1-B5操作,堆料机的移动顺序为l1、r1、l2、r2……ln、rn,直至全部垛位上堆料完成。 一种具体优化方案,步骤Ⅲ采用以下装箱控制方法: 步骤一:所述的信息处理模块设置记录集装箱物料高度最大值Hmax、物料质量最大值Mmax,等待集装箱完成翻转; 步骤二:翻转集装箱,集装箱放置在承重模块上,压力传感器将检测到的数据通过无线信号传输模块传输至信息处理平台,信息处理平台分析获取的数据计算出集装箱的空箱质量M0,控制模块发送下降信号给驱动电路继电器,控制伸缩溜管下降,直至伸缩溜管下端的防尘盖板扣合在集装箱的开口处,料位传感器信号通过无线信号传输模块传输至信息处理模块,数据信息平台分析、计算得出集装箱的空箱高度H0。 步骤三:数据采集完成后,控制模块分别向轨道车和卸料闸门传输信号,控制卸料闸门开启,使轨道车带动分料皮带机运动到行程开关位置处,此时,分料皮带机的两端部料斗分别位于一组缓冲仓的正上方,轨道车触碰到行程开关,行程开关将信号传输至控制模块,控制模块发送信号传输至上料皮带机和分料皮带机,使其将物料输送至集装箱内,料位传感器和压力传感器实时监控集装箱物料的高度和质量。 步骤四:当Hmax和Mmax任一值达到最大值时,控制模块发送停止卸料信号给驱动电路继电器,控制卸料闸门关闭,控制模块发送提拉信号给驱动电路继电器,控制伸缩溜管和防尘盖板提升至初始位置,完成该集装箱装箱作业。 步骤五:控制模块将信号传输至分料皮带机,使其反向转动,向另一端的集装箱进行装料,当另一集装箱的Hmax和Mmax任一值达到最大值时,控制模块发送停止卸料信号给驱动电路继电器,控制卸料闸门关闭,控制模块发送提拉信号给驱动电路继电器,控制伸缩溜管和防尘盖板提升至初始位置,完成该集装箱装箱作业,从而完成一组集装箱装料作业。 步骤六:控制模块将信号传输至轨道车,使轨道车带动分料皮带机运动到另外两集装箱的上方,此时轨道车触碰到行程开关,行程开关将信号传输至控制模块,控制模块发送信号传输至上料皮带机和分料皮带机,使其重复步骤四和步骤五,完成对另一组集装箱的装料作业。 由于采用了上述技术方案,与现有技术相比,本发明的优点是: 一、优化了各流程环节的工艺,提升了自动化程度,节省了人力物力; 二、各环节添加除尘抑尘措施,有利于保护环境,符合环保要求; 三、优化了各流程所使用的设备,提升性能和安全性。 下面结合附图和具体实施方式对本发明作进一步说明。 附图说明 附图1是本发明港口散改集装卸工艺系统的平面布置图。 附图2是本发明卸车系统的结构示意图。 附图3是本发明堆料系统的结构示意图。 附图4是本发明料场料堆和信息获取装置分布示意图。 附图5是本发明堆料控制系统操作流程示意图。 附图6是本发明装箱系统的结构示意图。 附图7是本发明装箱系统的侧面结构示意图。 附图8是本发明装箱系统头部料斗部分的结构示意图。 附图9是本发明装箱系统分料总成部分的结构示意图。 附图10是本发明装箱系统伸缩溜管部分的结构示意图。 附图11是本发明装箱系统内溜管部分的结构示意图。 具体实施方式 实施例1:如附图1-11所示,港口散改集装卸工艺系统,包括卸车系统、堆料系统、装箱系统、送箱系统和转运系统。卸车系统用于货车内散货卸货;堆料系统用于将所卸的散货按需求堆集;装箱系统用于将散货装入集装箱;送箱系统用于运送集装箱;转运系统包括第一输送装置和第二输送装置,第一输送装置用于将卸车系统卸载的散货转送至堆料系统,第二输送装置用于将堆料系统堆集的散货转送至装箱系统。 如附图2所示,卸车系统,卸车系统包括地坑11、液压卸车平台12、地下漏斗15和液压翻转平台16; 液压卸车平台12包括卸车平台12和卸车液压缸14,卸车平台12覆盖设置于地坑11上方,卸车平台12一端与地坑11通过转轴13铰接,卸车平台12另外一端与地坑11接触连接,卸车液压缸14上端与卸车平台12中部铰接,卸车液压缸14下端与地坑11下部铰接设置; 地下漏斗15与地坑11相邻并位于靠近转轴13的一侧,液压翻转平台16覆盖设置于地下漏斗15上方且可容车辆通过并行驶至液压卸车平台12上方,液压翻转平台16包括副板161、主板162和翻转液压缸163,副板161和主板162铰接设置,副板161靠近转轴13设置,副板161远离主板162的一端与地下漏斗15滑动连接,主板162远离副板161的一端与地下漏斗15上部铰接设置,翻转液压缸163上部通过连接件与主板162活动连接,翻转液压缸163下部与地下漏斗15铰接设置; 地下漏斗15底部设有传送装置。 地坑11包括用于支撑卸车平台12的支撑柱,支撑柱的数量为多个,多个支撑柱沿地坑11内侧周向均布; 地坑11中部设有安装槽,安装槽内设有与卸车液压缸14相配合的预埋件,安装槽侧壁上设有爬梯; 地坑11端部设有用于安装转轴13的组合安装柱,组合安装柱上设有与转轴13相配合的预埋件; 地坑11还包括排水井,排水井设置于地坑11一侧,排水井设置于安装槽内,排水井的高度大于安装槽的高度; 地坑11一侧还连通有泵房。 卸车平台12上设有挡车机构18,挡车机构18包括挡车液压缸181和挡板182,挡车液压缸181上端与挡板182铰接,挡车液压缸181与卸车平台12固定连接,挡车平台上设有与挡板182相配合的凹槽,挡板182的数量至少为一个,挡板182的位置与车轮位置相配合设置; 卸车平台12周向设有防尘防漏皮带。 卸车液压缸14的数量为两个,其中一个卸车液压缸14位于卸车平台12的一侧,另外一个卸车液压缸14位于卸车平台12的另外一侧。 地坑11配有一个液压站系统,液压站系统分别与卸车液压缸14、翻转液压缸163和挡车液压缸181连接。 地下漏斗15外壁上侧面内设有与液压翻转平台16相配合的拖轮轨道17。 翻转液压缸163的数量为两个,两个翻转液压缸163对称设置于主板162两侧,两个翻转液压缸163之间的距离大于两个卸车液压缸14之间的距离; 连接件的数量为两个,连接件弯折设置,连接件两端分别与主板162固定连接,连接件中部远离主板162及地下漏斗15设置,翻转液压缸163与连接件中部铰接。 卸车系统的数量为一个或多个。 地坑11的数量为多个时,多个地坑11并排设置。 还包括卸车除尘棚19,卸车除尘棚19涵盖于一个或多个卸车系统外侧设置,卸车除尘棚19上设有中压微雾抑尘系统。 卸车系统还包括卸车控制系统,卸车控制系统包括卸车本地控制装置和卸车监控装置,卸车本地控制装置包括用于控制卸车液压缸14的卸车控制按键和用于控制翻转液压缸163的翻转控制按键,卸车监控装置包括监控室、显示器和多个摄像头,显示器设置于监控室内,多个摄像头靠近卸车系统设置,摄像头与显示器通过电缆连接。 可通过卸车本地控制装置使驾驶人员自行按键操作,相较于传统的额外配置卸车工人,有效减少了人工成本,且效率得到提升;设置卸车监控装置,可以对整个场地内进行监控,防止事故及卸料不完全等问题发生。 使用时,来料汽车正面驶入卸车平台12定位点,驾驶员打开汽车后开门,然后驾驶员按动系统启动开关,可根据需要选择遥控和本地操控两种工作模式,挡车机构18伸出固定车辆轮胎、卸车液压缸14伸出,卸车平台12举升到达设定角度后停止倾翻,汽车内散装物料从汽车箱体内滑出落入漏斗;汽车厢体内的物料全部卸出后,卸车平台12回落复位。挡车机构18复位,驾驶员可将汽车驶离;一个卸车周期完成。 液压卸车平台12将散货汽车中所载物料卸载至地下漏斗15后,由振动给料机给料至地下设置的带式输送机,带式输送机爬升出地面,在转接机房处转接,然后进行其他操作。 卸车系统优点是:一、采用地下储料并运输,防止地面扬尘,同时便于尘土收集,有利于保护工作环境及工作人员的健康;二、通过地下漏斗及在其上设置翻转平台,使得整体更便于适应场地,方便车辆进入及驶出,方便收集焦炭碎屑。翻转平台直接将折叠板顶压折叠收纳在料坑远离货车卸料口的一端,结构稳定,操作简单,能够有效解决现有技术中翻板妨碍货物卸入料坑中的问题,并且将散落四周的物料二次送入地坑,提高了工作效率。 如附图3-5所示,堆料系统,包括堆料机和堆料控制系统,堆料机包括行走机构21、悬臂皮带机22、尾车皮带机23、旋转机构24和俯仰机构25,堆料控制系统包括PLC和数据获取装置。 数据获取装置包括拍摄设备、高度传感器、压力传感器和无线信号传输模块,拍摄设备和高度传感器位于垛位外侧的中心位置,压力传感器位于垛位中心位置的地下,拍摄装备、高度传感器和压力传感器三者通过信号传输线与无线信号传输模块连接,无线信号传输模块与PLC以无线方式连接。 PLC通过无线和/或有线的方式控制行走机构21、悬臂皮带机22、尾车皮带机23、旋转机构24和俯仰机构25的启停。 悬臂皮带机22下部通过旋转机构24和俯仰机构25设置于行走机构21上,悬臂皮带机22上部进料端与尾车皮带机23上部出料端连接,尾车皮带机23下部通过车轮组支撑于行走机构21上。 行走机构21包括行走轨道、行走台车、行走驱动装置,行走驱动装置驱动行走台车沿行走轨道往复移动,行走驱动装置包括行走电机和减速机。 悬臂皮带机22包括臂架、悬臂输送带、悬臂托辊、悬臂驱动装置,悬臂托辊转动设置于臂架上侧,悬臂托辊数量至少为两个,悬臂输送带传动设置于多个悬臂托辊上,悬臂驱动装置包括悬臂电机,悬臂电机与其中一个悬臂托辊传动连接。 尾车皮带机23包括尾架、尾车输送带、尾车托辊、尾车改向辊、地面托辊、尾车驱动装置,尾车输送带传送设置于尾车托辊、尾车改向辊、地面托辊上,尾车托辊、尾车改向辊转动设置于尾架上方,尾车输送带通过尾车改向辊改向至地面,尾车驱动装置包括尾车电机,尾车电机与地面托辊传动连接。 旋转机构24包括旋转平台,旋转轴承、旋转齿圈、旋转齿轮和旋转驱动装置,旋转驱动装置驱动旋转齿轮转动,旋转齿轮与旋转齿圈外齿圈啮合,旋转齿圈内周侧与旋转轴承外周侧固定连接,旋转轴承外周转动侧与行走台车固定连接,旋转轴承内周转动侧与旋转平台固定连接,旋转平台上部通过塔架与臂架铰接,旋转驱动装置包括旋转电机,旋转电机与旋转齿轮传动连接。 俯仰机构25包括俯仰液压缸,俯仰液压缸一端与旋转平台铰接,俯仰液压缸另外一端与臂架铰接,俯仰液压缸的数量至少两个且两两对称设置于臂架两侧。 PLC分别与行走电机、悬臂电机、尾车电机、旋转电机和俯仰液压缸无线控制连接或有线控制连接。具体的,可在行走电机、悬臂电机、尾车电机、旋转电机和俯仰液压缸上设置无线信号接收器,并连接电子开关控制上述元器件的开启和关闭。 悬臂皮带机22上端设有头罩26和短溜筒27,悬臂皮带机22和尾车皮带机23转接处采用密闭溜槽28和导料槽29,在导料槽29的进、出口设橡胶帘。 通过上述配套除尘装置,有效提升环保性能。 本发明具有回转、俯仰堆料功能,能够实现两侧堆料;具有远程操作控制功能,能够实现人不上机操控,安全性能高。 实际使用时,还可以在每个垛位上放置位置传感器,利用悬臂皮带机22触发位置传感器,然后启动该垛位的数据获取装置;当然,也可以将数据获取装置利用电源开关控制起闭,并设置成常开模式。 使用拍照设备、高度传感器和压力传感器,可以获取料场堆料实时信息,并传送至PLC进行计算,识别料堆物料信息,PLC自动控制堆料机行走、旋转、放料和停止放料,放料现场无需留置工作人员,降低了人力成本,提高了安全系数。 如图3-5所示,装箱系统包括主架体31、上料机构和导料机构。 所述的主架体31的上端安装有上料机构,上料机构的下方安装有多个导料机构。 所述的上料机构包括上料皮带机34和分料总成,分料总成包括分料皮带机32和轨道车33,轨道车33包括车架3302、轨道轮3303和驱动装置3301,车架3302下端的两侧分别安装有多组轨道轮3303,车架3302上安装有驱动装置3301,驱动装置3301通过传动机构与轨道轮3303连接,车架3302的上端安装有分料皮带机32。 所述的主架体31上端安装有两条滑轨,轨道车33的轨道轮3303与滑轨相配合。 所述的上料皮带机34的出料端安装有头部料斗39,上料皮带机34输送的散货物料能够经头部料斗39落到分料皮带机32的中心处。所述的头部料斗39包括料斗壳3901和导料板3902,料斗壳3901的下半部分的设有倾斜壁,料斗壳3901的倾斜壁的相对面的壁上安装有导料板3902,导料板3902的上端与料斗壳3901的内壁铰接,料斗壳3901的外壁上安装有螺纹套筒3905,螺纹套筒3905上设有与料斗壳3901空腔相贯通的螺纹通孔。 所述的螺纹套筒3905与限位螺杆3904相配合,限位螺杆3904穿过螺纹套筒3905的螺纹通孔与顶块3903连接,顶块3903顶在导料板3902的背部。通过旋转调节限位螺杆3904,能够调节导料板3902的角度,从而能够使物料先由上料皮带机34落到头部料斗39的导料板3902上,再由导料板3902流向料斗壳3901的倾斜壁,最后由料斗壳3901的出料口落到分料皮带机32上。 所述的导料机构包括缓冲仓36和伸缩溜管37,主架体31上固定安装有多个呈线性均匀分布的缓冲仓36,缓冲仓36的出料口通过卸料闸门38与伸缩溜管37连接。 本实施例中,所述的主架体31上固定安装有四个呈线性均匀分布的缓冲仓36,分料皮带机32的两端部料斗分别位于两缓冲仓36的正上方。四台缓冲仓36分为两组,两两不相邻的两缓冲仓36为一组,分料皮带机32的两端部料斗位于一其中一组缓冲仓36的正上方。 所述的主架体31在轨道车33的运动轨迹的两端分别安装有行程开关,轨道车33的车架3302上安装有碰尺,当碰尺触碰到行程开关后,轨道车33停止运动,使分料皮带机32的两端部料斗分别位于两缓冲仓36的正上方,此时启动分料皮带机32,散货物料由分料皮带机32一端的端部料斗进入到缓冲仓36中,继而由缓冲仓36和伸缩溜管37输入到集装箱中,当集装箱装满以后。启动分料皮带机32,使皮带机反向转动,使散货物料由分料皮带机32另一端的端部料斗进入到另一缓冲仓36中,从而装填另一集装箱。 当分料皮带机32下方的两集装箱装填完成后,使轨道车33带动分料皮带机32沿滑轨运动,使分料皮带机32运动到另外两缓冲仓36的正方上,继而依次对另外两集装箱进行装箱作业。 所述的伸缩溜管37包括连接套筒3701、内溜筒、除尘布筒3702和自动升降装置,连接套筒3701上部设置有进料口,进料口处安装有内套筒,连接套筒3701的侧面设置有除尘接口,连接套筒3701的下部连接有除尘布筒3702,除尘布筒3702的下端连接有出料管3708,内套筒的下端与内溜筒连接,除尘布筒3702的内侧通过连接环3704与内溜筒连接。 所述的连接套筒3701与出料管3708之间通过自动升降装置连接,自动升降装置包括滑轮3707、钢丝绳卷筒3705和减速电动机3706,连接套筒3701的外部设置有滑轮3707和钢丝绳卷筒3705,钢丝绳卷筒3705与减速电动机3706连接,钢丝绳绕过滑轮3707,钢丝绳的下端与出料管3708固定连接。除尘接口通过管道与除尘器连接,能够将进料过程中产生的粉尘吸走,从而降低粉尘污染。 所述的内溜筒由多个锥形筒3703构成,多个锥形筒3703首尾依次套接,最上端的锥形筒3703与连接套筒3701内的内套筒固定连接,其余的锥形筒3703与连接环3704铰接从而能够使锥形筒3703摆动。 所述的锥形筒3703的两侧分别安装有转动轴3711,连接环3704上对称安装有两旋转套筒3712,旋转套筒3712设有轴向盲孔,旋转套筒3712的外壁上设有弧形通孔与轴向盲孔相通,转动轴3711插在旋转套筒3712的轴向盲孔内与其转动配合,转动轴3711的外端与限位轴3710垂直连接,限位轴3710放置在旋转套筒3712的弧形通孔内,从而能够限制转动轴3711的旋转角度。 本实施例中,相邻的上下两锥形筒3703的转动轴3711垂直分布,从而能够使两锥形筒3703的转动方向垂直,避免所有锥形筒3703向一个方向偏转,彼此之间形成干涉。 所述的防尘盖板3709的中心处设有通孔,出料管3708的下端设有凸缘,凸缘的外径大于防尘盖板3709的通孔的直径,出料管3708的下端穿过防尘盖板3709的通孔并使凸缘顶在防尘盖板3709的下端,防尘盖板3709的下端安装有料位传感器,料位传感器通过电路与减速电动机3706连接,根据装车料位自动升降伸缩溜管37高度。当料位传感器接触到物料后,信号输出,控制伸缩溜管37上升,上升至预设高度后停止。 所述的伸缩溜管37的除尘接口通过管道与除尘器连接,能够降低在输料过程中粉尘污染。 操作流程如下:使用本发明装置对集装箱装料时,将集装箱放置在四台缓冲仓36的下方,启动伸缩溜管37,使其带动防尘盖板3709扣合在集装箱的上端开口处,使用上料皮带机34将散货物料输送到分料皮带机32上,分料皮带机32将散货物料缓冲仓36中,再由伸缩溜管37进入到集装箱中进行装料。 本发明还包括电控系统,用来控制本发明的动作步骤。所述的电控系统包括数据获取装置、信息处理模块、控制模块和驱动电路继电器;数据获取装置包括料位传感器、承重模块和无线信号传输模块,承重模块上设有压力传感器,承重模块位于集装箱的下端,料位传感器和压力传感器通过信号传输导线与无线信号传输模块连接,无线信号传输模块与信息处理模块采用无线信号连接,信息处理模块与控制模块通过有线或无线方式连接,控制模块与驱动电路继电器通过有线或无线方式连接,驱动电路继电器与上料机构和导料机构的驱动装置3301连接。 装箱系统具有以下突出的有益效果:1、本发明通过上料皮带机和分料皮带机向集装箱中装料,在整个装载过程中,只需通过轨道车带动分料皮带机运动到集装箱的上端,进行装料即可,分料皮带机的两端部料斗分别位于两缓冲仓的正上方,当分料皮带机装满其中一端的集装箱时,使分料皮带机翻转,对另一端的集装箱进行装料,从而能够使分料皮带机运动一次,完成对两个集装箱装料作业,极大的提高了装料效率;2、本发明的分料皮带机的下方放置有四台缓冲仓,四台缓冲仓分为两组,每两两不相邻的缓冲仓为一组,分料皮带机的两端部料斗位于一其中一组缓冲仓的正上方,当本发明对其中一组缓冲仓下方的集装箱完成装料后,只需要移动一段两相邻集装箱之间的距离,就能够运动到另一组缓冲仓的上方,继续对集装箱进行装料,此时更换完成装料的一组集装箱,如此上述操作方式,能够不间断的对集装箱进行装料,极大的提高了装料效率。伸缩溜筒优点:1、本发明的锥形筒与连接环之间铰接,当物料冲击锥形筒的内壁时,锥形筒能够产生摆动,从而对物料产生一定的缓冲作用;2、本发明的相邻的上下两锥形筒的转动轴垂直分布,从而能够使两锥形筒的转动方向垂直,避免所有锥形筒向一个方向偏转,彼此之间形成干涉。 送箱系统包括门架跨运车和集装箱翻转机。门架跨运车用于转送集装箱。相较于集装箱卡车,可一机多用,门架跨运车能够提升集装箱高度,节省了竖直方向上的搬运装置,便于配合集装箱翻转机使用。 如图10-11所示,集装箱翻转机,包括底座41、站人平台43、液控关门手臂47、称重传感装置、液压站和电控系统,底座41上设置有翻转机构42和动力机构45; 翻转机构42包括支架421,承重板422、连接杆423和旋转杆424;支架421对称设置在底座41两侧中间位置,支架421和底座41固定连接在一起,底座41和支架421之间固定连接有加强板44,有效保障支架421和底座41的稳定性;底座41主要由翻转区411和装料区412组成,且翻转区411和装料区412分别位于支架421的两侧;支架421之间枢接连接有承重板422,承重板422位于底座41上方; 连接杆423固定连接在站人平台43的一侧下方,连接杆423对称设置在站人平台43两侧;连接杆423和支架421呈平行设置;连接杆423一端与承重板422远离装料区412的一端枢接连接在一起; 旋转杆一端与连接杆423另一端枢接连接在一起,旋转杆另一端与支架421枢接连接在一起;旋转杆和承重板422呈平行设置;连接杆423一端与承重板422远离装料区412的一端枢接连接在一起; 旋转杆一端与连接杆423另一端枢接连接在一起,旋转杆另一端与支架421枢接连接在一起;旋转杆和承重板422呈平行设置;可见,翻转机构42采用平行四边形机构的设计,当翻转机对安装在承重板422上方的集装箱进行翻转时,站人平台43会被翻转机构42带动移动,但是站人平台43移动时会始终与地面保持水平,便于工作人员位于站人平台43上对承重板422上方的集装箱进行箱门开关作业; 站人平台43主要由梯架部431和作业部432组成,作业部432固定连接在靠近连接杆423的一侧,梯架部431连接固定在远离连接杆423的一侧; 动力机构45设置在底座41和承重板422之间,且动力机构45对称设置在底座41和承重板422两侧;动力机构45包括主液压推杆451和副液压推杆452;主液压推杆451一端通过枢接件枢接在底座41上方靠近装料区412的一侧,主液压推杆451另一端通过枢接件枢接在承重板422下方靠近翻转区411的一端;副液压推杆452一端通过枢接件枢接在底座41上方靠近翻转区411的一侧,副液压推杆452另一端通过枢接件枢接在承重板422下方靠近装料区412的一端;主液压推杆451和副液压推杆452分别通过油管与液压站连接在一起,动力机构45通过液压站驱动,对承重板422两端进行推拉,实现集装箱的翻转运动; 承重板422四角处设置有集装箱锁具46;承重板422靠近站人平台43的一端下方对称设置有液控关门手臂47,液控关门手臂47通过油管与液压站连接在一起,集装箱装货结束后,液压站驱动液控关门手臂47可将箱门关闭,工作人员只需要进行箱门锁紧作业即可,有效提高了工作效率; 称重传感装置包括称重传感器48和称重传感主机(图中未示出),称重传感器48设置在底座41的装料区412上端,称重传感装置具备贸易交割计量功能,称重传感器48检测到的数据实时上传到称重传感主机,称重传感主机能够实时显示、装箱到达设定值后自动发生信号停止装箱; 电控系统(图中未示出)包括电控箱、操作站、遥控装置、电磁阀、压力过载保护装置和急停装置;压力过载保护装置采用压力开关安装到动力机构45及液压站各处,当设备超过设定压力值时,压力开关会向电控箱发出信号,电控箱接收后会发出信号,使主电机控制电源分离关闭,此时液压站中油泵电机停止运转,可防止高压损坏液压元件及管路,达到保护设备,延长设备使用寿命的目的; 急停装置采用脱扣型分断开关,电控箱上配置有急停按钮;紧急情况下,按下急停按钮,急停按钮给控制器发出信号,控制器接收后发出信号给脱扣型分断开关断电,直接切断主电源; 操作站还配置有遥控装置,遥控装置采用便携集成式背负遥控器,能够远程遥控操作液压站中的集成换向阀,集成换向阀采用比例换向阀加手动换向阀组合,结构形式为片式组合,电液比例控制,负载敏感,阀后补偿LUDV,实现翻转速度无极调速,最大限度解决压颤。 在具体的实施例中,首先通过搬运设备将集装箱搬运至承重板422的上方,集装箱箱门靠近站人平台43方向,然后人工操作集装箱锁具46,将集装箱固定在承重板422上方,之后人工在操作站处启动液压站,液压站驱动主液压推杆451推动承重板422靠近翻转区411的一端,驱动副液压推杆452拉动承重板422靠近装料区412的一端,通过翻转机构42驱动承重板422翻转九十度,承重板422带动集装箱翻转至翻转区411;翻转机翻转运动的同时,工作人员位于站人平台43上经翻转机构42带动移至工作位置,翻转机构42利用平行四边形机构的原理,站人平台43在移动过程中始终与地面保持水平;翻转机翻转运动的过程中,工作人员可以通过遥控装置,对翻转机进行无极调速;之后,工作人员打开集装箱箱门,进行装箱工作;装箱工作中,工作人员可通过称重传感装置,实时观察集装箱装料状态,待装箱至设定重量或设定高度时,称重传感器48或装料设备中的高度检测器向称重传感主机发出信号,称重传感主机接收信号后发出信号使装料设备停止装箱;接下来,工作人员通过电控系统驱动液压站,液压站驱动液控关门手臂47将箱门关闭,之后位于站人平台43上的工作人员将箱门锁紧;接下来,工作人员通过电控系统驱动液压站,液压站首先将液控关门手臂47复位,然后将动力机构45复位,动力机构45带动翻转机构42,翻转机构42带动集装箱复位,最后再通过搬运设备将集装箱搬运至运输设备上带走。 送箱系统还设计有液控关门手臂,集装箱装货结束后,液控关门手臂可将箱门关闭,工作人员只需要进行箱门锁紧作业即可,有效提高了工作效率;优点有跟随集装箱翻转移动的站人平台,方便工作人员站立作业,有效降低了工作人员作业时,因操作不当导致掉落摔伤的概率;设计有液控关门手臂,降低了工作人员的劳动强度,提高了工作效率。 第一输送装置包括第一皮带输送机和第一转接机房55,第一皮带输送机设置于地下漏斗下部,第一皮带机51出料端和尾车皮带机进料端配合设置于第一转接机房55内; 第二输送装置包括装载机、预留皮带机54、第二皮带机52、第三皮带机53、第二转接机房56和第三转接机房57,装载机用于将堆料系统堆集的物料转运至第二皮带机52上,第二皮带机52出料端与第三皮带机53进料端配合设置于第二转接机房56内,第三皮带机53的出料端与装箱系统连接,第二皮带机52设置于地下,预留皮带机54设置于地上,预留皮带机54与第二皮带机52配合设置于第三转接机房57内,预留皮带机54、第二皮带机52、第三皮带机53、第二转接机房56和第三转接机房57的数量均为两个且对称设置于堆料系统两侧。 控制系统包括总控制室,总控制室分别与卸车系统、堆料系统、装箱系统、送箱系统和转运系统电连接或通过无线通讯设备连接。 实施例2:港口散改集装卸工艺系统的控制方法,包括以下步骤: 步骤Ⅰ:卸车;将装满焦炭、煤炭散货的货车驶入卸车系统内,卸车平台使货车翻转,将散货卸货至地下漏斗内,然后车辆驶离,地下漏斗内的散货通过第一皮带机送出地面,然后在转接机房内转接,将散货送至尾车皮带机上; 步骤Ⅱ:堆料;堆料系统作业,尾车皮带机将散货送至臂架皮带机,臂架皮带机将散货堆集成预定规格大小的料堆; 步骤Ⅲ:装箱;装载机将料堆的散货送至第二皮带机,第二皮带机在第二转接机房内给料至第三皮带机,第三皮带机送料至装箱系统内,装箱系统将散货装入集装箱内; 步骤Ⅳ:送箱;门架跨运车将空的集装箱送入待装箱工位内,并将装满的集装箱运走另外存放。 步骤Ⅱ采用以下堆料控制方法,包括以下步骤: 步骤A,系统信息设置: A1、建立位置坐标系; 根据堆料场内的位置信息,沿堆料机行走方向,设定行走起始点和行走终止点,以行走起始点为坐标原点,建立坐标系,将堆料场内垛位逐一编号,并将垛位编号和位置信息一一对应后,存储垛位编号和位置信息至PLC; A2、修正堆料参数; 数据获取装置获取堆料场地内每个垛位的实时图像信息、实时高度信息和实时重力信息,并将所获取的信息更新存储至PLC; A3、设定堆料信息; 事先在PLC内设置物料编码机制,对需要堆料的物料信息进行编码,并在堆料前将物料编码录入PLC,然后根据A1和A2所获取的信息,计算每个垛位所对应的堆料高度上限值Hmax和堆料重力上限值Gmax,并在PLC内进行设定; 步骤B:堆料自动控制: B1、堆料准备; PLC发送指令,行走机构和旋转机构启动,堆料机移动至第一个垛位后停止,俯仰机构启动,将堆料机调整至堆料位置,然后数据获取装置被触发并再次获取实时图像信息、实时高度信息和实时重力信息,然后将所获取的信息传送至PLC; B2、堆料判断; PLC接收实时信息并进行判断,如果所获取高度信息0< H B3、堆料进一步判断; 当0< H B4、堆料; PLC发送指令,悬臂皮带机和尾车皮带机启动,堆料机执行堆料操作,数据获取装置实时获取实时图像信息、实时高度信息和实时重力信息,并传送给PLC,PLC实时判断,当H=Hmax或G=Gmax任意之一达成时,则判定堆料完成并停止堆料,然后执行B5操作; B5、执行下一次堆料准备; 当堆料完成或不能堆料时,PLC发送指令,行走机构和旋转机构启动,使堆料机移动至下一个垛位后停止,重复B1-B5操作,直至全部垛位上堆料完成。 步骤A1将堆料机左侧的垛位分别编号为l1,l2……ln,在堆料机右侧的垛位分别编号为r1,r2,r3……rn。 每个垛位上分别对应设有拍摄设备、高度传感器、压力传感器和无线信号传输模块,并且对应垛位编号,拍摄设备编号lp1,lp2……lpn,rp1,rp2……rpn,高度传感器编号lh1,lh2……lhn,rh1,rh2……rhn,对应压力传感器编号lg1,lg2……lgn,rg1,rg2……rgn,拍摄装备、高度传感器和压力传感器三者通过信号传输线与无线信号传输模块连接,无线信号传输模块与PLC以无线方式连接。 重复步骤B5操作中,堆料机的移动顺序为l1、r1、l2、r2……ln、rn。 步骤A2中,根据实时图像信息计算料堆的实时高度H1,根据高度信息计算料堆实时高度H2,将计算的料堆高度H1和H2进行比对,当数据一致时判定设备正常使用,当数据不一致时,对重新获取实际高度H并与高度H1和H2进行比对,选用数值正确的设备继续使用,并对数据出现错误的设备及时进行修理。 步骤B4中,PLC根据获取的实时图像信息、实时高度信息和实时重力信息计算俯仰机构的摆动幅度,并发送指令给俯仰机构,俯仰机构按指令执行。 步骤Ⅲ采用以下装箱控制方法,包括以下步骤: 步骤一:所述的信息处理模块设置记录集装箱物料高度最大值Hmax、物料质量最大值Mmax,等待集装箱完成翻转; 步骤二:翻转集装箱,集装箱放置在承重模块上,压力传感器将检测到的数据通过无线信号传输模块传输至信息处理平台,信息处理平台分析获取的数据计算出集装箱的空箱质量M0,控制模块发送下降信号给驱动电路继电器,控制伸缩溜管下降,直至伸缩溜管下端的防尘盖板扣合在集装箱的开口处,料位传感器信号通过无线信号传输模块传输至信息处理模块,数据信息平台分析、计算得出集装箱的空箱高度H0。 步骤三:数据采集完成后,控制模块分别向轨道车和卸料闸门传输信号,控制卸料闸门开启,使轨道车带动分料皮带机运动到行程开关位置处,此时,分料皮带机的两端部料斗分别位于一组缓冲仓的正上方,轨道车触碰到行程开关,行程开关将信号传输至控制模块,控制模块发送信号传输至上料皮带机和分料皮带机,使其将物料输送至集装箱内,料位传感器和压力传感器实时监控集装箱物料的高度和质量。 步骤四:当Hmax和Mmax任一值达到最大值时,控制模块发送停止卸料信号给驱动电路继电器,控制卸料闸门关闭,控制模块发送提拉信号给驱动电路继电器,控制伸缩溜管和防尘盖板提升至初始位置,完成该集装箱装箱作业。 步骤五:控制模块将信号传输至分料皮带机,使其反向转动,向另一端的集装箱进行装料,当另一集装箱的Hmax和Mmax任一值达到最大值时,控制模块发送停止卸料信号给驱动电路继电器,控制卸料闸门关闭,控制模块发送提拉信号给驱动电路继电器,控制伸缩溜管和防尘盖板提升至初始位置,完成该集装箱装箱作业,从而完成一组集装箱装料作业。 步骤六:控制模块将信号传输至轨道车,使轨道车带动分料皮带机运动到另外两集装箱的上方,此时轨道车触碰到行程开关,行程开关将信号传输至控制模块,控制模块发送信号传输至上料皮带机和分料皮带机,使其重复步骤四和步骤五,完成对另一组集装箱的装料作业。 以上对本发明的一个实施例进行了详细说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依本发明申请范围所作的均等变化与改进等,均应归属于本发明的专利涵盖范围之内。
- 港口散改集装卸工艺系统及控制方法
- 干散集装箱的散卸方法以及散卸散装方法