玻璃双工位四边磨装置
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及取药装置技术领域,具体涉及玻璃双工位四边磨装置。
背景技术
在玻璃生产过程中,需要对玻璃的四边进行磨边处理,为了提高玻璃磨边效果和效率,常采用玻璃磨边流水线装置进行玻璃的磨边。但是,目前的玻璃磨边生产线整体呈直线型结构分布,占地面积大,空间利用效果不理想;同时目前的玻璃磨边生产线只能对玻璃的四边侧面进行打磨,无法同时对四边的棱边进行倒角打磨,影响玻璃的生产效率。
发明内容
本发明的目的就在于为了解决上述问题而提供玻璃双工位四边磨装置,详见下文阐述。
为实现上述目的,本发明提供了以下技术方案:
本发明提供的玻璃双工位四边磨装置,包括磨边装置和送料转台,所述磨边装置分为一次磨边装置和二次磨边装置,所述一次磨边装置和所述二次磨边装置分别位于所述送料转台的相邻两侧面,使整体构成“L”字形结构分布,所述送料转台用于实现玻璃“L”字形结构的路线移动,将经所述一次磨边装置打磨晚两边的玻璃传送至所述二次磨边装置进行另外两边的打磨;
所述磨边装置包括磨边机架,所述磨边机架表面设置有移动沉槽,所述移动沉槽上方设置有门型架,所述门型架内顶面一端设置有固定磨边机头,所述门型架内顶面滑动设置有活动磨边机头,所述门型架内顶面设置有机头驱动组件,用于驱动所述活动磨边机头远离或者靠近所述固定磨边机头,所述移动沉槽两侧设置有磨边输送机构,用于输送玻璃贯穿所述门型架使所述固定磨边机头和所述活动磨边机头对玻璃相对的两边进行磨边处理,所述磨边机架两侧设置有送料机构,所述送料机构共有两个且分别位于两个所述磨边输送机构侧面,用于待磨边玻璃的上料和完成磨边的玻璃的下料;
所述送料机构和所述磨边输送机构靠近所述固定磨边机头的侧面均匀分布有定位轮,所述活动磨边机头底部设置有顶紧组件,用于配合所述定位轮在玻璃输送打磨过程中对玻璃进行夹紧固定,所述活动磨边机头和所述固定磨边机头底部均设置有压紧组件,用于在玻璃输送打磨过程中对玻璃进行压紧;
所述活动磨边机头和所述固定磨边机头的结构相同,且在所述门型架内顶面相对分布,所述活动磨边机头包括承重架,所述承重架底面连接有第一磨盘安装板、第二磨盘安装板和第三磨盘安装板,所述第一磨盘安装板侧面通过转轴转动安装有侧边磨盘,所述第一磨盘安装板侧面设置有第一磨盘驱动件,用于驱动所述侧边磨盘旋转对玻璃边部外侧进行打磨;所述第二磨盘安装板侧面通过转轴转动安装有上棱边磨盘,所述第三磨盘安装板侧面通过转轴转动安装有下棱边磨盘,所述上棱边磨盘和所述下棱边磨盘均设置有多个,所述上棱边磨盘和所述下棱边磨盘交错且交叉分布构成穿过玻璃边部的棱边打磨区,所述第二磨盘安装板侧面和第三磨盘安装板侧面分别设置有第二磨盘驱动件和第三磨盘驱动件分别用于驱动所述上棱边磨盘和所述下棱边磨盘旋转对玻璃边部棱边进行倒角打磨。
作为优选,所述第一磨盘驱动件包括第一高速电机,所述第一高速电机安装在第一磨盘安装板外侧,所述第一高速电机和所述侧边磨盘的转轴端部均连接有第一传动带轮,两个所述第一传动带轮之间啮合连接有第一传动皮带;
所述第二磨盘驱动件包括第二高速电机,所述第二高速电机安装在第二磨盘安装板外侧,所述第二高速电机和所述上棱边磨盘的转轴端部均连接有第二传动带轮,两个所述第二传动带轮之间啮合连接有第二传动皮带;
所述第三磨盘驱动件包括第三高速电机,所述第三高速电机安装在第三磨盘安装板外侧,所述第三高速电机和所述下棱边磨盘的转轴端部均连接有第三传动带轮,两个所述第三传动带轮之间转动安装有两个过渡带轮,所述第三传动带轮和所述过渡带轮之间啮合连接有第三传动皮带。
作为优选,所述承重架内部设置有调节导向杆,所述调节导向杆共有两组且每组有两根,两组所述调节导向杆外侧滑动设置有调节滑座,其中一组所述调节导向杆外侧的调节滑座设置有两组,且分组所述调节滑座底面均连接有一块移动安装板,该两组移动安装板底面分别与所述第二磨盘安装板和所述第三磨盘安装板相连接,另一组所述调节导向杆外侧的调节滑座有一组且其底面连接有一块移动安装板,该移动安装板底面与所述第一磨盘安装板相连接,每块所述移动安装板表面均设置有调节气缸,所述调节气缸的输出端与所述承重架内壁连接,用于推动所述移动安装板沿磨边装置的宽度方向移动,实现所述侧边磨盘、所述上棱边磨盘和下棱边磨盘的位置调节,使所述侧边磨盘、所述上棱边磨盘和下棱边磨盘能够准确对玻璃边部进行打磨。
作为优选,所述压紧组件包括下压气缸,所述下压气缸设置在所述承重架的底部,所述下压气缸的输出端竖直向下且连接有下压板,所述下压板底面设置有下压轮,所述下压轮沿所述磨边输送机构的输送方向延伸;
所述顶紧组件包括顶紧架,所述顶紧架连接在所述承重架底部,所述顶紧架底面设置有顶紧气缸,所述顶紧气缸的输出端向所述磨边装置的宽度中线延伸且连接有顶紧板,所述顶紧板底部连接有顶紧轮,所述顶紧轮沿所述磨边输送机构的输送方向延伸。
作为优选,所述机头驱动组件包括驱动机架和移动承载板,所述驱动机架安装在所述门型架内顶部,所述驱动机架底面连接有调节导轨,所述移动承载板通过滑块滑动安装在所述调节导轨下方,用于安装所述活动磨边机头,所述驱动机架靠近所述固定磨边机头的表面连接有调节驱动电机,所述驱动机架远离所述固定磨边机头的内部转动安装有调节从带轮,所述调节驱动电机的输出端连接有调节主带轮,所述调节主带轮与所述调节从带轮之间啮合连接有调节皮带,所述移动承载板表面设置有用于夹紧所述调节皮带的皮带夹。
作为优选,所述调节导轨远离所述活动磨边机头的底面通过滑块连接有固定承载板,用于安装所述固定磨边机头,所述固定承载板表面连接有螺母座,所述驱动机架远离所述活动磨边机头的底面转动连接有调节螺杆,所述调节螺杆与所述螺母座螺纹连接,所述调节螺杆远离所述螺母座的端部连接有手轮。
作为优选,所述磨边输送机构包括输送机架,所述输送机架内部转动安装有若干输送胶辊,所述输送机架远离所述定位轮的外侧设置有输送驱动电机,所述输送驱动电机与任一所述输送胶辊相连接,所述输送胶辊端部连接有输送传动带轮,所述输送传动带轮之间啮合连接有输送传动皮带。
作为优选,所述送料机构包括送料机架,所述送料机架表面转动安装有若干送料胶辊,所述送料机架靠近所述定位轮的外侧转动安装有送料驱动轴,所述送料驱动轴外侧连接有蜗杆,所述送料胶辊端部连接有蜗轮,所述蜗轮与所述蜗杆相啮合,所述送料机架外侧设置有送料驱动电机,所述送料驱动电机通过带传动机构驱动所述送料驱动轴旋转。
作为优选,所述送料转台包括转台机架,所述转台机架的长度方向的一端与所述一次磨边装置用于输出的送料机构对接,所述转台机架的宽度方向的一端与所述二次磨边装置用于输入的送料机构对接,所述转台机架表面设置有升降架,所述转台机架内部设置有用于驱动所述升降架升降的升降组件,所述升降架表面设置有接料架,所述接料架沿所述转台机架的长度方向延伸,所述接料架设置有多个且沿所述转台机架的宽度方向均匀分布,所述接料架的两端设置有从接料带轮,所述接料架中部设置有主接料带轮,所述主接料带轮和所述从接料带轮之间啮合连接有接料输送带,所述升降架底面设置有用于驱动所有所述主接料带轮同步旋转的接料驱动组件,所述主接料带轮旋转驱动接料输送带移动将经过所述一次磨边装置进行两边打磨处理的玻璃输送至所述转台机架表面,所述转台机架靠近所述接料输送带输送尾端的表面设置有所述定位轮,所述转台机架表面的定位轮与所述二次磨边装置表面的定位轮呈直线分布;
所述转台机架表面转动安装有转向下料轴,所述转向下料轴位于所述升降架上方,所述转向下料轴沿所述转台机架的长度方向延伸,所述转向下料轴设置有多根且沿所述转台机架宽度方向均匀分布,所述转向下料轴外侧均匀设置有橡胶轮,所述转向下料轴远离所述一次磨边装置的端部连接有蜗轮,所述二次磨边装置用于输入玻璃的输送机构内部的送料驱动轴延伸至转台机架外侧,且送料驱动轴外侧的蜗杆与转向下料轴端部的蜗轮啮合,用于将所述接料输送带接收的玻璃输送至所述二次磨边装置进行另外两边的打磨处理。
作为优选,所述接料架和所述转向下料轴交错分布。
所述升降组件包括驱动气缸、承载梁和连接座,所述连接座连接在所述升降架底面,所述连接座共有四个且呈方形结构分布,所述承载梁连接在所述转台机架内部,所述承载梁沿所述转台机架的宽度方向移动,所述承载梁设置有多根且沿所述转台机架的长度方向均匀分布,所述承载梁表面转动安装有升降驱动轴,所述升降驱动轴沿所述转台机架的长度方向延伸,所述升降驱动轴共有两根且以所述转台机架的宽度中线为基准对称分布,所述升降驱动轴的两端连接有第二传动杆,所述第二传动杆与所述连接座铰接,所述驱动轴中部连接有第一传动杆,两根所述第一传动杆之间铰接有升降传动轴,所述驱动气缸铰接在所述转台机架内部,所述驱动气缸的输出端与任一所述第一传动杆铰接。
所述接料驱动组件包括接料驱动电机和安装架,所述安装架连接在所述接料架外侧,所述安装架底部转动安装有接料驱动轴,所述接料驱动轴沿所述转台机架的宽度方向延伸,所述主接料带轮连接在所述接料驱动轴外侧,所述接料驱动电机连接在所述升降架底面,所述接料驱动电机的输出端与所述接料驱动轴相连接。
所述主接料带轮两侧设置有接料张紧轮,两个所述接料张紧轮与所述主接料带轮呈倒三角形结构。
所述接料架外侧连接有导向板,所述导向板共有两块且位于所述安装架两侧,所述导向板表面贯穿设置有竖直槽,所述竖直槽内部滑动安装有定位轴,所述定位轴外端通过螺纹连接有定位螺母,用于锁紧固定所述定位轴在所述竖直槽内部的位置,所述定位轴内端伸入所述接料架下方且外侧转动连接有所述接料张紧轮。
所述接料架两端外侧贯穿设置有调节槽,所述调节槽内部滑动设置有调节轴,所述调节轴外侧转动连接有所述从接料带轮,所述接料架端部通过螺纹安装有调节螺栓,所述调节螺栓与所述调节轴螺纹连接。
所述接料架表面设置有辅助支撑板,所述辅助支撑板沿所述接料架的长度方向延伸,所述辅助支撑板表面设置有定位槽,所述借料输送带位于所述定位槽内部。
有益效果在于:1、通过送料转台能够以“L”字形结构的路线将玻璃从一次磨边装置传送至二次磨边装置,通过一次磨边装置和二次磨边装置分别对玻璃的对应两边进行打磨,整体呈“L”字形结构分布,占地面积小,空间利用率高;
能够使玻璃沿“L”字型路线移动,实现玻璃的转向,转向的同时实现定位,定位效果好,能够保证玻璃的磨边质量;
2、通过侧边磨盘对玻璃的侧边进行打磨,通过上棱边磨盘和下棱边磨盘配合对玻璃四边的棱边进行倒角打磨,能够实现玻璃四边侧面打磨和玻璃四边的棱边倒角打磨,打磨效率高;
3、通过机头驱动组件能够驱动活动磨边机头向固定磨边机头移动,能够满足不同尺寸的玻璃的磨边需求,适用范围广;
4、通过顶紧组件配合定位轮对玻璃进行夹紧定位,通过压紧组件对玻璃进行压紧定位,保证打磨过程中玻璃的稳定性,磨边质量好。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
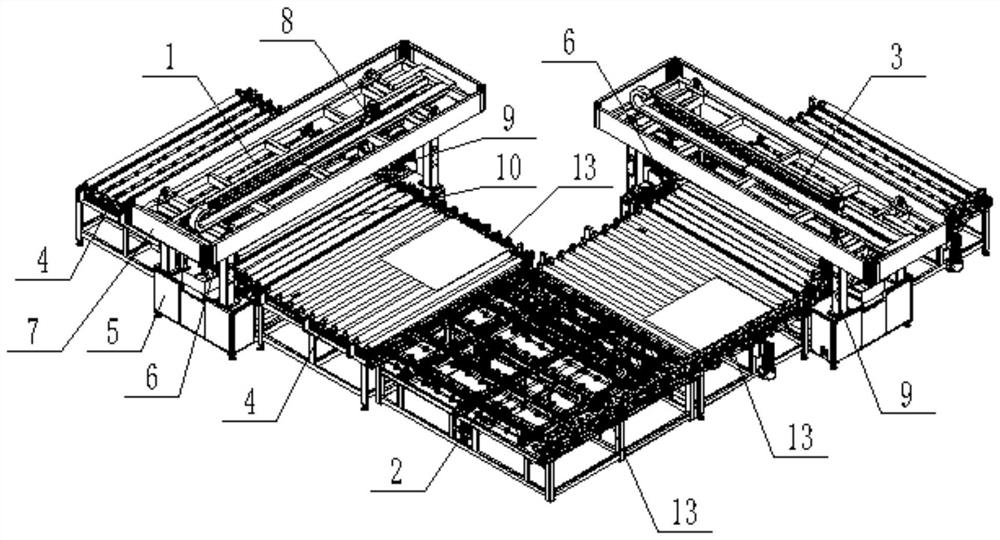
图1是本发明的立体结构示意图;
图2是磨边装置的立体结构示意图;
图3是活动磨边机头的立体结构示意图;
图4是活动磨边机头的主视图;
图5是活动磨边机头的左视图;
图6是活动磨边机头的俯视剖视图;
图7是上棱边磨盘和下棱边磨盘的分布结构示意图;
图8是压紧组件和顶紧组件的结构示意图;
图9是机头驱动组件的立体结构示意图;
图10是图9的A部分放大示意图;
图11是机头驱动组件的的主视剖视图;
图12是固定磨边机头的安装结构示意图;
图13是磨边输送机构的立体结构示意图;
图14是图13的B部分放大示意图;
图15是图13的C部分放大示意图;
图16是送料机构的立体结构示意图;
图17是图16的D部分放大示意图;
图18是送料转台的立体结构示意图;
图19是接料架的分布结构示意图;
图20是图19的E部分放大示意图;
图21是图19的F部分放大示意图;
图22是送料转台的主视剖视图。
附图标记说明如下:
1、一次磨边装置;2、送料转台;201、转台机架;202、转向下料轴;2033、橡胶轮;204、升降架;205、升降组件;2051、驱动气缸;2052、第一传动杆;2053、升降传动轴;2054、连接座;2055、第二传动杆;2056、升降驱动轴;2057、承载梁;206、接料驱动组件;2061、安装架;2062、接料驱动轴;2063、接料驱动电机;207、接料架;2071、调节槽;2072、调节螺栓;2073、辅助支撑板;2074、定位槽;208、从接料带轮;2081、调节轴;209、接料输送带;210、主接料带轮;211、导向板;2111、竖直槽;212、定位轴;213、定位螺母;214、接料接料张紧轮;3、二次磨边装置;4、送料机构;401、送料机架;402、送料胶辊;403、送料驱动电机;404、送料驱动轴;405、蜗杆;406、蜗轮;5、磨边机架;501、移动沉槽;6、活动磨边机头;601、承重架;602、上棱边磨盘;603、下棱边磨盘;604、侧边磨盘;605、第一磨盘驱动件;6051、第一高速电机;6052、第一传动带轮;6053、第一传动皮带;606、第二磨盘驱动件;6061、第二高速电机;6062、第二传动带轮;6063、第二传动皮带;607、第三磨盘驱动件;6071、第三高速电机;6072、第三传动皮带;6073、过渡带轮;6074、第三传动带轮;608、第一磨盘安装板;609、第二磨盘安装板;610、第三磨盘安装板;611、移动安装板;612、调节导向杆;613、调节滑座;614、调节气缸;615、棱边打磨区;7、门型架;8、机头驱动组件;801、驱动机架;802、调节驱动电机;803、调节主带轮;804、调节皮带;805、调节从带轮;806、移动承载板;807、皮带夹;808、调节导轨;9、固定磨边机头;901、固定承载板;902、螺母座;903、调节螺杆;904、手轮;10、磨边输送机构;1001、输送机架;1002、输送胶辊;1003、输送驱动电机;1004、输送传动带轮;1005、输送传动皮带;11、压紧组件;1101、下压气缸;1102、下压板;1103、下压轮;12、顶紧组件;1201、顶紧架;1202、顶紧气缸;1203、顶紧板;1204、顶紧轮;13、定位轮。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将对本发明的技术方案进行详细的描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动的前提下所得到的所有其它实施方式,都属于本发明所保护的范围。
参见图1-图22所示,本发明提供了玻璃双工位四边磨装置,包括磨边装置和送料转台2,磨边装置分为一次磨边装置1和二次磨边装置3,一次磨边装置1和二次磨边装置3分别位于送料转台2的相邻两侧面,使整体构成“L”字形结构分布,送料转台2用于实现玻璃“L”字形结构的路线移动,将经一次磨边装置1打磨晚两边的玻璃传送至二次磨边装置3进行另外两边的打磨;
磨边装置包括磨边机架5,磨边机架5表面设置有移动沉槽501,移动沉槽501上方设置有门型架7,门型架7内顶面一端设置有固定磨边机头9,门型架7内顶面滑动设置有活动磨边机头6,门型架7内顶面设置有机头驱动组件8,用于驱动活动磨边机头6远离或者靠近固定磨边机头9,移动沉槽501两侧设置有磨边输送机构10,用于输送玻璃贯穿门型架7使固定磨边机头9和活动磨边机头6对玻璃相对的两边进行磨边处理,磨边机架5两侧设置有送料机构4,送料机构4共有两个且分别位于两个磨边输送机构10侧面,用于待磨边玻璃的上料和完成磨边的玻璃的下料;
送料机构4和磨边输送机构10靠近固定磨边机头9的侧面均匀分布有定位轮13,活动磨边机头6底部设置有顶紧组件12,用于配合定位轮13在玻璃输送打磨过程中对玻璃进行夹紧固定,活动磨边机头6和固定磨边机头9底部均设置有压紧组件11,用于在玻璃输送打磨过程中对玻璃进行压紧;
活动磨边机头6和固定磨边机头9的结构相同,且在门型架7内顶面相对分布,活动磨边机头6包括承重架601,承重架601底面连接有第一磨盘安装板608、第二磨盘安装板609和第三磨盘安装板610,第一磨盘安装板608侧面通过转轴转动安装有侧边磨盘604,第一磨盘安装板608侧面设置有第一磨盘驱动件605,用于驱动侧边磨盘604旋转对玻璃边部外侧进行打磨;第二磨盘安装板609侧面通过转轴转动安装有上棱边磨盘602,第三磨盘安装板610侧面通过转轴转动安装有下棱边磨盘603,上棱边磨盘602和下棱边磨盘603均设置有多个,上棱边磨盘602和下棱边磨盘603交错且交叉分布构成穿过玻璃边部的棱边打磨区615,第二磨盘安装板609侧面和第三磨盘安装板610侧面分别设置有第二磨盘驱动件606和第三磨盘驱动件607分别用于驱动上棱边磨盘602和下棱边磨盘603旋转对玻璃边部棱边进行倒角打磨。
作为可选的实施方式,第一磨盘驱动件605包括第一高速电机6051,第一高速电机6051安装在第一磨盘安装板608外侧,第一高速电机6051和侧边磨盘604的转轴端部均连接有第一传动带轮6052,两个第一传动带轮6052之间啮合连接有第一传动皮带6053,这样设置,第一高速电机6051工作,通过第一传动带轮6052和第一传动皮带6053进行传动,驱动侧边磨盘604旋转,对玻璃边部侧面进行打磨;
第二磨盘驱动件606包括第二高速电机6061,第二高速电机6061安装在第二磨盘安装板609外侧,第二高速电机6061和上棱边磨盘602的转轴端部均连接有第二传动带轮6062,两个第二传动带轮6062之间啮合连接有第二传动皮带6063,这样设置,第二高速电机6061工作,通过第二传动带轮6062和第二传动皮带6063进行传动,带动上棱边磨盘602旋转,对玻璃边部进行棱边倒角打磨;
第三磨盘驱动件607包括第三高速电机6071,第三高速电机6071安装在第三磨盘安装板610外侧,第三高速电机6071和下棱边磨盘603的转轴端部均连接有第三传动带轮6074,两个第三传动带轮6074之间转动安装有两个过渡带轮6073,第三传动带轮6074和过渡带轮6073之间啮合连接有第三传动皮带6072,这样设置,第三高速电机6071工作,通过第三传动带轮6074、过渡带轮6073和第三传动皮带6072进行传动,驱动下棱边磨盘603旋转,对玻璃边部进行棱边倒角打磨。
承重架601内部设置有调节导向杆612,调节导向杆612共有两组且每组有两根,两组调节导向杆612外侧滑动设置有调节滑座613,其中一组调节导向杆612外侧的调节滑座613设置有两组,且分组调节滑座613底面均连接有一块移动安装板611,该两组移动安装板611底面分别与第二磨盘安装板609和第三磨盘安装板610相连接,另一组调节导向杆612外侧的调节滑座613有一组且其底面连接有一块移动安装板611,该移动安装板611底面与第一磨盘安装板608相连接,每块移动安装板611表面均设置有调节气缸614,调节气缸614的输出端与承重架601内壁连接,用于推动移动安装板611沿磨边装置的宽度方向移动,实现侧边磨盘604、上棱边磨盘602和下棱边磨盘603的位置调节,使侧边磨盘604、上棱边磨盘602和下棱边磨盘603能够准确对玻璃边部进行打磨。
压紧组件11包括下压气缸1101,下压气缸1101设置在承重架601的底部,下压气缸1101的输出端竖直向下且连接有下压板1102,下压板1102底面设置有下压轮1103,下压轮1103沿磨边输送机构10的输送方向延伸,这样设置,下压气缸1101带动下压板1102下降,使下压轮1103对玻璃进行压紧固定,保证玻璃的稳固性,确保磨边质量;
顶紧组件12包括顶紧架1201,顶紧架1201连接在承重架601底部,顶紧架1201底面设置有顶紧气缸1202,顶紧气缸1202的输出端向磨边装置的宽度中线延伸且连接有顶紧板1203,顶紧板1203底部连接有顶紧轮1204,顶紧轮1204沿磨边输送机构10的输送方向延伸,这样设置,顶紧气缸1202带动顶紧板1203移动,使顶紧轮1204配合定位轮13对玻璃进行夹紧固定,保证玻璃的稳固性,确保磨边质量。
机头驱动组件8包括驱动机架801和移动承载板806,驱动机架801安装在门型架7内顶部,驱动机架801底面连接有调节导轨808,移动承载板806通过滑块滑动安装在调节导轨808下方,用于安装活动磨边机头6,驱动机架801靠近固定磨边机头9的表面连接有调节驱动电机802,驱动机架801远离固定磨边机头9的内部转动安装有调节从带轮805,调节驱动电机802的输出端连接有调节主带轮803,调节主带轮803与调节从带轮805之间啮合连接有调节皮带804,移动承载板806表面设置有用于夹紧调节皮带804的皮带夹807,这样设置,调节驱动电机802工作,通过调节主带轮803、调节从带轮805和调节皮带804进行传动,调节皮带804通过皮带夹807带动移动承载板806在驱动机架801底面移动,从而驱动活动磨边机头6靠近或者远离固定磨边机头9;采用上述结构实现活动磨边机头6的移动,活动磨边机头6移动平稳,有助于确保活动磨边机头6对玻璃进行准确磨边。
调节导轨808远离活动磨边机头6的底面通过滑块连接有固定承载板901,用于安装固定磨边机头9,固定承载板901表面连接有螺母座902,驱动机架801远离活动磨边机头6的底面转动连接有调节螺杆903,调节螺杆903与螺母座902螺纹连接,调节螺杆903远离螺母座902的端部连接有手轮904,这样设置,通过手轮904旋拧调节螺杆903,利用螺纹传动使螺母座902在调节螺杆903外侧移动,从而带动固定承载板901移动,实现固定磨边机头9的位置的微调,保证固定磨边机头9准确打磨玻璃。
磨边输送机构10包括输送机架1001,输送机架1001内部转动安装有若干输送胶辊1002,输送机架1001远离定位轮13的外侧设置有输送驱动电机1003,输送驱动电机1003与任一输送胶辊1002相连接,输送胶辊1002端部连接有输送传动带轮1004,输送传动带轮1004之间啮合连接有输送传动皮带1005,这样设置,输送驱动电机1003工作,通过输送传动带轮1004和输送传动皮带1005进行啮合传动,驱动输送胶辊1002旋转,通过输送胶辊1002进行玻璃的输送。
送料机构4包括送料机架401,送料机架401表面转动安装有若干送料胶辊402,送料机架401靠近定位轮13的外侧转动安装有送料驱动轴404,送料驱动轴404外侧连接有蜗杆405,送料胶辊402端部连接有蜗轮406,蜗轮406与蜗杆405相啮合,送料机架401外侧设置有送料驱动电机403,送料驱动电机403通过带传动机构驱动送料驱动轴404旋转,这样设置,送料驱动电机403通过带传动机构驱动送料驱动轴404旋转,通过蜗杆405和蜗轮406进行啮合传动,驱动送料胶辊402旋转,通过送料胶辊402输送玻璃。
优选的,活动磨边机头6和固定磨边机头9上均设置有喷头,用于向侧边磨盘604、上棱边磨盘602和下棱边磨盘603喷射冷却液,保证玻璃磨边质量;且输送机架1001、送料机架401和移动沉槽501表面均设置有接水盘,且接水盘底面设置有导水管,能够实现对冷却液的收集再利用;
送料转台2包括转台机架201,转台机架201的长度方向的一端与一次磨边装置1用于输出的送料机构4对接,转台机架201的宽度方向的一端与二次磨边装置3用于输入的送料机构4对接,转台机架201表面设置有升降架204,转台机架201内部设置有用于驱动升降架204升降的升降组件205,升降架204表面设置有接料架207,接料架207沿转台机架201的长度方向延伸,接料架207设置有多个且沿转台机架201的宽度方向均匀分布,接料架207的两端设置有从接料带轮208,接料架207中部设置有主接料带轮210,主接料带轮210和从接料带轮208之间啮合连接有接料输送带209,升降架204底面设置有用于驱动所有主接料带轮210同步旋转的接料驱动组件206,主接料带轮210旋转驱动接料输送带209移动将经过一次磨边装置1进行两边打磨处理的玻璃输送至转台机架201表面,转台机架201靠近接料输送带209输送尾端的表面设置有定位轮13,转台机架201表面的定位轮13与二次磨边装置3表面的定位轮13呈直线分布;转台机架201表面转动安装有转向下料轴202,转向下料轴202位于升降架204上方,转向下料轴202沿转台机架201的长度方向延伸,转向下料轴202设置有多根且沿转台机架201宽度方向均匀分布,转向下料轴202外侧均匀设置有橡胶轮2033,转向下料轴202远离一次磨边装置1的端部连接有蜗轮406,二次磨边装置3用于输入玻璃的输送机构内部的送料驱动轴404延伸至转台机架201外侧,且送料驱动轴404外侧的蜗杆405与转向下料轴202端部的蜗轮406啮合,用于将接料输送带209接收的玻璃输送至二次磨边装置3进行另外两边的打磨处理,这样设置,进行玻璃的转向输送时,升降组件205带动升降架204上升,使接料输送带209与一次磨边装置1的输送机构的输送胶辊1002平齐,一次磨边装置1的输送机构将完成一次磨边的玻璃送至接料输送带209表面,接料驱动组件206带动主接料带轮210旋转,通过主接料带轮210和从接料带轮208配合驱动接料输送带209移动,通过接料输送带209将完成一次磨边的玻璃输送至转台机架201上方,直至玻璃与定位轮13接触,升降组件205带动升降架204下降,直至接料输送带209位于转向下料轴202下方,此时转向下料轴202与玻璃接触,转向下料轴202随着二次磨边装置3的输送机构旋转,将玻璃输送至二次磨边装置3的输送机构上,能够呈“L”字形结构的路线进行玻璃的输送,实现玻璃从一次磨边装置1过渡到二次磨边装置3,使整个生产线呈“L”字形结构,整体占地面积小,空间利用率高,同时通过定位轮13实现玻璃的转向定位,定位准确,便于二次磨边装置3对玻璃进行磨边,保证磨边质量。
接料架207和转向下料轴202交错分布,这样设置,能够保证输送过程中玻璃的稳定性,同时在接料输送带209随着接料架207和升降架204下降时,玻璃能够准确稳定的与转向下料轴202外侧的橡胶轮2033接触。
升降组件205包括驱动气缸2051、承载梁2057和连接座2054,连接座2054连接在升降架204底面,连接座2054共有四个且呈方形结构分布,承载梁2057连接在转台机架201内部,承载梁2057沿转台机架201的宽度方向移动,承载梁2057设置有多根且沿转台机架201的长度方向均匀分布,承载梁2057表面转动安装有升降驱动轴2056,升降驱动轴2056沿转台机架201的长度方向延伸,升降驱动轴2056共有两根且以转台机架201的宽度中线为基准对称分布,升降驱动轴2056的两端连接有第二传动杆2055,第二传动杆2055与连接座2054铰接,驱动轴中部连接有第一传动杆2052,两根第一传动杆2052之间铰接有升降传动轴2053,驱动气缸2051铰接在转台机架201内部,驱动气缸2051的输出端与任一第一传动杆2052铰接,这样设置,驱动气缸2051带动第一传动杆2052旋转,通过升降传动轴2053使两根第一传动杆2052同步旋转,从而驱动两根升降驱动轴2056旋转,第二传动杆2055随着升降驱动轴2056的正转、反转而旋转并配合连接座2054顶起或放下升降架204,实现升降架204的上升和下降。
接料驱动组件206包括接料驱动电机2063和安装架2061,安装架2061连接在接料架207外侧,安装架2061底部转动安装有接料驱动轴2062,接料驱动轴2062沿转台机架201的宽度方向延伸,主接料带轮210连接在接料驱动轴2062外侧,接料驱动电机2063连接在升降架204底面,接料驱动电机2063的输出端与接料驱动轴2062相连接,这样设置,接料驱动电机2063带动接料驱动轴2062旋转,通过接料驱动轴2062同时带动所有的主接料带轮210同步旋转。
主接料带轮210两侧设置有接料张紧轮214,两个接料张紧轮214与主接料带轮210呈倒三角形结构,这样设置,通过接料张紧轮214能够使接料输送带209始终处于张紧状态,保证接料输送带209对玻璃的输送准确性。
接料架207外侧连接有导向板211,导向板211共有两块且位于安装架2061两侧,导向板211表面贯穿设置有竖直槽2111,竖直槽2111内部滑动安装有定位轴212,定位轴212外端通过螺纹连接有定位螺母213,用于锁紧固定定位轴212在竖直槽2111内部的位置,定位轴212内端伸入接料架207下方且外侧转动连接有接料张紧轮214,这样设置,通过定位螺母213和定位轴212能够实现接料张紧轮214的高度调节,使接料输送带209的张紧程度调节。
接料架207两端外侧贯穿设置有调节槽2071,调节槽2071内部滑动设置有调节轴2081,调节轴2081外侧转动连接有从接料带轮208,接料架207端部通过螺纹安装有调节螺栓2072,调节螺栓2072与调节轴2081螺纹连接,这样设置,旋拧调节螺栓2072能够调节调节轴2081在调节槽2071内部的位置,实现从接料带轮208的位置调节,辅助实现接料输送带209的张紧程度调节。
接料架207表面设置有辅助支撑板2073,辅助支撑板2073沿接料架207的长度方向延伸,辅助支撑板2073表面设置有定位槽2074,借料输送带位于定位槽2074内部,这样设置,能够实现对接料输送带209的辅助支撑和限位导向,保证接料输送带209稳定输送玻璃。
采用上述结构,使用时,将待磨边的玻璃放置在一次磨边装置1用于输入的送料机构4表面,使玻璃与定位轮13接触,通过送料机构4将玻璃输送至磨边输送机构10,通过磨边输送机构10将玻璃输送至门型架7内部,通过机头驱动组件8带动活动磨边机头6向固定磨边机头9移动,使活动磨边机头6和固定磨边机头9之间的距离满足玻璃的尺寸,通过顶紧组件12配合定位轮13对玻璃进行夹紧固定,通过压紧组件11对玻璃进行压紧,通过磨边输送机构10输送玻璃穿过门型架7,在此过程中,通过第一磨盘驱动件605带动侧边磨盘604旋转,对玻璃的对应两边侧面进行打磨,通过第二磨盘驱动件606驱动上棱边磨盘602旋转,通过第三磨盘驱动件607驱动下棱边磨盘603旋转,通过上棱边磨盘602和下棱边磨盘603对玻璃对应两边的棱边进行倒角打磨,通过一次磨边装置1对玻璃相对应的两边进行侧面打磨和棱边倒角打磨,实现玻璃的一次磨边,经一次磨边的玻璃通过送料机构4输送至送料转台2,通过送料转台2对玻璃进行“L”字形结构路线的输送,将玻璃输送至二次磨边装置3上,使玻璃与二次磨边装置3上的定位轮13接触,重复一次磨边装置1的工作步骤,通过二次磨边装置3对玻璃的其它两边进行侧面打磨和棱边倒角打磨,从而完成对玻璃四边的磨边处理;装置整体呈“L”字形结构分布,占地面积小,空间利用率高;能够实现对玻璃的夹紧固定和压紧固定,保证打磨过程中玻璃的稳固性,磨边效果好、效率高;通过机头驱动组件8能够驱动活动磨边机头6向固定磨边机头9移动,能够满足不同尺寸的玻璃的磨边需求,适用范围广。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。