一种锂电池快速化成方法
文献发布时间:2023-06-19 13:46:35
技术领域
本发明属于锂离子电池制造技术领域,具体涉及一种锂电池快速化成方法。
背景技术
电池制造后,通过一定的充放电方式将其内部正负极物质激活,改善电池的充放电性能及自放电、储存等综合性能的过程称为化成,电池只有经过化成后才能体现真实性能。
锂电池化成是锂电池生产环节中的关键控制工序,在较小的电流环境中对电池进行充电,所形成的SEI膜(固体电解质界面膜)具有稳定、致密、界面好的特性。而SEI膜的形成过程与程度是决定锂电池性能的关键,同时首次充放效率高才能说明其SEI膜形成的过程消耗的锂离子少,但是在SEI形成的过程会发生一系列的反应导致气体的产生,如产生过多的气体会导致电芯在预充过程中直接开启造成电芯失效,当电芯SEI形成完整后,使用大电流来进行消耗一部分气体来缓解内部压力,来巩固SEI膜的稳定性、致密性,此时的SEI膜将电解液与石墨完全隔开,只许离子通过到达石墨层。
传统采用0.05C(总容积/小时)电流进行2h充电,转至0.15C电流充电5h,从实验验证发现在0.05C 2H(小时)充电的时候内部产气没有达到最大值,这就说明SEI还没完全的有效形成,就直接转至大电流对SEI摸的稳定性、界面有一定的影响。
发明内容
有鉴于此,本发明提出一种锂电池快速化成方法,改变充电速率和时间,相对于传统工艺,即能使SEI膜完成形成,又节约化成总耗时,增加了SEI膜稳定性的同时,还能够提高锂电池的生产效率。
为了达到上述技术目的,本发明所采用的具体技术方案为:
一种锂电池快速化成方法,用于为所述锂电池制备SEI膜,包括以下步骤:
S101:对所述锂电池进行每小时0.04-0.06倍总容积的恒直流充电,至所述锂电池的储电率达到12-18%;
S101:对所述锂电池进行每小时0.28-0.32倍总容积的恒直流充电,至所述锂电池的储电率达到80-89%;
S101:停止充电,使所述锂电池休眠4-6分钟。
进一步的,所述S101中,充电速率为0.05倍锂电池总容积/小时。
进一步的,所述S101中,充电时长为3小时。
进一步的,所述S102中,充电速率为0.3倍锂电池总容积/小时。
进一步的,所述S102中,充电时长为2小时又20分钟。
进一步的,所述S103中,锂电池休眠时间为5分钟。
进一步的,所述锂电池为磷酸铁锂电池。
进一步的,所述锂电池为三元锂电池。
进一步的,所述锂电池为钴酸锂电池。
采用上述技术方案,本发明能够带来以下有益效果:
(1)化成时间缩短;
(2)锂电池单体性能变好;
(3)化成设备使用效率增高;
(4)本化成方法能够适用于各种锂电池。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
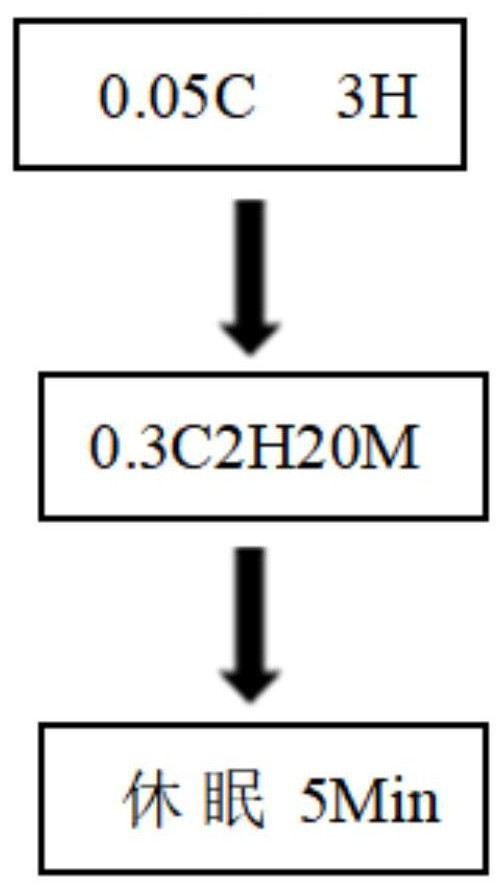
图1为本发明具体实施方式中,一种锂电池快速化成方法的流程示意图;
图2为正常组化成工艺(采用现有技术化成工艺)中,锂电池内部压力变化图;
图3为实验组化成工艺(采用本发明化成工艺)中,锂电池内部压力变化图;
图4正常组与实验组(,经相同的分容和高温处理后的放电率对比图;
图5为正常组与实验组的保持率的箱线对比图;
图6为正常组与实验组的三次容量箱线对比图。
具体实施方式
下面结合附图对本发明实施例进行详细描述。
以下通过特定的具体实例说明本发明的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本发明的其他优点与功效。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。本发明还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本发明的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本发明,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目个方面来实施设备及/或实践方法。另外,可使用除了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本发明的基本构想,图式中仅显示与本发明中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践所述方面。
在本发明的一个实施例中,提出一种锂电池快速化成方法,用于为锂电池制备SEI膜,包括以下步骤:
S101:对所述锂电池进行每小时0.04-0.06倍总容积的恒直流充电,至所述锂电池的储电率达到12-18%;
S101:对所述锂电池进行每小时0.28-0.32倍总容积的恒直流充电,至所述锂电池的储电率达到80-89%;
S101:停止充电,使所述锂电池休眠4-6分钟。
如图1所示,在本实施例中,所述S101中,充电速率为0.05倍锂电池总容积/小时。
如图1所示,在本实施例中,所述S101中,充电时长为3小时。
如图1所示,在本实施例中,所述S102中,充电速率为0.3倍锂电池总容积/小时。
如图1所示,在本实施例中,所述S102中,充电时长为2小时又20分钟。
如图1所示,在本实施例中,所述S103中,锂电池休眠时间为5分钟。
本实施例的快速化成工艺可应用至锂电池为磷酸铁锂电池、三元锂电池、钴酸锂电池。
以下就采用本实施例的化成工艺(以下简称实验组)和现有技术的化成工艺(以下简称正常组)的各项数据对比进行分析。
正常组和实验组在化成工艺中,内部压力变化如图2和图3所示,可见:
正常组0.05C 2H小电流结束后气压继续上升,实验组0.05C 3H小电流结束后气压达到最大值。
正常组从最大气压42Kpa到大电流结束气压降至37Kpa,实验组从最大气压41Kpa到大电流结束气压降至37Kpa。
实验组0.05C 3H产气能够达到最高值,小电流预充有利于SEI膜的致密性、稳定性,后工步0.15C 5H与0.3C 2H消耗气压数一致。
正常组与实验组,经相同的分容和高温处理后的放电率对比如图4所示,可见实验组的放电率占优。
正常组与实验组的保持率的箱线对比如图5所示,可见实验组的保持率为95.02%,正常组为94.09%,实验组保持率高于正常组。
正常组与实验组的三次容量的箱线对比如图6所示,可见实验组的三次容量高于正常组,多次实验后发现,平均高出142.58mAh。
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。