一种铁片插销组立设备
文献发布时间:2023-06-19 13:51:08
技术领域
本发明属于机械设备领域,具体涉及一种铁片插销组立设备。
背景技术
工件由壳体、弹簧、铁片及销杆组成,工件利用弹簧形变产生弹力进行工作,该工件通常应用于卡车、汽车上,将弹簧放在壳体上并插入铁片三者相互抵紧让弹簧形成扭力接着插入销杆,每个工件需要上述依次安装,因此在装配过程中,需对上述壳体、弹簧及铁片不断互压抵紧再插销杆,现有的操作通常采用人工手动装配,该方式组立效率较低,不能满足生产需求且每个组立好的工件需要进行检测,检测该工件是否能达到所需的水平,人工检测也较为繁琐,容易出现疏漏。
发明内容
本发明所要解决的技术问题是针对现有技术的现状,而提供一种工作效率高,检测性能好的铁片插销组立设备。
本发明解决上述技术问题所采用的技术方案为:提出一种铁片插销组立设备,包括:
工装台;
物料转盘,其转动设置于所述工装台的中心位置,所述工装台上安置有装配卡台;
壳体装置,其设置于所述工装台上,所述壳体装置具有可活动的第一夹爪件,所述第一夹爪件能够抓取壳体放置于所述装配卡台上;
弹簧装置,其设置于所述工装台上且位于所述壳体装置一侧,所述弹簧装置具有可活动的第二夹爪件,所述第二夹爪件能够将弹簧放置于壳体上;
铁片装置,其设置于所述工装台上且位于所述弹簧装置一侧,所述铁片装置具有可活动的第三夹爪件,所述第三夹爪件能够抓取铁片放置于所述装配卡台上且壳体的后方;
销杆装置,其设置于所述工装台上且位于所述铁片装置一侧,所述销杆装置具有横向推杆件、纵向压杆件和销杆夹爪组件,所述横向推杆件与所述纵向压杆件垂直,所述横向推压组件能够将铁片推至壳体中,所述纵向压杆件能够将壳体、弹簧及铁片相互压紧,所述销杆夹爪能够抓取销杆进行移动,当所述横向推杆件将铁片推至壳体中并通过纵向压杆件将壳体、弹簧及铁片三者相互压紧形成有连接孔时,所述销杆夹爪能够抓取销杆插入连接孔中;
总检测装置,其设置于所述工装台上且位于所述销杆装置一侧,所述总检测装置用于检测装配好后的工件。
在上述的一种铁片插销组立设备中,所述壳体装置还包括:
壳体支撑架,其设置于所述工装台上;
壳体升降气缸,其设置于所述壳体支撑架上;
壳体滑轨件,其设置于所述壳体升降气缸上,所述第一夹爪件与所述壳体滑轨件滑动连接;
壳体震动盘,其与所述壳体支撑架连接,所述壳体震动盘能够将壳体有序送出;
壳体视觉检测器,其设置于所述工装台上且位于所述第一支撑架上方。
在上述的一种铁片插销组立设备中,所述弹簧装置还包括:
弹簧支撑架,其设置于所述工装台上;
弹簧升降气缸,其设置于所述弹簧支撑架上;
弹簧滑轨件,其设置于所述弹簧升降气缸上,所述第二夹爪件与所述弹簧滑轨件滑动连接;
弹簧送料盘,其与所述弹簧支撑架连接,所述弹簧送料盘能够将弹簧有序送出。
在上述的一种铁片插销组立设备中,所述铁片装置还包括:
铁片支撑架,其设置于所述工装台上;
铁片升降气缸,其设置于所述铁片支撑架上;
铁片滑轨件,其设置于所述铁片升降气缸上,所述第三夹爪件与所述铁片滑轨件滑动连接;
铁片震动盘,其与所述铁片支撑架连接,所述铁片震动盘能够将铁片有序送出;
铁片视觉检测器,其设置于所述工装台上且位于所述铁片支撑架上方。
在上述的一种铁片插销组立设备中,所述销杆夹爪组件具有第四夹爪件和第五夹爪件,所述销杆装置还包括:
第一销杆支撑架,其设置于所述工装台上,所述第一销杆支撑架上安设有第一销杆滑轨件,所述第四夹爪件与第一销杆滑轨件滑动连接;
第二销杆支撑架,其设置于所述工装台上,所述第二销杆支撑架上安设有第二销杆滑轨件,所述第五夹爪件与第二销杆滑轨件滑动连接;
第三销杆支撑架,其设置于所述工装台上且位于所述第一销杆支撑架旁,所述横向推杆件和所述纵向压杆件均设置于所述第一销杆支撑架上;
销杆震动盘,其与所述工装台连接,所述销杆震动盘能够将销杆有序送出;
置物台,其设置于所述工装台上,所述置物台用于放置销杆;
销杆视觉检测器,其设置于所述工装台上且位于所述置物台上方。
在上述的一种铁片插销组立设备中,所述总检测装置包括:
等长检测件,其设置于所述工装台上,所述等长检测件用于检测贯穿工件的两侧销杆长度是否相等;
压力检测件,其设置于所述工装台上且位于所述等长安装检测件旁,所述压力检测件用于检测铁片与弹簧的下压力。
在上述的一种铁片插销组立设备中,所述等长检测件包括:
等长支撑座,其设置于所述工装台上;
第一等长检测件,其设置于所述等长支撑座一侧上;
第二等长检测件,其设置于所述等长支撑架的另一侧上,所述第一等长检测件与所述第二等长检测件相齐平。
在上述的一种铁片插销组立设备中,所述压力检测件包括:
压力支撑架,其设置于所述工装台上,所述压力支撑架上安设有压力升降气缸;
压力滑轨件,其设置于所述压力升降气缸上;
第六夹爪件,其与所述压力华硅件滑动连接,所述第六夹爪件用于抓取装配好的工件;
压力检测器,其设置于所述压力支撑架上;
成品通道槽,其设置于所述工装台上且位于支撑座旁;
杂料通道槽,其设置于所述工装台上且位于所述成品流通槽旁。
在上述的一种铁片插销组立设备中,所述压力检测器具有测力平台、测力顶和测力感应器,所述测力平台设置于所述压力支撑座上,所述测力顶设置于所述压力支撑座上且位于测力平台一侧,所述测力感应其设置于所述测力顶上且与压力支撑座活动连接。
在上述的一种铁片插销组立设备中,所述工装台上可拆卸连接有料箱,所述料箱用于堆放装配好后的成品工件。
与现有技术相比,本发明具有以下有益效果:
1、通过物料转盘带动装配卡台进行移动,依次通过壳体装置、弹簧装置、铁片装置及销杆装置进行放置壳体、弹簧、铁片及销杆进行组立,且过程为全自动,能有效提升生产效率,降低人工劳作及各类成本。
2、壳体装置上设置有壳体视觉检测器,铁片装置上设置有铁片视觉检测器,销杆装置上设置有销杆检测器,送入组立时,能有效的检测壳体、铁片及销杆零部件本身是否存在问题,为后续装配提高成品率,且组力后的工件需要进行等长检测件检测和压力检测件检测,确保不良品工件不被收纳装箱。
3、原先操作人员需要耗时耗力进行组立,组立过程中由于弹簧的弹性力过大有几率会出现壳体、弹簧或铁片迸溅飞出对操作人员身体造成伤害,现组立为设备自动,间接保证了操作人员的身体健康。
附图说明
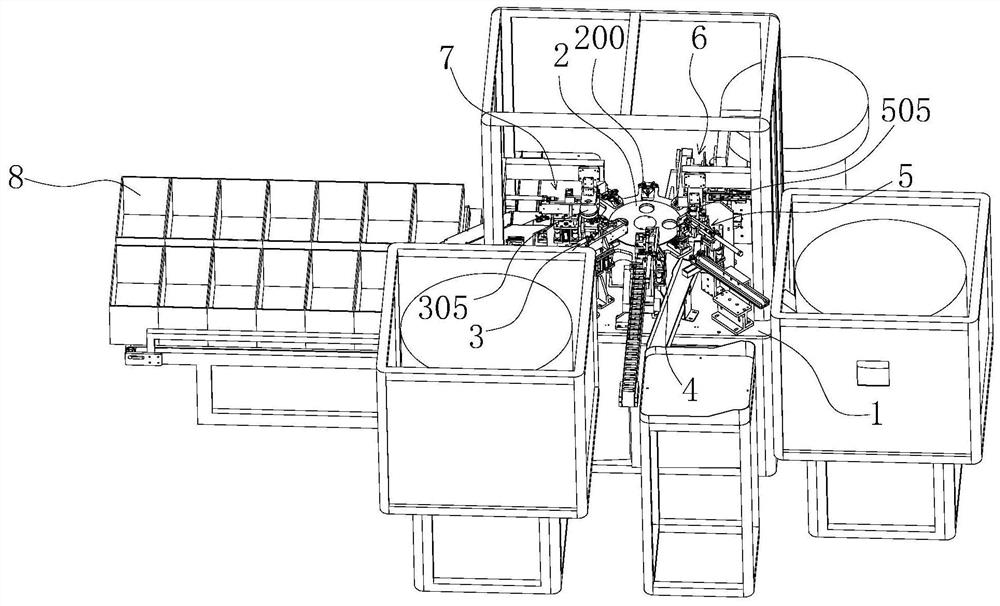
图1是本发明的结构示意图;
图2是本发明的结构示意图;
图3是本壳体装置的结构示意图;
图4是本弹簧装置的结构示意图;
图5是本铁片装置的结构示意图;
图6是本销杆装置的结构示意图;
图7是本横向推杆件和纵向压杆件的结构示意图;
图8是本销杆夹爪组件的结构示意图;
图9是本等长检测件的结构示意图;
图10是本压力检测件的结构示意图;
图11是本组立后成品工件的结构示意图。
图中,1、工装台;2、物料转盘;3、壳体装置;4、弹簧装置;5、铁片装置;6、销杆装置;7、总检测装置;8、料箱;200、装配卡台;300、第一夹爪件;301、壳体支撑架;302、壳体升降气缸;303、壳体滑轨件;304、壳体震动盘;305、壳体视觉检测器;400、第二夹爪件;401、弹簧支撑架;402、弹簧升降气缸;403、弹簧滑轨件;404、弹簧送料盘;500、第三夹爪件;501、铁片支撑架;502、铁片升降气缸;503、铁片滑轨件;504、铁片震动盘;505、铁片视觉检测器;600、横向推杆件;601、纵向压杆件;602、销杆夹爪组件;603、第四夹爪件;604、第五夹爪件;605、第一销杆支撑架;606、第一销杆滑轨件;607、第二销杆支撑架;608、第二销杆滑轨件;609、第三销杆支撑架;610、销杆震动盘;611、置物台;612、销杆视觉检测器;700、等长检测件;701、压力检测件;702、等长支撑座;703、第一等长检测件;704、第二等长检测件;705、压力支撑架;706、压力滑轨件;707、第六夹爪件;708、压力检测器;709、成品通道槽;710、杂料通道槽;711、测力平台;712、测力顶;713、测力感应器。
具体实施方式
以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
如图1-图2及图11所示,本铁片插销组立设备,包括:工装台1;物料转盘2,其转动设置于工装台1的中心位置,工装台1上安置有装配卡台200;壳体装置3,其设置于工装台1上,壳体装置3具有可活动的第一夹爪件300,第一夹爪件300能够抓取壳体放置于装配卡台200上;弹簧装置4,其设置于工装台1上且位于壳体装置3一侧,弹簧装置4具有可活动的第二夹爪件400,第二夹爪件400能够将弹簧放置于壳体上;铁片装置5,其设置于工装台1上且位于弹簧装置4一侧,铁片装置5具有可活动的第三夹爪件500,第三夹爪件500能够抓取铁片放置于装配卡台200上且壳体的后方;销杆装置6,其设置于工装台1上且位于铁片装置5一侧,销杆装置6具有横向推杆件600、纵向压杆件601和销杆夹爪组件602,横向推杆件600与纵向压杆件601垂直,横向推压组件能够将铁片推至壳体中,纵向压杆件601能够将壳体、弹簧及铁片相互压紧,销杆夹爪能够抓取销杆进行移动,当横向推杆件600将铁片推至壳体中并通过纵向压杆件601将壳体、弹簧及铁片三者相互压紧形成有连接孔时,销杆夹爪能够抓取销杆插入连接孔中;总检测装置7,其设置于工装台1上且位于销杆装置6一侧,总检测装置7用于检测装配好后的工件。
物料转盘2上均匀的设置有若干个装配卡台200,装配卡台200具有壳体、弹簧、铁片、销杆的定位卡槽口,组立时,第一夹爪件300活动抓取壳体并再次移动将壳体放置在装配卡台200上,接着物料转盘2旋转,装配卡台200置于弹簧装置4处,第二夹爪件400活动抓取弹簧并再次移动将弹簧放置在壳体上,接着物料转盘2再次旋转,装配卡台200置于铁片装置5处,第三夹爪件500活动抓取铁片并再次移动将铁片放置于装配卡台200上且铁片位于壳体及弹簧的后方,再接着物料转盘2旋转,装配卡台200置于销杆装置6处,铁片原以水平平放置在装配卡台200上,横向推杆件600将铁片推向壳体处,铁片顺着装配卡台200上开设的倾斜角度向下倾斜与壳体及弹簧卡住,接着纵向压杆件601向下移动对壳体、弹簧及铁片三者施压,被压紧连接的三者形成有一个连接孔,接着销杆夹爪抓取销杆插入连接孔中将三者紧固定位形成工件,再然后物料转盘2旋转,装配卡台200置于总检测装置7处,总检测装置7对工件的装配度及扭力性能进行检测。
如图3所示,壳体装置3还包括:壳体支撑架301,其设置于工装台1上;壳体升降气缸302,其设置于壳体支撑架301上;壳体滑轨件303,其设置于壳体升降气缸302上,第一夹爪件300与壳体滑轨件303滑动连接;壳体震动盘304,其与壳体支撑架301连接,壳体震动盘304能够将壳体有序送出;壳体视觉检测器305,其设置于工装台1上且位于第一支撑架上方。
第一夹爪件300具有第一驱动气缸及与第一驱动气缸连接的第一夹爪,第一驱动气缸设置于壳体滑轨件303上,壳体装置3还具有壳体废料槽,工作原理:壳体震动盘304将内部的壳体有序送出至壳体支撑架301处,接着壳体视觉检测器305对处于壳体支撑架301上的壳体进行检测,再接着壳体升降气缸302带动壳体滑轨件303下降,第一夹爪件300抓取壳体,如检测的壳体为不合格则第一夹爪件300随着壳体升降气缸302上升并通过壳体滑轨件303移动将壳体扔至壳体废料槽中,如检测的壳体为合格件,则随着壳体升降气缸302上升并通过壳体滑轨件303移动至装配卡台200上方,接着壳体升降气缸302下降,第一夹爪件300将壳体放置于装配卡台200中,壳体放置完毕后第一夹爪件300和壳体升降气缸302相继复位,进行下一组抓取。
如图4所示,弹簧装置4还包括:弹簧支撑架401,其设置于工装台1上;弹簧升降气缸402,其设置于弹簧支撑架401上;弹簧滑轨件403,其设置于弹簧升降气缸402上,第二夹爪件400与弹簧滑轨件403滑动连接;弹簧送料盘404,其与弹簧支撑架401连接,弹簧送料盘404能够将弹簧有序送出。
第二夹爪件400具有第二驱动气缸及与第二驱动气缸连接的第二夹爪,第二驱动气缸设置于弹簧滑轨件403上,工作原理:将弹簧送料盘404将弹簧有序的送至弹簧支撑架401处,弹簧升降气缸402下降第二夹爪件400抓取弹簧,接着弹簧升降气缸402上升,第二夹爪件400随着弹簧滑轨件403移动至装配卡台200上方,再接着弹簧升降气缸402带动第二夹爪件400向下移动,第二夹爪件400将弹簧放置于弹簧上,最后第二夹爪和弹簧升降气缸402相继复位,进行下一组抓取。
如图5所示,铁片装置5还包括:铁片支撑架501,其设置于工装台1上;铁片升降气缸502,其设置于铁片支撑架501上;铁片滑轨件503,其设置于铁片升降气缸502上,第三夹爪件500与铁片滑轨件503滑动连接;铁片震动盘504,其与铁片支撑架501连接,铁片震动盘504能够将铁片有序送出;铁片视觉检测器505,其设置于工装台1上且位于铁片支撑架501上方。
第二夹爪件400具有第二驱动气缸及与第二驱动气缸连接的第二夹爪,第二驱动气缸设置于铁片滑轨件503上,铁片装置5还具有铁片废料槽,工作原理:铁片震动盘504将内部的铁片有序送出至铁片支撑架501处,接着铁片视觉检测器505对处于铁片支撑架501上的铁片进行检测,再接着铁片升降气缸502带动铁片滑轨件503下降,第二夹爪件400抓取铁片,如检测的铁片为不合格则第二夹爪件400随着铁片升降气缸502上升并通过铁片滑轨件503移动将铁片扔至铁片废料槽中,如检测的铁片为合格件,则随着铁片升降气缸502上升并通过铁片滑轨件503移动至装配卡台200上方,接着铁片升降气缸502下降,第二夹爪件400将铁片放置于装配卡台200中位于壳体后方的卡槽口上,铁片放置完毕后第二夹爪件400和铁片升降气缸502相继复位,进行下一组抓取。
如图6-图8所示,销杆夹爪组件602具有第四夹爪件603和第五夹爪件604,销杆装置6还包括:第一销杆支撑架605,其设置于工装台1上,第一销杆支撑架605上安设有第一销杆滑轨件606,第四夹爪件603与第一销杆滑轨件606滑动连接;第二销杆支撑架607,其设置于工装台1上,第二销杆支撑架607上安设有第二销杆滑轨件608,第五夹爪件604与第二销杆滑轨件608滑动连接;第三销杆支撑架609,其设置于工装台1上且位于第一销杆支撑架605旁,横向推杆件600和纵向压杆件601均设置于第一销杆支撑架605上;销杆震动盘610,其与工装台1连接,销杆震动盘610能够将销杆有序送出;置物台611,其设置于工装台1上,置物台611用于放置销杆;销杆视觉检测器612,其设置于工装台1上且位于置物台611上方。
第四夹爪件603具有第四驱动气缸及与第四驱动气缸连接的第四夹爪,第一销杆滑轨件606具有纵向滑轨及与纵向滑轨连接的横向滑轨,第四驱动气缸设置于横向滑轨上,第五夹爪件604具有第五驱动气缸及与第五驱动气缸连接的第五夹爪,第五驱动气缸设置于第二销杆滑轨件608上,销杆装置6还具有销杆废料槽,工作原理:销杆震动盘610将销杆送出至置物台611上,接着销杆视觉检测器612检测,如检测的销杆长度过长或过短销杆不合格者被第四夹爪件603抓取并通过第一销杆滑轨件606移动至销杆废料槽处将不合格的销杆丢入废料槽中,如检测的销杆为合格,第四夹爪件603抓取销杆并通过第一销杆滑轨件606移动至装配转盘处,接着第五夹爪件604通过第二销杆滑轨件608移动至第四夹爪件603后方并将第四夹爪件603上的销杆抓取,第四夹爪件603松开销杆,随后进行复位,第五夹爪件604将销杆笔直插入壳体、弹簧及铁片三者卡接形成的连接孔中,插入完毕后第五夹爪件604松开,接着第五夹爪件604通过第二销杆滑轨件608向后移动一段位置,在接着第五夹爪件604通过第二销杆滑轨件608向销杆推压,让销杆贯穿连接孔,保证连接孔两侧的销杆长度相同。
如图9-图10所示,总检测装置7包括:等长检测件700,其设置于工装台1上,等长检测件700用于检测贯穿工件的销杆两侧长度是否相等;压力检测件701,其设置于工装台1上且位于等长安装检测件旁,压力检测件701用于检测铁片与弹簧的下压力。
物料转盘2旋转,装配卡台200置于等长检测件700处,检测贯穿连接孔的销杆两侧长度是否相同,检测完毕后物料转盘2旋转,装配卡台200置于压力检测件701处进行下压力检测。
优选地,等长检测件700包括:等长支撑座702,其设置于工装台1上;第一等长检测件703,其设置于等长支撑座702一侧上;第二等长检测件704,其设置于等长支撑架的另一侧上,第一等长检测件703与第二等长检测件704相齐平。
第一等长检测件703和第二等长检测件704均为感应器,确保销杆时候装配到位。
优选地,压力检测件701包括:压力支撑架705,其设置于工装台1上,压力支撑架705上安设有压力升降气缸;压力滑轨件706,其设置于压力升降气缸上;第六夹爪件707,其与压力华硅件滑动连接,第六夹爪件707用于抓取装配好的工件;压力检测器708,其设置于压力支撑架705上;成品通道槽709,其设置于工装台1上且位于支撑座旁;杂料通道槽710,其设置于工装台1上且位于成品流通槽旁。
第六夹爪件707具有第六驱动气缸及与第六驱动气缸连接的第六夹爪,第六驱动气缸设置于压力滑轨件706上,第六夹爪件707通过压力滑轨件706移动至装配卡台200上,接着压力升降气缸带动压力滑轨件706下降,第六夹爪件707抓取工件完毕后,压力升降气缸带动压力滑轨件706上升,第六夹爪件707通过压力滑轨件706移动至压力检测器708处,接着压力升降气缸再次带动压力滑轨下降,第六夹爪件707将工件放置压力检测器708上,通过压力检测器708进行下压扭力检测,如检测后的工件为不合格,则第六夹爪件707抓取,压紧升降气缸带动压力滑轨上升,第六夹爪件707通过压力滑轨件706移动至杂料通道槽710处并将不合格工件放置在杂料通道中,如检测的工件为合格,者第六夹爪件707抓取,压紧升降气缸带动压力滑轨上升,第六夹爪件707通过压力滑轨件706移动至成品通道槽709处并将合格工件放置在成品通道槽709中,放置完毕后,第六夹爪件707及压力升降气缸复位,进行下一组动作。
进一步优选地,压力检测器708具有测力平台711、测力顶712和测力感应器713,测力平台711设置于压力支撑座上,测力顶712设置于压力支撑座上且位于测力平台711一侧,测力感应其设置于测力顶712上且与压力支撑座活动连接。
工件卡置在测力平台711行,接着测力顶712推动测力感应器713与工件抵紧施压进行检测被销杆连锁的壳体、弹簧及铁片三者的弹力。
工装台1上可拆卸连接有料箱8,料箱8用于堆放装配好后的成品工件。
成品工件从成品通道槽709处滑落至料箱8中,方便后续工件装箱。
需要说明,本发明实施例中所有方向性指示(诸如上、下、左、右、前、后……)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
另外,在本发明中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本发明的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
另外,本发明各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本发明要求的保护范围之内。
- 一种铁片插销组立设备
- 一种磁回铁片组立装置