一种用于飞机大弹簧端头R区成形的装置及使用方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明属于机械制造工艺装备技术领域,涉及一种用于飞机大弹簧端头R区成形的装置及使用方法。
背景技术
对于线径大于12mm的弹簧一般称为大弹簧,通常材料为50CrVA。由于材料优良的机械性能,常应用于航空航天、车辆、船舶,以及工程机械领域。我公司某型机后机身与武器舱门的连接处采用了成组大弹簧结构作为舱门的开合装置。为满足后续多机型生产需求,以及掌握大弹簧整体制造工艺,需要开展大弹簧的自主研制及生产。
通过对现有大弹簧组件的制造工艺了解,涉及专用工艺装备数量极少,大弹簧制造过程中使用的工具和工装多为简易自制,使用过程中依靠经验传承,工具磨损严重已多次修补无法提取有效信息。
因此,需要对大弹簧在制造过程中的各项工艺参数及相关工艺装备进行摸索研制。
发明内容
本发明提供了一套全新的工艺装备,构建了用于飞机大弹簧零件端头R区成形的装置,并提供装置的使用方法。解决了大弹簧端头R区研制过程中没有专用工装、工艺方法参数不全、技术手段不足的难题,设计了离散式结构工装,将大弹簧端头R区成形工艺拆解为三道工序,利用分段式R区成形模,实现了对大弹簧端头R区的成形控制,使大弹簧端头R区在弯制时位置准确,有效降低对操作工技术水平依赖度,同时大弹簧定位装夹操作简单,减小工人劳动强度,缩短制造周期,降低生产成本。
技术方案
一种用于飞机大弹簧端头R区成形的装置,该装置由三套工装共同组成,分别对应大弹簧端头R区在三个分阶段工序用到的成形装置。由通用基础模块、R区成形模、以及弹簧装夹模块共同组成。通用基础模块是导柱1、衬套2、定位插销3、内六角螺钉4、基体5、焊接手柄6组成,基体5上一侧上安装R区成形模下模,采用插销和螺钉固定;弹簧装夹模将大弹簧7端头定位夹持,并通过插销和螺钉固定在基体5上;三套工装的R区成形模分别包括R区成形模上模A1、R区成形模下模A2、R区成形模上模B1、R区成形模下模B2、R区成形模上模C1、R区成形模下模C2;R区成形模下模A1、R区成形模下模B1、R区成形模下模C1顶端均分别设有与R区成形模上模A2、R区成形模上模B2、R区成形模上模C2相匹配连接的导柱1,导柱1外侧设有衬套2;
安装R区成形模下模A2、安装R区成形模下模B2、安装R区成形模下模C2均设有弹簧R区成型模块;R区成形模下模A2有一个垂直方向的半圆结构A,安装R区成形模下模B2上设置有水平方向半圆结构B,安装R区成形模下模C2上设有与弹簧端头R区避让结构相匹配的第三凹槽;三套工装的弹簧装夹模块分别包括弹簧装夹模a、弹簧装夹模b、弹簧装夹模c;弹簧装夹模a包括弹簧装夹模上模a1、弹簧装夹模下模a2;弹簧装夹模上模a1、弹簧装夹模下模a2通过螺钉和插销固定;弹簧装夹模b、弹簧装夹模c与弹簧装夹模a的结构及固定方式同理;弹簧装夹模b与弹簧接触的工作面型腔由弹簧装夹模a的工作面型腔顺时针旋转90°得到,弹簧装夹模c与弹簧接触的工作面型腔由弹簧装夹模b的工作面型腔顺时针旋转90°得到;
优选的,安装R区成形模上模A1上开设有弹簧端头避让区A、安装R区成形模上模B1上开设有弹簧端头避让区B;
优选的,R区成形模下模A2上还包括凸台,所述凸台与半圆结构A为一体式,凸台一侧表面与半圆结构同弧度,另一侧为平面结构;所述凸台的高度应大于半圆结构A的半径;
优选的,R区成形模下模B2上的半圆结构B一体成型;
所述半圆结构B为半圆结构A工作面顺时针旋转90°得到。
所述基座5上设有减重槽;所述基座5长度方向上设有焊接手柄6;
所述R区成形模上模A1、R区成形模下模A2、R区成形模上模B1、R区成形模下模B2、R区成形模上模C1、R区成形模下模C2的材料为具备高抗拉强度和硬度的金属材料;
优选的,R区成形模上模A1、R区成形模下模A2、R区成形模上模B1、R区成形模下模B2、R区成形模上模C1、R区成形模下模C2的材料选用CrWMn;
一种用于飞机大弹簧端头R区成形方法,包括如下步骤:
步骤1.将用于第一次折弯工序下的工装R区成形模下模A2通过定位插销3、内六角螺钉4固定在基体5上;
步骤2.大弹簧靠近端头R区的簧体部分在弹簧装夹模上模a1、下模a2的工作面型腔定位装夹,然后弹簧装夹模上模a1、下模a2通过快卸插销、双头螺柱、带肩螺母固定;
步骤3.工人先将大弹簧端头进行初次小角度折弯,折弯至R区成形模上模A1的弹簧端头避让区;
步骤4.R区成形模上模A1与R区成形模下模A2通过导柱1、衬套2连接后,将整台工装固定在压力机工作平台上,压力机轴头作用于R区成形模上模A1,延导柱1的轴向运动,大弹簧端头延半圆结构A上的凹槽轨迹发生折弯,到达预定折弯角度后完成第一次折弯工序;
步骤5.取下R区成形模上模A1、R区成形模下模A2、弹簧装夹模上模a1、弹簧装夹模下模a2,与通用基础块上的基体5分离;
步骤6.安装用于第二次折弯工序下的工装R区成形模和弹簧装夹模,并重复1至5步骤;
步骤7.安装用于第三次折弯工序下的工装R区成形模和弹簧装夹模,并重复1至5步骤;
步骤8.三次折弯工序完成后,取出大弹簧,对端头R区域进行折弯效果和质量的检验,并根据实际情况进行校正;
步骤9.三套工装拆除后分类包装,保持密封状态以备下次使用,至此大弹簧端头R区成形整套操作工序完成。
技术效果
本发明解决缺少弹簧端头R区成形工装和现有工艺经验、技术参数的不足,提供一套全新的工艺装备,设计了弹簧端头R区域在成形阶段时下设三道工序的可重构工装系统。通过该装置三部分结构的组合装配,大弹簧端头R区域在成形工序时实现无缝衔接,使大弹簧的定位装夹简单快捷、缩短加工准备时间,降低工人劳动强度。
该装置可满足大弹簧研制过程的工艺需求,提供大弹簧的端头在形成R区时的辅助工艺装备,降低大弹簧端头R区成形过程中人为操作风险。该装置经车间使用验证后效果明显,符合大弹簧设计与制造要求。
本发明可精确控制大弹簧端头R区在成形过程中的定位与装夹,使大弹簧端头R区在成形过程中实现折弯方向可控、轨迹运动准确,降低对操作工技术水平依赖度,工装的定位装夹操作简单,有效减少后期大弹簧端头R区的校形工作,提高生产效率,降低生产成本。
附图说明
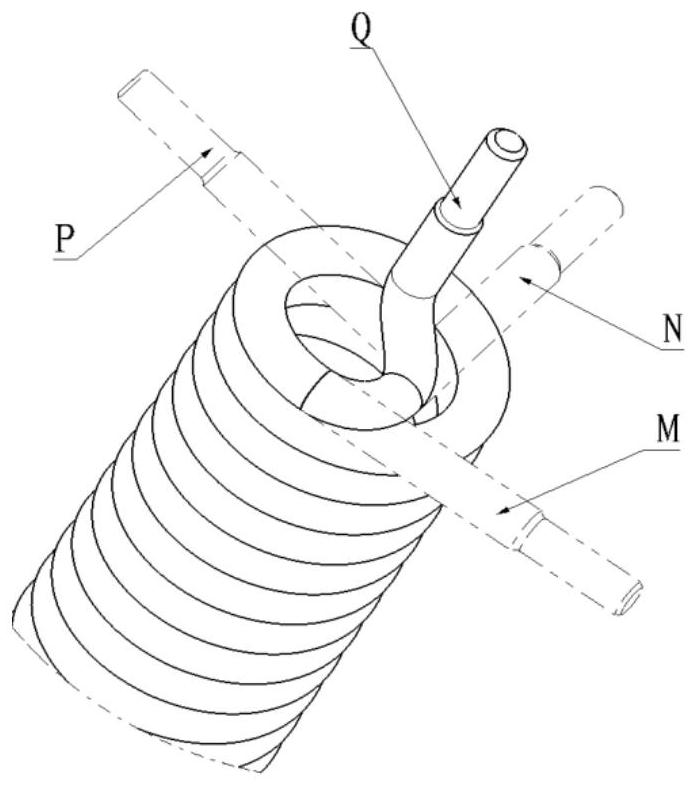
图1为大弹簧端头R区成形示意图;
其中:M.端头初始形态;N.端头第一次折弯后形态;P.端头第二次折弯后形态;Q.端头第三次折弯后形态;
图2a为大弹簧端头R区第一次折弯用工装结构示意图;
其中:1.导柱;2.衬套;3.定位插销;4.内六角螺钉;5.基体;6.焊接手柄;7.大弹簧;a1.弹簧装夹模上模;a2.弹簧装夹模下模;
图2b为大弹簧端头R区第二次折弯用工装结构示意图;
其中:7.大弹簧;
图2c为大弹簧端头R区第三次折弯用工装结构示意图;
其中:7.大弹簧;
图3为第一次折弯工装R区成形模结构示意图;
其中:A1.R区成形模上模;A2.R区成形模下模;A.半圆结构;
图4为第一次折弯工装弹簧装夹模a结构示意图;
其中:a1.弹簧装夹模上模;a2.弹簧装夹模下模;5.基体;
图5为第二次折弯工装R区成形模结构示意图;
其中:B1.R区成形模上模;B2.R区成形模下模;B.半圆结构;
图6为第二次折弯工装弹簧装夹模b结构示意图;
其中:b1.弹簧装夹模上模;b2.弹簧装夹模下模;5.基体;
图7为第三次折弯工装结构示意图;
其中:C1.R区成形模上模;C2.R区成形模下模;
图8为第三次折弯工装弹簧装夹模c结构示意图;
其中:c1.弹簧装夹模上模;c2.弹簧装夹模下模;5.基体;
图9为本发明使用方法的流程图。
具体实施方式
三套工装的通用基础模块,实现每套工装上R区成形模与弹簧装夹模的快速连接及互换。有利于控制工装总制造成本,也减小了大弹簧端头R区在成形时相邻工序之间的换装时间。R区成形模分别对应大弹簧端头在成形R区时的三道加工工序,每道工序用一套成形模。弹簧装夹模用于大弹簧每道加工工序对弹簧的定位与装夹。
所述通用基础模块主要由导柱(1)、衬套(2)、定位插销(3)、连接螺钉(4)、基体(5)组成。其中:基体(5)作为三套工装的共用工作平台,采用45号钢具有较高的强度和耐磨性,其上下两面平面度和平行度均达到0.1,粗糙度为1.6。基体(5)上根据三套工装的R区成形模和弹簧装夹模的结构预留销钉孔和螺栓孔,其中R区成形模通过定位插销(3)、内六角螺钉(4)与基体(5)固定,弹簧装夹模通过螺钉、短插销与基体(5)固定,不仅保证工装整体强度,也利于R区成形模和弹簧装夹模的后续返修及结构拓展优化。
所述R区成型模分别由三道不同工序下对应的R区成形模成组元件构成,包括第一次折弯工装R区成形模上模(A1)、R区成型模下模(A2),第二次折弯工装R区成形模上模(B1)、R区成型模下模(B2),第三次折弯工装R区成形模上模(C1)、R区成形模下模(C2)组成。每一对成组的R区成形模在使用时配合压力机设备,大弹簧端头(6)定位装夹后,将端头固定在R区成形模的半圆结构和弹簧装夹模内,在压力作用下沿半圆结构上的凹槽轨迹发生塑性变形,形成理论的折弯角度。由于大弹簧材料为50CrVA,具有较强的抗拉强度和硬度,R区成形模设计时选用比50CrVA更高抗拉强度和硬度的CrWMn作为承受压力传递的模具材料,同时为减小端头R区折弯后的表面压痕和划痕,模具半圆结构上的凹槽表面也具有较高表面粗糙度。R区成形模的上下模在对合时用导柱(1)和固定衬套(2)进行连接,有效保证压力机的压力沿轴向传递,减小大弹簧端头R区折弯后角度的偏差,以及校正时的工作量。
所述弹簧装夹模分别由三道不同工序下对应的弹簧装夹模成组元件构成,包括大弹簧第一次折弯工装弹簧装夹模上模(a1)、弹簧装夹模下模(a2),第二次折弯工装弹簧装夹模上模(b1)、弹簧装夹模下模(b2),第三次折弯工装弹簧装夹模上模(c1)、弹簧装夹模下模(c2)组成。每一对弹簧装夹模成组配合使用,对应大弹簧端头R区折弯前一道工序的簧体绕制状态,大弹簧端头R区在折弯工序前,利用弹簧装夹模的上、下模内的工作面型腔对大弹簧的簧体进行定位装夹对合,对合后的上、下模通过双头螺柱、带肩螺母固定,保证大弹簧端头R区在压力机作用下折弯过程中,大弹簧的簧体部分不发生轴向移动和径向转动,同时减小簧体回弹带来的影响。同时,为解决同一批大弹簧在数控绕簧机绕制后节距略有不同带来的影响,弹簧装夹模上、下模之间的连接孔设置为腰形孔,使弹簧装夹模的上模具有一定调整余量消除弹簧节距公差范围内带来的定位装夹问题。
结合附图对本发明作详细说明:
提供了一种用于飞机大弹簧端头R区成形的装置,其特征在于,该装置由三套工装共同组成,分别对应大弹簧端头R区在三个分阶段工序用到的成形装置。由通用基础模块、R区成形模、以及弹簧装夹模共同组成。通用基础模块是导柱1、衬套2、定位插销3、内六角螺钉4、基体5组成,可作为三套工装的通用基础模块,实现每套工装上R区成形模与弹簧装夹模的快速连接及互换,有利于控制工装制造总成本,也减小了大弹簧端头R区制造时相邻工序之间的换装时间。R区成形模分别对应大弹簧端头在成形R区时的三道加工工序,每道工序用一套R区成形模,确保成形过渡时的连接性。弹簧装夹模用于大弹簧端头R区成形过程中对弹簧的定位装夹。
该装置使用时,将用于第一次折弯工序下的工装R区成形模下模(A2)通过定位插销(3)、内六角螺钉(4)固定在基体(5),大弹簧靠近端头R区的簧体部分在弹簧装夹模上模(a1)、下模(a2)的工作面型腔定位装夹,然后弹簧装夹模上模(a1)、下模(a2)通过快卸插销、双头螺柱、带肩螺母固定,完成后由工人先将大弹簧端头进行初次小角度折弯,折弯至R区成形模上模(A1)的弹簧端头避让区,随后R区成形模上模(A1)与R区成形模下模(A2)通过导柱(1)、衬套(2)固定。将整台工装固定在压力机工作平台上后,压力机轴头作用于R区成形模上模(A1),延导柱(1)的轴向运动,压力传递至R区成形模下模(A2)上的半圆结构A上,大弹簧端头延半圆结构A上的凹槽轨迹发生折弯,到达折弯角度后完成第一次折弯工序。随后取下R区成形模上模(A1)、R区成形模下模(A2)、弹簧装夹模上模(a1)、弹簧装夹模下模(a2),与通用基础块上的基体(5)分离,安装用于第二次折弯工序下的工装R区成形模和弹簧装夹模,并重复上一道操作工序。完成后按相同步骤完成第三次折弯工序下的工装R区成形模和弹簧装夹模的连接,以及压力机下的折弯工序。
在三次折弯工序完成后,拆除第三道工序下的工装R区成形模和弹簧装夹模,取出大弹簧后,对端头R区域进行折弯效果和质量的检验,并根据实际情况进行校正。三套工装拆除后进行分类包装,保持密封状态以备下次使用,大弹簧端头R区成形整套操作工序完成。
所述弹簧装夹模(a1)为长方形块;优选的,弹簧装夹模(a1)两侧面开设有方便手持的长方形下陷槽;
所述弹簧装夹模(a2)为L形块;优选的,弹簧装夹模(a2)上开设有螺钉和快卸插销的躲避槽;
所述弹簧装夹模(c1)为长方形块;优选的,弹簧装夹模(c1)两侧面上开设有方便手持的长方形下陷槽;上表面开设有长方形凹槽;
所述弹簧装夹模(c2)为长方形块;优选的,弹簧装夹模(c2)上开设有螺钉和快卸插销的躲避槽;
所述R区成形模下模(A2)的凸台与半圆结构A上与大弹簧端头贴合的凹槽
所述R区成形模下模(B2)的凸台上与大弹簧端头贴合的凹槽,凹槽粗糙度不小于0.8,轮廓度不大于0.1。
- 一种用于飞机机翼数字化总装装配系统及其使用方法
- 一种用于飞机机翼整体壁板调姿定位系统及其使用方法
- 一种用于履轨一体化转运平台的拐点自适应装置及使用方法
- 用于飞机机翼后梁定位的大跨度移动装置及其使用方法
- 一种用于飞机导管端头冷挤压成形的加工方法