装配装置
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及装配技术领域,具体涉及一种装配装置。
背景技术
在装配作业中,通常需要先将点涂有胶的物料移动至工件的相应位置,然后将物料粘接至工件上,以此实现物料和工件之间的装配。然而,现有的装配设备未同时对物料及工件进行定位,使得物料和工件之间的装配存在偏差,降低了物料的装配精度。
发明内容
鉴于以上内容,有必要提供一种装配装置,以提高物料装配至工件的装配精度。
本发明实施例提供一种装配装置,包括:
机架,设置有用于放置工件的支撑面;
定位机构,用于定位所述工件至所述机架上;
承载机构,包括支撑架及承载组件,所述支撑架设置并定位于所述机架,所述承载组件沿第一方向滑动连接所述支撑架,用于承载并定位物料,所述承载机构设置于所述支撑面上以使所述工件定位于所述机架及所述承载机构之间;
止挡机构,沿所述第一方向邻设于所述支撑面,所述止挡机构连接于所述机架并用于在所述第一方向上止挡所述承载组件及所述工件;
驱动机构,所述驱动机构卡接于所述承载组件并用于驱动所述承载组件沿所述第一方向移动至抵持所述止挡机构,以使所述承载组件的所承载的所述物料装设于所述工件。
上述装配装置在进行装配作业时,首先,通过定位机构对承载于机架上的工件进行定位,实现工件的定位,然后,将物料定位至承载组件,并对物料进行点胶,将支撑架定位至机架上后,承载于承载组件上的物料随着支撑架定位至机架上,实现物料的定位,最后,通过驱动机构驱动承载组件沿第一方向移动至承载组件抵持止挡机构,并使物料粘接至工件的相应位置,从而将物料装配至工件上,同时,止挡机构还用于在第一方向上止挡工件,以使物料装配至工件上时保持稳定,以提高物料的装配精度。如此,通过工件的定位、物料的定位,并通过驱动机构驱动承载组件所定位的物料移动至抵持并粘接于工件的相应位置,从而实现物料和工件之间的高精度装配,提高了物料的装配精度。
在一些实施例中,所述承载组件包括:
滑动架,卡接所述驱动机构并滑动连接于所述支撑架;
滑轨,沿所述第一方向朝向垂直于所述第一方向的第二方向倾斜的方向设置,并连接于所述滑动架朝向所述机架的一侧;
滑块,滑动连接于所述滑轨;
承载架,连接于所述滑块,用于承载所述物料。
在一些实施例中,所述承载架包括:
活动件,连接于所述滑块;
两个限位件,两个限位件沿第三方向间隔设置并连接所述活动件;
承载件,所述承载件的一部分收容于两个所述限位件之间;
两个调节件,每个所述调节件分别穿设于相应的所述限位件并螺纹连接于所述承载件。
在一些实施例中,所述承载件包括:
承载体,背离所述支撑架的一侧开设有收容槽;
第一凸出体,沿所述第一方向凸设于所述承载体,用以抵持所述止挡机构;
第二凸出体,沿所述第一方向凸设于所述承载体并与所述第一凸出体沿所述第二方向间隔设置;
柔性体,设于所述收容槽内,且所述柔性体在第二方向上的一侧抵持于所述第一凸出体,另一侧抵持于所述物料;其中,所述柔性体及所述第二凸出体围设形成有物料槽,所述物料槽用于收容所述物料。
在一些实施例中,所述承载件还包括永磁体,所述永磁体嵌设于所述第二凸出体。
在一些实施例中,所述承载件还包括弹性体,所述弹性体的一端抵持于所述收容槽的底壁,另一端抵持于所述柔性体,且柔性体可活动地设置于收容槽内。
在一些实施例中,所述机架包括:
底座;
连接柱,所述连接柱的一端连接所述底座;
固定板,连接于所述连接柱的另一端,且与所述底座沿第二方向间隔设置;
定位台,连接于所述固定板背离所述底座的一侧,所述支撑面设置于所述定位台背离所述固定板的一侧并嵌设有多个吸附件,所述定位台用于承载所述工件,所述吸附件用于固定承载于所述定位台的工件。
在一些实施例中,所述定位机构包括:
夹持驱动件,连接于所述固定板背离所述定位台的一侧;
两个连接件,两个所述连接件沿第三方向连接于所述夹持驱动件的相对两侧,且每个所述连接件均与所述固定板滑动连接;
两个抵持件,两个所述抵持件沿所述第三方向间隔设置于所述固定板的相对两侧并连接于相应的所述连接件;其中,所述夹持驱动件驱动两个连接件沿所述第三方向反向运动,并带动两个抵持件相互靠近或远离以在第三方向上抵持承载于定位台上的所述工件,以使两个所述抵持件夹紧并定位所述工件。
在一些实施例中,所述止挡机构包括第一止挡组件,所述第一止挡组件包括:
第一导热件,连接于所述底座,且沿所述第一方向邻设于所述定位台的一侧,用于抵持所述工件及承载组件并将点设在物料上的胶加热固化,以使所述物料固定至所述工件;
第一加热件,插设于所述第一导热件内,用于加热所述第一导热件。
在一些实施例中,所述驱动机构包括:
两个卡接件,两个所述卡接件沿第三方向间隔设置并卡接于所述承载组件的相对两侧,每个所述卡接件贯穿并沿所述第一方向滑动连接所述固定板;
连接杆,所述连接杆的两端分别连接两个卡接件朝向所述底座的一端;
开合驱动件,所述开合驱动件连接所述连接杆及所述底座,用于驱动所述连接杆并带动所述卡接件沿所述第一方向移动。
在一些实施例中,所述装配装置还包括压紧机构,所述压紧机构包括:
压紧件,所述压紧件的一端用于抵持并压紧定位于所述底座上的支撑架;
旋转件,所述旋转件的一端连接于压紧件的另一端;
旋转驱动件,连接于所述旋转件的另一端及底座,用于驱动所述旋转件转动并带动所述压紧件绕所述旋转件转动,以使所述压紧件的一端抵持或离开所述支撑架。
附图说明
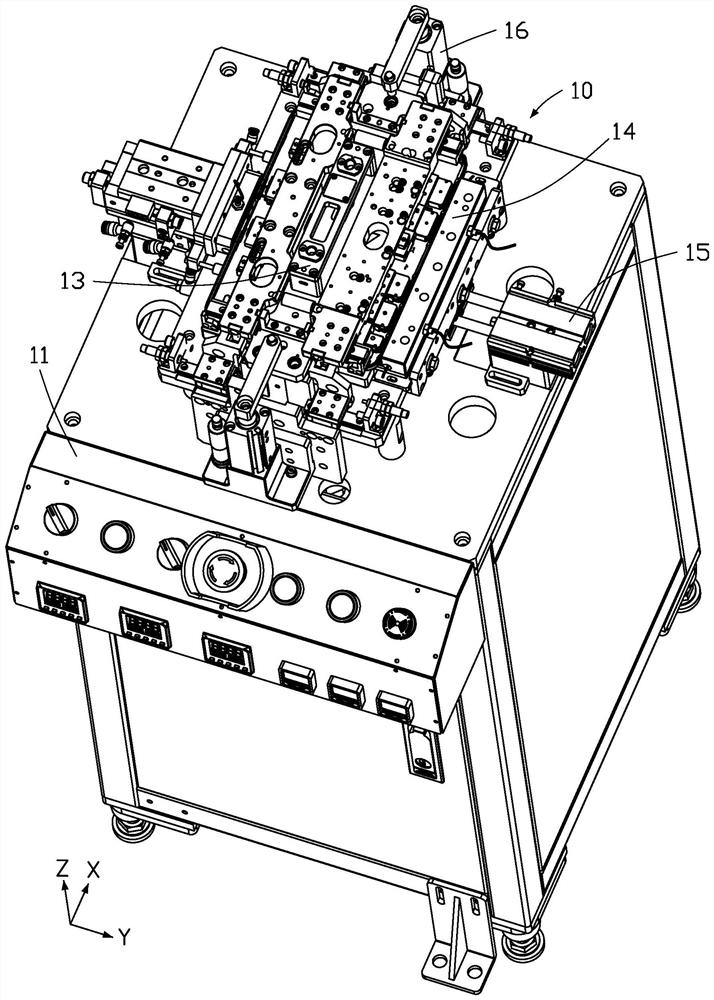
图1为本发明实施例装配装置、物料及工件的结构示意图。
图2为图1中装配装置、物料及工件的分解示意图。
图3为图2中承载机构、物料和工件的结构示意图。
图4为图3中承载机构及物料的右视示意图。
图5为图4中沿Ⅴ-Ⅴ方向的剖视图。
图6为图2中定位机构、止挡机构、压紧机构、驱动机构及机架的一部分的结构示意图。
图7为图6中所示定位机构、止挡机构、压紧机构、驱动机构及机架的分解示意图。
图8为图6中定位机构的结构示意图。
图9为图6中驱动机构及固定板的一部分的结构示意图。
主要元件符号说明
装配装置 10
机架 11
底座 111
连接柱 112
固定板 113
定位台 114
吸附件 115
定位销 116
顶升组件 117
顶升件 1171
顶升驱动件 1172
定位机构 12
夹持驱动件 121
连接件 122
抵持件 123
承载机构 13
支撑架 131
承载组件 132
滑动架 1321
滑轨 1322
滑块 1323
承载架 1324
活动件 13241
限位件 13242
承载件 13243
承载体 13243a
柔性体 13243b
第一凸出体 13243c
第二凸出体 13243d
弹性体 13243e
收容槽 13243f
物料槽 13243g
永磁体 13243h
调节件 13244
压平件 1325
压平辊支架 1325a
压平辊 1325b
定位件 133
复位件 134
止挡机构 14
第一止挡组件 141
第一导热件 1411
第一加热件 1412
第二止挡组件 142
第二导热件 1421
第二加热件 1422
止挡驱动件 1423
驱动机构 15
卡接件 151
连接杆 152
开合驱动件 153
压紧机构 16
压紧件 161
旋转件 162
旋转驱动件 163
定位孔 17
支撑面 18
物料 20
工件 30
具体实施方式
下面详细描述本发明的实施方式,所述实施方式的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施方式是示例性的,仅用于解释本发明,而不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接或可以相互通讯;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以下结合附图,对本案的各实施例进行详细说明。
本实施例中,以物料20为磁铁,工件30为平板电脑壳体为例进行说明。
为便于说明,在图1、图2及图6中增加了三维坐标系,具体地,Y轴所在方向为第一方向,即承载组件132的移动方向,Z轴所在的方向为第二方向,即底座111及固定板113的设置方向,X轴所在的方向为第三方向,即两个抵持件123的设置方向。
请一并参见图1、图2及图3,本发明实施例提供一种装配装置10,装配装置10包括机架11、定位机构12、承载机构13、止挡机构14及驱动机构15。机架11设置有用于放置工件30的支撑面18,定位机构12用于定位工件30至机架11上,承载机构13包括支撑架131及承载组件132,支撑架131设置并定位于机架11,承载组件132沿第一方向滑动连接支撑架131,用于承载物料20,承载机构13设置于支撑面18上以使工件30定位于机架11及承载机构13之间,止挡机构14沿第一方向邻设于支撑面18连接于机架11并用于在第一方向上止挡承载组件132及工件30,驱动机构15卡接于承载组件132并驱动承载组件132沿第一方向移动至抵持止挡机构14,以使承载组件132所承载的物料20装设于工件30。
上述装配装置10在进行装配作业时,首先,通过定位机构12对承载于机架11上的工件30进行定位,实现工件30的定位,然后,将物料20定位至承载组件132,并对物料20进行点胶,将支撑架131定位至机架11上后,承载于承载组件132上的物料20随着支撑架131定位至机架11上,实现物料20的定位,最后,通过驱动机构15驱动承载组件132沿第一方向移动至承载组件132抵持止挡机构14,并使物料20粘接至工件30的相应位置,从而将物料20装配至工件30上,同时,止挡机构14还用于在第一方向上止挡工件30,以使物料20装配至工件30上时保持稳定,以提高物料20的装配精度。如此,通过工件30的定位、物料20的定位,并通过驱动机构15驱动承载组件132所定位的物料20移动至抵持并粘接于工件30的相应位置,从而实现物料20和工件30之间的高精度装配,提高了物料20的装配精度。
请一并参见图3及图4,在一些实施例中,承载组件132包括滑动架1321、滑轨1322、滑块1323及承载架1324,滑动架1321卡接驱动机构15并滑动连接于支撑架131,滑轨1322沿第一方向朝向垂直于第一方向的第二方向倾斜的方向设置,并连接于滑动架1321朝向机架11的一侧,滑块1323滑动连接于滑轨1322,承载架1324连接于滑块1323,用于承载物料20。
如此,承载架1324和滑动架1321之间通过滑轨1322和滑块1323实现了滑动连接,且滑动方向沿第一方向朝向第二方向倾斜设置,因此通过推动移动架沿着滑轨1322方向移动,能够对承载于承载架1324上的物料20同时在第一方向及第二方向上进行尺寸管控,从而提高了物料20在第一方向及第二方向上的定位精度。
请一并参见图4及图5,在一些实施例中,承载架1324包括活动件13241、两个限位件13242、承载件13243及两个调节件13244,活动件13241连接于滑块1323,两个限位件13242沿第三方向间隔设置并连接活动件13241,承载件13243的一部分收容于两个限位件13242之间,每个调节件13244分别穿设于相应的限位件13242并螺纹连接于承载件13243。示例性地,调节件13244可以为螺栓,相应的,承载件13243在第三方向上的相对两侧设置有螺纹孔,螺栓与螺纹孔螺纹连接。
如此,通过两个调节件13244的螺纹段伸入相应的螺纹孔的深度,从而调节承载件13243在第三方向上的位置,以此实现对承载于承载件13243上的物料20在第三方向上进行尺寸管控,从而提高了物料20在第三方向上的定位精度。
请参见图5,在一些实施例中,承载件13243包括承载体13243a、柔性体13243b、第一凸出体13243c及第二凸出体13243d,承载体13243a背离支撑架131的一侧开设有收容槽13243f,第一凸出体13243c沿第一方向凸设于承载体13243a,用于抵持止挡机构14,第二凸出体13243d沿第一方向凸设于承载体13243a并与第一凸出体13243c沿第二方向间隔设置,柔性体13243b设于收容槽13243f内,且柔性体13243b在第二方向上的一侧抵持于第一凸出体13243c,另一侧抵持于物料20,柔性体13243b及第二凸出体13243d围设形成有物料槽13243g,物料槽13243g用于收容物料20。示例性地,柔性体13243b可以为优力胶材料。
如此,通过设置第二凸出体13243d及柔性体13243b围形成物料槽13243g,并将物料20放置于物料槽13243g内,从而实现物料20的固定,柔性体13243b为弹性材料制成,以便于物料20的快速安装,第一凸出体13243c用于抵持止挡机构14,且工件30抵持于止挡机构14,从而实现对物料20与工件30之间的相对位置的管控,以便于完成点胶的物料20能够粘接至工件30的相应位置上,从而提高了物料20的装配精度。
本实施例中,承载件13243还包括第三凸出体(图未示)及第四凸出体(图未示),第三凸出体及第四凸出体沿第三方向间隔设置,并凸设于承载体13243a,柔性体13243b、第二凸出体13243d、第三凸出体及第四凸出体围设形成物料槽13243g。以便于收容物料20。示例性地,第三凸出体或第四凸出体可以为优力胶材料。
在一些实施例中,所述承载件13243还包括永磁体13243h,所述永磁体13243h嵌设于所述第二凸出体13243d。
如此,通过永磁体13243h于物料20之间的磁斥力或磁吸力来判断物料是否装反,并能够将物料20吸附固定,以便于物料20快速准确的安装与承载件13243上,提高了物料20的安装效率。
请参见图5,在一些实施例中,承载件13243还包括弹性体13243e,弹性体13243e的一端抵持于收容槽13243f的底壁,另一端抵持于柔性体13243b,且柔性体13243b可活动地设置于收容槽13243f内。示例性地,弹性体13243e可以为弹簧。
如此,通过设置弹性体13243e,以便于柔性体13243b能够在第一方向上移动,以便于物料20需要移动并装配至工件30的凹槽内时,柔性体13243b通过压缩弹性体13243e后退,从而避免柔性体13243b与凹槽的上壁抵持而干涉物料20的移动,以此,使得物料20适用于不同的安装环境,从而提高装配装置10的适用范围。
请参见图4,在一些实施例中,承载组件132还包括压平件1325,压平件1325包括压平辊支架1325a及压平辊1325b,压平辊支架1325a连接于滑动架1321朝向机架11的一侧,压平辊1325b转动连接于压平辊支架1325a朝向机架11的一侧,用于抵持并压紧工件30。
如此,通过压平辊1325b将定位于机架11上的工件30压紧固定,且避免工件30定位后的工件30翘起,从而实现工件30的定位及固定,以此提高了工件30的稳定性。
请一并参见图1及图6,在一些实施例中,机架11包括底座111、连接柱112、固定板113及定位台114,连接柱112的一端连接底座111,固定板113连接于连接柱112的另一端,且与底座111沿第二方向间隔设置,定位台114连接于固定板113背离底座111的一侧,支撑面18设置于定位台114背离固定板113的一侧并嵌设有多个吸附件115,定位台114用于承载工件30,吸附件115用于固定承载于定位台114的工件30。示例性地,吸附件115可以为真空吸盘。
如此,通过固定板113与底座111在第二方向上间隔设置,以使固定板113和底座111之间形成收容空间,并将顶升组件117及定位机构12收容于收容空间,以对顶升组件117及定位组件进行收容保护,同时,通过设置定位台114,并在定位台114上嵌设多个吸附件115,以便于将定位后的工件30快速吸附固定,提高了工件30的固定效率。
请一并参见图7及图8,在一些实施例中,定位机构12包括夹持驱动件121、两个连接件122、两个抵持件123,夹持驱动件121连接于固定板113背离定位台114的一侧,两个连接件122沿第三方向连接于夹持驱动件121的相对两侧,且每个连接件122均与固定板113滑动连接,两个抵持件123沿第三方向间隔设置于固定板113的相对两侧并连接于相应的连接件122,夹持驱动件121驱动两个连接件122沿第三方向反向运动,并带动两个抵持件123相互靠近或远离以在第三方向上抵持承载于定位台114上的工件30,以使两个抵持件123夹紧并定位工件30。示例性地,夹持驱动件121可以为夹持气缸。
如此,通过夹持驱动件121的两个夹持手爪驱动两个连接件122在第三方向上反向移动,两个连接件122带动两个抵持件123反向运动,且夹持驱动件121带动两个抵持件123反向运动时,两个抵持件123之间的中心位置始终不变,从而使得两个抵持件123能够推抵工件30以使工件30快速分中定位,从而实现工件30在第三方向上的自动定位,提高了工件30的定位效率。
请一并参见图6及图7,在一些实施例中,止挡机构14包括第一止挡组件141,第一止挡组件141包括第一导热件1411及第一加热件1412,第一导热件1411连接于底座111,且沿第一方向邻设于定位台114的一侧,用于抵持工件30及承载组件132并将点设在物料20上的胶加热固化,以使物料20固定至工件30,第一加热件1412插设于第一导热件1411内,用于加热第一导热件1411。示例性地,第一加热件1412可以为电性连接的加热棒及热电偶。
如此,通过第一导热件1411抵持承载有物料20的承载组件132及工件30,以使物料20移动至工件30的相应位置,同时,第一加热件1412加热并产生热量,并通过第一导热件1411对点涂在物料20上的胶进行加热固化,以便于物料20快速固定至工件30上,使得第一止挡组件141既能够在第一方向上止挡定位工件30及物料20又能够通过将点涂在物料20上的胶进行加热固化,提高了物料20固定效率。
请一并参见图6及图7,在一些实施例中,止挡机构14还包括与第一止挡组件141沿第一方向间隔设置的第二止挡组件142,第二止挡组件142包括第二导热件1421、第二加热件1422及止挡驱动件1423,第二导热件1421连接于底座111,且沿第一方向邻设于定位台114的另一侧,用于抵持工件30并将热量传导至工件30及物料20,以使物料20固化至工件30,第二加热件1422插设于第二导热件1421内,用于加热第二导热件1421,止挡驱动件1423连接于固定板113及第二导热件1421,用于驱动第二导热件1421并带动第二加热件1422沿第一方向运动。示例性地,止挡驱动件1423可以为气缸。
如此,通过设置第二止挡组件142,通过止挡驱动件1423驱动第二导热件1421沿第一方向移动,并推抵工件30至工件30抵持第一导热件1411,使得第二导热件1421与第一导热件1411抵持于工件30的相对两侧,以便于工件30在第一方向上快速固定,同时,第一导热件1411及第二导热件1421之间的距离可调,以便于适用于不同规格的工件30,从而提高了装配装置10的适用范围。
本实施例中,物料20朝向止挡机构14的一侧设置有多个溢流槽(图未示),以用于加热融化的胶液沿着溢流槽流出,且溢流槽形成齿牙结构,使得物料20粘接至工件30时更加稳定。
请参见图9,在一些实施例中,驱动机构15包括两个卡接件151、连接杆152及开合驱动件153,两个卡接件151沿第三方向间隔设置并卡接于承载组件132的相对两侧,每个卡接件151贯穿并沿第一方向滑动连接固定板113,连接杆152的两端分别连接两个卡接件151朝向底座111的一端,开合驱动件153连接连接杆152及底座111,用于驱动连接杆152并带动卡接件151沿第一方向移动。示例性地,卡接件151上开设有卡接槽,相应地,承载组件132上设置有与卡接槽相适配的卡接凸起。
如此,通过开合驱动机构15驱动连接杆152并带动两个于承载组件132卡接的卡接件151沿第一方向移动,从而带动承载组件132沿第一方向移动,以便于承载组件132所承载的物料20沿第一方向移动至工件30上的相应位置,同时,物料20固定至工件30后,驱动机构15驱动连接杆152并带动卡接件151及承载组件132快速复位,以便于下一组物料20及工件30的装配,从而提高物料20与工件30之间的装配效率。
请一并参见图2、图3及图6,在一些实施例中,承载组件132为两组,两组承载组件132沿第一方向间隔设置于支撑架131的相对两侧,且滑动连接于支撑架131,驱动机构15为两组,两组驱动机构15沿第一方向间隔设置,且每组驱动机构15卡接于相应的承载组件132,用于驱动相应的承载组件132沿第一方向移动。
如此,通过设置两组承载组件132及两组驱动机构15,能同时对工件30两侧同时进行装配作业,进一步提高了物料20的装配效率。
请参见图3,在一些实施例中,承载机构13还包括定位件133及复位件134,定位件133连接于支撑架131,定位件133在第一方向上的相对两侧用于止挡并定位相应的承载组件132,复位件134连接于两组承载组件132,以驱动两组承载组件132相互靠近并抵持于定位件133在第一方向上的相对两侧。
示例性地,复位件134可以为两个磁铁,或弹簧,或两个磁铁及弹簧。
进一步地,复位件134件为两个磁铁时,两个磁铁沿第一方向间隔设置,并连接于相应的承载组件132朝向定位件133的一侧,两个磁铁的磁力驱动两组承载组件132相互靠近并抵持于定位件133的相对两侧;复位件134为弹簧时,复位件134的两端分别连接于相应的承载组件132,用于驱动两组承载组件132相互靠近并抵持于定位件133;复位件134为两个磁铁及弹簧时,两个磁铁沿第一方向间隔设置,并连接于相应的承载组件132朝向定位件133的一侧,复位件134的两端分别连接于相应的承载组件132。
如此,通过定位件133以便于对设置于支撑架131上的两组承载组件132进行定位,在两组承载组件132不受外力时,复位件134驱动两组承载组件132分别抵持于定位件133的相对两侧,从而实现承载组件132的快速复位及定位。
请一并参见图3及图6,在一些实施例中,支撑架131上设置有定位孔17,机架11包括还顶升组件117及定位销116,定位销116沿第三方向邻设于固定板113,定位销116连接于顶升组件117朝向支撑架131的一侧并与定位孔17相适配,用于伸入定位孔17内并定位支撑架131,顶升组件117用于驱动定位销116在第二方向上移动并用于承载支撑架131。
如此,通过定位孔17及定位销116,以便于将支撑架131快速定位至机架11上,从而提高了支撑架131的定位效率,同时,通过顶升组件117以便于驱动定位后的支撑架131在第二方向上移动,进而调节承载于承载组件132上的物料20与工件30之间在第二方向的距离,从而在第二方向上调节物料20与工件30之间的装配位置。
请参见图6,在一些实施例中,装配装置10还包括压紧机构16,压紧机构16包括压紧件161、旋转件162及旋转驱动件163,压紧件161的一端用于抵持并压紧定位于底座111上的支撑架131,旋转件162的一端连接于压紧件161的另一端,旋转驱动件163连接于旋转件162的另一端及底座111,用于驱动旋转件162转动并带动压紧件161绕旋转件162转动,以使压紧件161的一端抵持或离开支撑架131。示例性地,旋转驱动件163可以为旋转气缸或电机。
如此,通过旋转驱动件163驱动转动件转动并带动压紧件161旋转,以使压紧件161抵持支撑架131的上端面,以便于将定位于底座111上的支撑架131压紧固定,压紧机构16的结构简单且固定效率高。
请参见图7,在一些实施例中,顶升组件117包括顶升件1171及顶升驱动件1172,顶升件1171的一侧连接定位销116,且顶升件1171沿第二方向滑动连接于底座111,顶升驱动件1172,连接于顶升件1171的另一侧及连接于底座111,用于驱动顶升件1171并带动定位销116沿第二方向移动。顶升驱动件1172可以为气缸。
如此,通过顶升驱动件1172驱动顶升件1171并带动定位销116及承载机构13沿第二方向移动,从而调节承载于承载机构13上的物料20与工件30在第二方向上的相对位置,以便于使物料20装配至工件30上不同的位置,且顶升件1171与底座111在第二方向上滑动连接,从而提高了顶升件1171运动的稳定性,顶升组件117结构简单且稳定性好。
在其他实施例中,物料20还可以为非磁铁材料形成的嵌设件。
上述装配装置10的作业过程大致如下:
首先,通过定位机构12在第三方向上对设置于机架11上的工件30进行定位,并通过止挡驱动件1423驱动第二导热件1421沿第一方向运动并推抵工件30的一侧至工件30的另一侧抵持第一导热件1411,以使工件30在第一方向上定位;
然后,将物料20定位至承载机构13后对物料20进行点胶,并将承载机构13定位至机架11上实,实现物料20的定位;
接着,通过每组驱动机构15驱动相应的承载组件132沿第一方向移动至承载组件132抵持第一导热件1411或第二导热件1421,每组物料20随相应的承载组件132移动至工件30上相应的装配位置;
最后,通过第一加热件1412或第二加热件1422对相应的物料20上的胶进行加热固化,以使物料20固定至工件30上相应位置,从而完成物料20和工件30之间的装配作业。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化涵括在本发明内。
最后应说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或等同替换,而不脱离本发明技术方案的精神和范围。
- 一种装配方法、装配装置及装配设备
- 处理盒装配装置、装配方法及生产线
- 一种用于永磁同步电机装配装置及装配方法
- 涡轮转子的装配装置及装配方法
- 一种汽车减震器总成装配装置及装配方法
- 用于吊架装置的装配装置以及具有装配装置的装配系统
- 用于吊架装置的装配装置以及具有装配装置的装配系统