一种PVC冷却塔填料自动热焊机
文献发布时间:2023-06-19 18:29:06
技术领域
本发明涉及一种PVC冷却塔填料自动热焊机,属于热焊装置技术领域。
背景技术
现有冷却塔填料采用人工热焊接,工作效率低,工作强度大,人力成本高,且存在烫伤等安全隐患。
发明内容
为解决现有技术存在的缺陷,本发明的目的是提供一种代替人工、提高效率、降低工作强度,操作更安全的PVC冷却塔填料自动热焊机。
本发明的技术方案是:一种PVC冷却塔填料自动热焊机,架体底部设有升降托板,升降托板连接升降驱动机构a,所述升降托板上滑动连接放料平台,架体两侧平行设置横梁,横梁上设有安装板,升降驱动机构b位于所述安装板上,所述升降驱动机构b连接压焊板,压焊板底部滑动连接焊接横移机构,焊接横移机构底部连接焊接机构,所述升降驱动机构a、升降驱动机构b以及焊接横移机构均与PLC连接。
所述升降托板两侧设有导轨a,放料平台与所述导轨a滑动连接,所述放料平台连接位于升降托板上的平台进出气缸,所述升降托板下方设有用于控制平台进出气缸启停的脚踏开关,压焊板底部设有接近开关,所述接近开关连接PLC。
所述放料平台上设有限位螺钉。
所述升降驱动机构a包括,固定在升降托板两侧的升降架,所述升降架滑动连接架体两侧的滑道a,升降架顶部连接链条,与驱动电机相连的链轮与所述链条相配合,链条另一端连接配重,配重滑动连接架体两侧的滑道b。
所述升降驱动机构b包括,固定在安装板上的升降气缸,所述升降气缸的输出端连接压焊板,导向轴贯穿并滑动连接安装板上的轴套,导向轴底部固定在压焊板上。
所述焊接横移机构包括,固定在所述压焊板下表面的横移气缸,横移气缸的输出端连接横移板,横移板上设有导轨b,所述导轨b与固定在压焊板下表面的滑块滑动连接。
所述焊接机构包括,固定在所述横移板底部的固定板,固定板下方设有若干焊头,焊头连接加热棒,加热棒插接在固定板中,焊头表面镀有特氟龙材料。
所述PLC型号为Q03UDE。
本发明的有益效果是:代替人工焊接操作,增加产能,降低人工劳动强度,提高自动化程度,节省人力成本,使热焊工作更安全。
附图说明
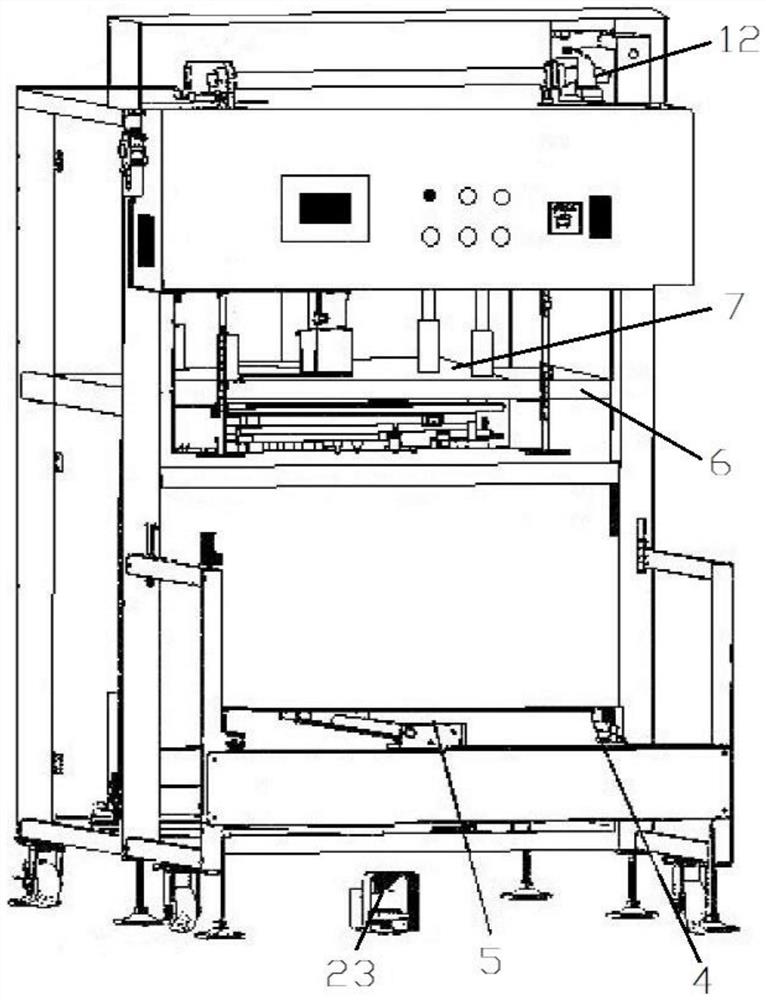
图1为本发明的结构图;
图2为本发明的主视图;
图3为本发明的后视图;
图4为本发明的升降托板处的视图;
图5为本发明的局部放大图一;
图6为本发明的局部放大图二。
图中附图标记如下:1、架体,2、升降托板,3、放料平台,4、导轨a,5、平台进出气缸,6、横梁,7、安装板,8、压焊板,9、限位螺钉,10、升降架,11、链条,12、驱动电机,13、配重,14、升降气缸,15、导向轴,16、轴套,17、横移气缸,18、横移板,19、导轨b,20、滑块,21、焊头,22、固定板,23、脚踏开关。
具体实施方式
下面结合附图1-6对本发明做进一步说明:
一种PVC冷却塔填料自动热焊机,架体1底部设有升降托板2,升降托板2连接升降驱动机构a,所述升降托板2上滑动连接放料平台3,架体1两侧平行设置横梁6,横梁6上设有安装板7,升降驱动机构b位于所述安装板7上,所述升降驱动机构b连接压焊板8,压焊板8底部滑动连接焊接横移机构,焊接横移机构底部连接焊接机构,所述升降驱动机构a、升降驱动机构b以及焊接横移机构均与PLC连接。所述升降托板2两侧设有导轨a4,放料平台3与所述导轨a4滑动连接,所述放料平台3连接位于升降托板2上的平台进出气缸5,所述升降托板2下方设有用于控制平台进出气缸5启停的脚踏开关23,压焊板8底部设有接近开关,所述接近开关连接PLC。
所述放料平台3上设有限位螺钉9,填料放置到放料平台3上通过限位螺钉9进行限位。
所述升降驱动机构a包括,固定在升降托板2两侧的升降架10,所述升降架10滑动连接架体1两侧的滑道a,升降架10顶部连接链条11,与驱动电机12相连的链轮与所述链条相配合,链条11另一端连接配重13,配重13滑动连接架体1两侧的滑道b。驱动电机12通过链轮带动链条移动,链条11带动升降架10上下移动,链条11另一端连接配重,从而使链条11两端保持平衡。
所述升降驱动机构b包括,固定在安装板7上的升降气缸14,所述升降气缸14的输出端连接压焊板8,导向轴15贯穿并滑动连接安装板7上的轴套16,导向轴15底部固定在压焊板8上,当升降气缸14带动压焊板8上下移动时,导向轴15沿轴套16上下移动,从而对压焊板8的移动起到导向作用。
所述焊接横移机构包括,固定在所述压焊板8下表面的横移气缸17,横移气缸17的输出端连接横移板18,横移板18上设有导轨b19,所述导轨b19与固定在压焊板8下表面的滑块20滑动连接。横移气缸17驱动横移板18横向移动,横移板18上的导轨b19与压焊板8下表面的滑块20相对移动,使横移板18横向直线移动。
所述焊接机构包括,固定在所述横移板18底部的固定板22,固定板22下方设有若干焊头21,焊头21连接加热棒,加热棒插接在固定板22中,焊头21表面镀有特氟龙材料。加热棒通电变热,并将热量传导至焊头21,焊头21与填料上的焊点接触,完成焊接,焊头21表面镀有特氟龙材料,延长焊头21使用寿命。
所述PLC采用日本三菱公司生产的产品,型号为Q03UDE。所述接近开关型号为LJ12A3-4-Z/BX。
本发明工作过程如下:
人工将一片填料片放置在放料平台2上,然后踩踏脚踏开关23,平台进出气缸5启动,带动放料平台3移动到焊头21下方,接近开关检测到填料到位后,向PLC发出信号,PLC发出指令,升降气缸14启动,带动压焊板8下移,压焊板8带动横移板18以及焊头21下移,焊头与填料片的第一焊接点接触,进行加热焊接,焊接完毕后,升降气缸14带动焊头21上移,人工踩踏脚踏开关23,平台进出气缸5启动,带动放料平台3移出,人工放入第二层填料片,填料片层数增加,高度变化,驱动电机12动作,带动链条11移动,链条11通过升降架10带动升降托板2下降一定高度,使放料平台3的最上层填料片高度与焊头工作高度相匹配,同时,横移气缸17动作,通过横移板18带动焊头21横移,使焊头21移至与填料片上第二焊接点相对应的位置,人工踩踏脚踏开关23,带动放料平台3移动到焊头21下方,焊头21与所述第二焊接点上下正对,然后下移在第二焊接点处进行焊接,焊接完毕后焊头21上移,放料平台3再移出。上述动作循环往复,对多层填料片进行热焊接。
本热焊机为环保型设备,用料和加工过程无毒,操作人员工作过程对身体无害。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。