一种集束蝶形光缆及其制备方法
文献发布时间:2023-06-19 18:34:06
技术领域
本发明涉及光缆制备领域,具体是一种集束蝶形光缆及其制备方法。
背景技术
随着5G网络密集部署,5G基站等基础设施也在大规模建设。与4G相比,5G由于频点较高,基站覆盖范围较小,需要大量的铺设基站设备。据估算,在实现同等覆盖范围时,5G基站的建设量至少为4G基站的5倍。在5G广泛建设的前提下,站址资源显得更为稀缺,尤其是供电和网络环境较好的优质站址资源。而使用数字通信电缆的PoE技术、光电混合缆或其他供电通信线缆合一的方案,可以仅用一根线缆同时进行供电和信号的传输,大幅度节省布线的成本,使站址的选择更加灵活,并可节约大量的布线成本。传统光缆进行分支时,需要将光缆切开或切断一部分,并要对光缆内部的光纤进行处理后才能够与光缆连接盒连接,不仅操作繁琐、费工费时、效率低下,而且还要预留光缆敷设时的接头长度,更会因为光缆增加传输损耗和产生故障,影响光缆信息传输的准确性和稳定性。
为了解决上述问题,现有技术中,会将多个蝶形单元集束在一起形成缆芯设置在光缆内,但也仅仅是利用护套将多个蝶形单元一同包裹形成光缆。本公司之前采用HOPE作为护套原材料,但是其易老化,力学性能较差,易燃,不便于集束蝶形光缆的安装和长时间使用。
发明内容
本发明的目的在于克服现有技术的不足,提供一种集束蝶形光缆及其制备方法,提高集束蝶形光缆的力学性能,阻燃,延长其使用寿命。
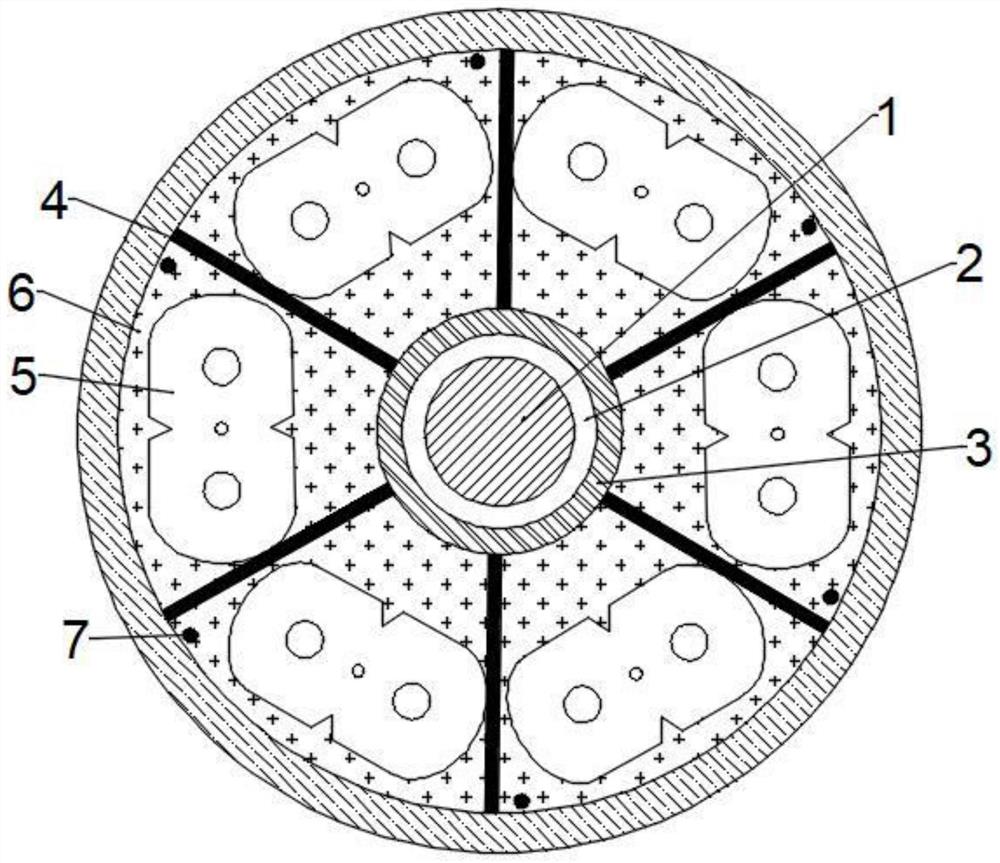
本发明的目的是通过以下技术方案来实现的:一种集束蝶形光缆,包括多根蝶形光缆、外壳、绝缘层和内芯;所述内芯的外壁套设有绝缘层,所述绝缘层外套设有加强套,所述加强套外固定连接有多个加强筋,所述加强筋之间填充有隔离层,所述隔离层内设有蝶形光缆,所述隔离层远离所述加强套的一端抵接有外壳。
进一步的,所述内芯为非金属材质。
进一步的,所述加强筋的一侧设有开缆绳。
进一步的,所述隔离层为EPDM,所述EPDM中混合有氢氧化镁和氢氧化铝粉末,所述氢氧化镁和所述氢氧化铝的总量为所述EPDM的32-37%,所述氢氧化镁和所述氢氧化铝的质量比为7:3。
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,向其中加入氢氧化镁和氢氧化铝粉末,保持其工作状态,10min后,向所述加强筋之间挤塑,其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;
S5、向烘干的纳米碳酸钙投入适量的溶解有偶联剂的乙醇,加热搅拌,其后进行醇洗多次,烘干备用;
S6、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,10min后向其中加入烘干备用的纳米碳酸钙,保持其工作状态,10min后升温至200℃,其后向所述隔离层表面挤塑,在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述烘干备用的纳米碳酸钙的用量为7.2wt%。
进一步的,步骤S4中挤塑温度为100℃,挤塑速率为60-70m/min。
进一步的,所述偶联剂为TCA,所述TCA的用量为5wt%。
进一步的,步骤S5中加热温度为85℃,加热时间为90min。
进一步的,步骤S6中挤塑速率为50-70m/min。
本发明的有益效果是:
(1)、本发明利用偶联剂对纳米碳酸钙进行改性,并利用改性纳米碳酸钙对HDPE进行改性,提高其热老化性能的同时,提高其力学性能,便于集束蝶形光缆的安装,延长其使用寿命;同时提高了光缆的防水性能。
(2)、所述外壳和所述隔离层的设置不仅使得集束蝶形光缆具有较强的阻燃性,降低发烟量,还具有较强的防水性,对蝶形光缆具有较强的防护能力。
(3)、在对所述HDPE改性和EPDM改性的过程中,通过对工艺参数的调节,降低了外壳对隔离层、隔离层对蝶形光缆的抽拔力,便于蝶形光缆的单独分离。
附图说明
图1为本发明的结构示意图;
附图说明:1-内芯,2-绝缘层,3-加强套,4-加强筋,5-蝶形光缆,6-隔离层,7-开缆绳。
具体实施方式
下面结合附图进一步详细描述本发明的技术方案,但本发明的保护范围不局限于以下所述。
实施例1
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,向其中加入氢氧化镁和氢氧化铝粉末,保持其工作状态,10min后,向所述加强筋之间挤塑,挤塑温度为100℃,挤塑速率为60m/min;其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;所述氢氧化镁和所述氢氧化铝的总量为所述EPDM的32%,所述氢氧化镁和所述氢氧化铝的质量比为7:3;
S5、向烘干的纳米碳酸钙投入适量的溶解有5wt%TCA的乙醇,并加热至85℃,搅拌90min,其后进行醇洗多次,烘干备用;
S6、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,10min后向其中加入烘干备用的纳米碳酸钙,保持其工作状态,10min后升温至200℃,其后向所述隔离层表面挤塑,挤塑速率为50m/min;在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述烘干备用的纳米碳酸钙的用量为7.2wt%。
实施例2
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,向其中加入氢氧化镁和氢氧化铝粉末,保持其工作状态,10min后,向所述加强筋之间挤塑,挤塑温度为100℃,挤塑速率为66m/min;其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;所述氢氧化镁和所述氢氧化铝的总量为所述EPDM的34%,所述氢氧化镁和所述氢氧化铝的质量比为7:3;
S5、向烘干的纳米碳酸钙投入适量的溶解有5wt%TCA的乙醇,并加热至85℃,搅拌90min,其后进行醇洗多次,烘干备用;
S6、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,10min后向其中加入烘干备用的纳米碳酸钙,保持其工作状态,10min后升温至200℃,其后向所述隔离层表面挤塑,挤塑速率为60m/min;在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述烘干备用的纳米碳酸钙的用量为7.2wt%。
实施例3
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,向其中加入氢氧化镁和氢氧化铝粉末,保持其工作状态,10min后,向所述加强筋之间挤塑,挤塑温度为100℃,挤塑速率为70m/min;其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;所述氢氧化镁和所述氢氧化铝的总量为所述EPDM的37%,所述氢氧化镁和所述氢氧化铝的质量比为7:3;
S5、向烘干的纳米碳酸钙投入适量的溶解有5wt%TCA的乙醇,并加热至85℃,搅拌90min,其后进行醇洗多次,烘干备用;
S6、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,10min后向其中加入烘干备用的纳米碳酸钙,保持其工作状态,10min后升温至200℃,其后向所述隔离层表面挤塑,挤塑速率为70m/min;在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述烘干备用的纳米碳酸钙的用量为7.2wt%。
对比例1
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,10min后,向所述加强筋之间挤塑,挤塑温度为100℃,挤塑速率为60-70m/min;其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;
S5、向烘干的纳米碳酸钙投入适量的溶解有5wt%TCA的乙醇,并加热至85℃,搅拌90min,其后进行醇洗多次,烘干备用;
S6、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,10min后向其中加入烘干备用的纳米碳酸钙,保持其工作状态,10min后升温至200℃,其后向所述隔离层表面挤塑,挤塑速率为60m/min;在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述烘干备用的纳米碳酸钙的用量为7.2wt%。
对比例2
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,向其中加入氢氧化镁和氢氧化铝粉末,保持其工作状态,10min后,向所述加强筋之间挤塑,挤塑温度为100℃,挤塑速率为60m/min;其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;所述氢氧化镁和所述氢氧化铝的总量为所述EPDM的34%,所述氢氧化镁和所述氢氧化铝的质量比为7:3;
S5、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,10min后向其中加入烘干的纳米碳酸钙,保持其工作状态,10min后升温至200℃,其后向所述隔离层表面挤塑,挤塑速率为50-70m/min;在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述纳米碳酸钙的用量为7.2wt%。
对比例3
一种集束蝶形光缆的制作方法,包括以下步骤:
S1、向内芯上包覆绝缘层;
S2、向所述绝缘层上包覆加强套;
S3、向加强套上固定连接多根加强筋,并向所述加强筋之间放置一根蝶形光缆,并放入模具中;
S4、向双螺杆挤出机中加入EPDM,将所述双螺杆挤出机内温度调节至200℃,工作状态保持100r/min,10min后降温至100℃,向其中加入氢氧化镁和氢氧化铝粉末,保持其工作状态,10min后,向所述加强筋之间挤塑,挤塑温度为100℃,挤塑速率为65m/min;其后进行水冷形成隔离层,然后放入模具中;挤塑过程中,在每个加强筋的一侧都设置一条开缆绳,所述开缆绳设置于所述蝶形光缆远离所述内芯的一侧;所述氢氧化镁和所述氢氧化铝的总量为所述EPDM的32-37%,所述氢氧化镁和所述氢氧化铝的质量比为7:3;
S5、向双螺杆挤出机中加入HDPE,将所述双螺杆挤出机内温度调节至150℃,工作状态保持120r/min,20min后升温至200℃,其后向所述隔离层表面挤塑,挤塑速率为60m/min;在60℃的水槽后冷却后,在常温水槽中进行冷却,形成外壳;所述烘干备用的纳米碳酸钙的用量为7.2wt%。
对实施例1-实施例3以及对比例1-对比例3制备的集束蝶形光缆进行检测,检测性能为:拉伸强度、断裂伸长率、热老化性能、抽拔力和阻燃性能,检测结果见表1-表4。
表1:外壳的拉伸强度和断裂伸长率
表2:热老化性能
表3:外壳抽拔力、蝶形光缆抽拔力
注释:连续取5个长度为500mm的蝶形光缆,从中缝撕开300mm,然后用手用力拉住光纤,检视光纤能否从剩余的200mm蝶形引入光缆中抽出,并采用张力计测量光纤抽拔力,进行记录,取平均值。
表4:阻燃性能检测等级
表5:电缆及光缆燃烧性能等级判据
如表1-表5所示,本发明通过集束蝶形光缆结构的优化,结合对外壳和隔离层的改性,使得集束蝶形光缆的力学性能提高,便于安装;同时抗氧化能力强,便于室外安装,延长其使用寿命;阻燃性能优异,发热量、发烟量也大大降低;抽拔力较低,便于光缆之间的分离。
以上所述仅是本发明的优选实施方式,应当理解本发明并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本发明的精神和范围,则都应在本发明所附权利要求的保护范围内。
- 一种用于玻璃纤维涂覆集束装置PTFE材料及制备方法
- 一种光缆电缆用吸水膨胀型阻水带及其制备方法
- 一种光缆用自修复增强材料及其制备方法
- 一种光缆加强芯及其制备方法
- 一种自承式蝶形光缆集束光缆
- 集束蝶形光缆及其制作方法