一种柔性震动盘的多场景上料系统及其控制终端
文献发布时间:2023-06-19 18:34:06
技术领域
本发明属于柔性震动盘的技术领域,具体涉及一种柔性震动盘的多场景上料系统及其控制终端。
背景技术
柔性振动盘是一款代替人工上料的智能设备,具有高速度,高灵活性,适应于需要多款物料切换上料的场景,比如摆盘,上窄带,流水线组装产品,拧螺丝,对位贴合等等,柔性上料站自身逻辑是个闭环,所以只要开机运行并且有原材料就能一直工作,不需要人为干预,除非出现故障或者材料缺失,会报警提醒人为干预。
柔性振动盘在使用时利用视觉控制技术来实现对振动盘和机械手的调节,但是在上料过程中,机械手需要将振动盘中符合抓取条件的所有原材料取走之后,振动盘才会再次动作,但是原材料的分布不均匀,机械手抓取原材料时长存在小于振动盘每次振动的时长的情况,此时调整振动盘无疑能够缩短上料进程,基于此,本发明提供了一种能够及时调节振动盘的上料系统。
发明内容
本发明的目的是提供一种柔性震动盘的多场景上料系统及其控制终端,能够比对抓取模块抓取原材料的时长和振料模块动作的时长,并根据比对结果筛选出适合抓取模块所抓取的原材料,且后续还能够及时对振料模块进行调整。
本发明采取的技术方案具体如下:
一种柔性震动盘的多场景上料系统,包括储料模块、振料模块、视觉判断模块、抓取模块、交互模块、标定模块和决策模块:
所述储料模块用于存放原材料;
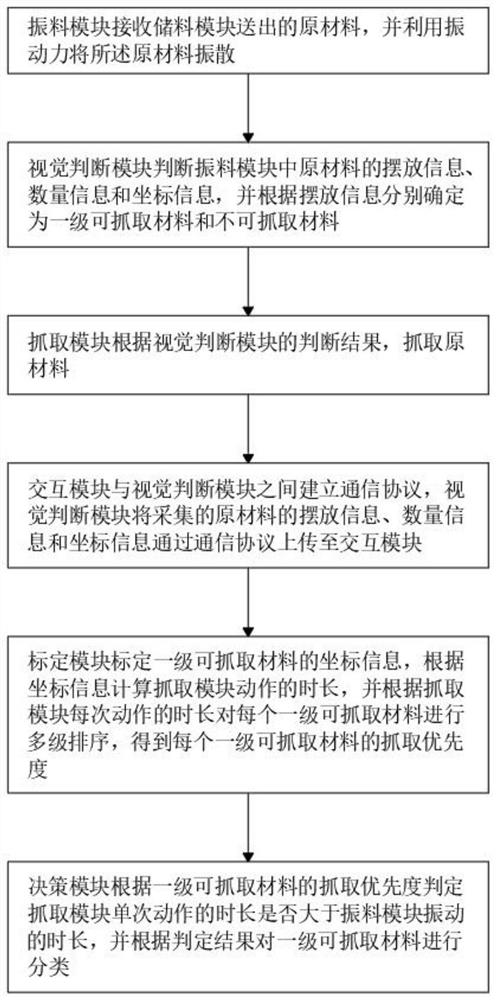
所述振料模块用于接收储料模块送出的原材料,并利用振动力将所述原材料振散;
所述视觉判断模块用于判断所述振料模块中原材料的摆放信息、数量信息和坐标信息,并根据摆放信息分别确定为一级可抓取材料和不可抓取材料;
所述抓取模块用于根据视觉判断模块的判断结果,抓取原材料;
所述交互模块与所述视觉判断模块之间建立TCP通信协议,所述视觉判断模块用于将采集的原材料的摆放信息、数量信息和坐标信息通过TCP通信协议上传至交互模块中进行显示;
所述标定模块用于标定所述一级可抓取材料的坐标信息,根据坐标信息计算抓取模块动作的时长,并根据抓取模块每次动作的时长对每个一级可抓取材料进行多级排序,得到每个一级可抓取材料的抓取优先度;
所述决策模块用于根据一级可抓取材料的抓取优先度判定所述抓取模块单次动作的时长是否大于所述振料模块振动的时长,并根据判定结果对一级可抓取材料进行分类,其中,判定过程根据一级可抓取材料的抓取优先度,由低至高进行计算;
其中,若所述抓取模块单次动作的时长大于所述振料模块振动的时长,将该优先级对应的一级可抓取材料标记为不可抓取材料,并继续判定下一抓取优先度的一级可抓取材料被抓取模块单次抓取的时长,直至所述抓取模块单次动作的时长小于或等于所述振料模块振动的时长,将该优先级以及之后未进行判定的一级可抓取材料标记为二级可抓取材料,并向所述抓取模块发送动作指令,所述抓取模块逐一对二级可抓取材料进行抓取。
在一种优选方案中,还包括主控单元,所述主控单元与所述储料模块、振料模块、视觉判断模块、抓取模块、交互模块、标定模块和决策模块之间建立通信连接。
在一种优选方案中,所述视觉判断模块采集到所述振料模块上的原材料之后,所述振料模块将所述原材料振散,并判断所述一级可抓取材料的数量,其具体过程如下:
预设振料模块中原材料的标准阈为(a,b),其中,a,b均为正整数,且a<b;
所述视觉判断模块采集所有原材料的数量信息,得到振料模块中原材料的数量为n,并上传至主控单元;
所述主控单元判断所述原材料的数量n是否低于标准值;
若原材料的数量低于标准阈,即n<a,则说明振料模块中原材料的数量不符合预设标准,所述主控单元向储料模块下发送料指令,所述储料模块的出料口打开,并向所述振料模块中送料,直至所述振料模块中的原材料数量符合标准阈;
若原材料的数量高于标准阈,即n>b,则说明所述振料模块中原材料堆积过多,振料模块无法将原材料振散,需要将超出部分的原材料取出并投放至储料模块中。
在一种优选方案中,所述振料模块将所述原材料振散之后,所述视觉判断模块获取一级可抓取材料的数量,其具体过程如下:
预设筛选条件,以及振料模块中一级可抓取材料的标准值;
所述视觉判断模块采集振料模块中所有原材料的摆放信息;
根据所述筛选条件确定一级可抓取材料的数量;
其中,若所述一级可抓取材料的数量低于标准值,则向振料模块发送动作指令,所述振料模块再次振动,直至所述一级可抓取材料的数量等于或者高于标准值;
若所述一级可抓取材料的数量高于标准值,则振料模块不动作。
在一种优选方案中,所述一级可抓取材料的数量高于标准值之后,确定每个所述一级可抓取材料的坐标信息,其过程如下:
以所述视觉判断模块采集区域的中心为基准点建立坐标系;
所述视觉判断模块获取每个所述一级可抓取材料的像素坐标信息;
将所述像素坐标通过标定文件转换为物理坐标,并上传至主控单元,所述主控单元将物理坐标发送至标定模块。
在一种优选方案中,所述标定模块根据一级可抓取材料的坐标信息确定每个一级可抓取材料的抓取优先度的步骤,包括:
获取所述抓取模块的起始位置信息,并根据所述一级可抓取材料的坐标信息对抓取模块进行路径规划,得到每个所述一级可抓取材料的抓取路径;
根据抓取路径和抓取模块动作的速度确定抓取时长,其计算公式为:T
对每个所述一级可抓取材料的抓取时长进行比较,并将比较结果由高至低进行排序,根据排序结果确定每个所述一级可抓取材料的优先度。
在一种优选方案中,所述决策模块包括记忆单元、预测单元和决策单元,所述记忆单元用于记录原材料每次振动之后,所述一级可抓取材料数量大于或等于标准值的历史时长,所述预测单元用于根据历史时长计算得出振料模块下次振动的时长,其中,计算公式为:
在一种优选方案中,所述一级可抓取材料的抓取优先度和所述振料模块下次振动的时长确定之后,所述决策单元按照一级可抓取材料的抓取优先度由低至高依次计算抓取模块的动作时长,并将抓取模块的动作时长逐一与振料模块下次振动时长相比对;
其中,当所述第i个一级可抓取材料的抓取时长T
本发明还提供了一种柔性震动盘的多场景上料系统的控制终端,包括储器和处理器,所述存储器存储有计算机程序,所述处理器执行所述计算机程序时实现上述中任一项所述柔性震动盘的多场景上料系统。
本发明取得的技术效果为:
本发明能够在抓取模块运行之前,确定一级可抓取材料的抓取优先度,并且根据此优先度,按由低至高的顺序对振料模块动作的时长和抓取模块抓取一级可抓取材料的时长进行比较,使得符合抓取条件的一级可抓取材料进行二次筛选,最终得到抓取时长小于振料时长的二级可抓取材料,相较于传统的将符合条件的原材料抓取完成,再运行振料模块动作的方式而言,本方案提供的抓取方式和振料方式能够使得原材料的上料进程得以缩短。
附图说明
图1是本发明的实施例所提供的上料系统的流程图;
图2是本发明的实施例所提供的确定一级可抓取材料抓取优先度的流程图。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合说明书附图对本发明的具体实施方式做详细的说明。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施例的限制。
其次,此处所称的“一个实施例”或“实施例”是指可包含于本发明至少一个实现方式中的特定特征、结构或特性。在本说明书中不同地方出现的“在一个较佳的实施方式中”并非均指同一个实施例,也不是单独的或选择性的与其他实施例互相排斥的实施例。
再其次,本发明结合示意图进行详细描述,在详述本发明实施例时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
请参阅附图1所示,本发明提供了一种柔性震动盘的多场景上料系统,包括储料模块、振料模块、视觉判断模块、抓取模块、交互模块、标定模块和决策模块:
储料模块用于存放原材料;
振料模块用于接收储料模块送出的原材料,并利用振动力将原材料振散;
视觉判断模块用于判断振料模块中原材料的摆放信息、数量信息和坐标信息,并根据摆放信息分别确定为一级可抓取材料和不可抓取材料;
抓取模块用于根据视觉判断模块的判断结果,抓取原材料;
交互模块与视觉判断模块之间建立TCP通信协议,视觉判断模块用于将采集的原材料的摆放信息、数量信息和坐标信息通过TCP通信协议上传至交互模块中进行显示;
标定模块用于标定一级可抓取材料的坐标信息,根据坐标信息计算抓取模块动作的时长,并根据抓取模块每次动作的时长对每个一级可抓取材料进行多级排序,得到每个一级可抓取材料的抓取优先度;
决策模块用于根据一级可抓取材料的抓取优先度判定抓取模块单次动作的时长是否大于振料模块振动的时长,并根据判定结果对一级可抓取材料进行分类,其中,判定过程根据一级可抓取材料的抓取优先度,由低至高进行计算;
其中,若抓取模块单次动作的时长大于振料模块振动的时长,将该优先级对应的一级可抓取材料标记为不可抓取材料,并继续判定下一抓取优先度的一级可抓取材料被抓取模块单次抓取的时长,直至抓取模块单次动作的时长小于或等于振料模块振动的时长,将该优先级以及之后未进行判定的一级可抓取材料标记为二级可抓取材料,并向抓取模块发送动作指令,抓取模块逐一对二级可抓取材料进行抓取。
具体的,柔性上料系统的工作方式是把一堆无序物料通过振动加视觉判断的方式进行有序摆放,主要针对与小规格产品的组装和码放,在实际应用中,人为的操作较为困难,并且工作效率低下,采用柔性上料的方式能够解决此问题,其是通过将多个待组装或者码放的原材料置于一可振动的托盘上,再通过托盘的振动将待组装或者码放的部分原材料翻转到所需角度,而后在视觉判断模块的作用下采集符合抓取条件的原材料即可,在该实施例中,对待抓取的原材料进行的排序处理,由于抓取模块每次动作的行程均不一致,故而单次抓取周期的时长也不一致,此时长存在一个临界点,又由于振料模块每次动作之后,原材料散落的位置不一致,故而每次进行抓取动作之前,均需要重新计算该临界点,当然,在此过程中,还需要获取每个符合标准的原材料,即一级可抓取材料的坐标信息,通过计算路径长度得出每个一级可抓取材料的抓取优先度,再以此为基础,结合抓取模块动作时的速度,便可得到每个一级可抓取材料被抓取所需的时长,而后将这些时长按照由低至高的顺序与振料模块每次动作所需的时长进行比较,进而便可快速的得到临界点处对应的一级可抓取材料,其中,当出现第一个一级可抓取材料的被抓取时长小于振料模块动作的时长之后,便将此优先度以及后续高于该优先度的所有一级可抓取材料判定为二级可抓取材料,其它的则视为不可抓取材料,其次,振料模块每次动作的时长是由历史动作时长的数据求平均值而得出的,在二级可抓取材料被确定之后,抓取模块便会动作,并对按照抓取优先度对二级可抓取材料进行抓取工作;
需要说明的是,二级可抓取材料的抓取优先度与一级可抓取材料的抓取优先度一致,无需进行二次运算。
在一个较佳的实施方式中,还包括主控单元,主控单元与储料模块、振料模块、视觉判断模块、抓取模块、交互模块、标定模块和决策模块之间建立通信连接,主控单元用于收发和传递通讯信息,使得储料模块、振料模块、视觉判断模块、抓取模块、交互模块、标定模块和决策模块能够彼此相互关联,又能够独立的运行,避免信号偏差而导致系统整体瘫痪的现象发生,此为本领域人员常用的技术手段,文中对此不再加以详细的赘述。
在一个较佳的实施方式中,视觉判断模块采集到振料模块上的原材料之后,振料模块将原材料振散,并判断一级可抓取材料的数量,其具体过程如下:
A1、预设振料模块中原材料的标准阈为(a,b),其中,a,b均为正整数,且a<b;
A2、视觉判断模块采集所有原材料的数量信息,得到振料模块中原材料的数量为n,并上传至主控单元;
A3、主控单元判断原材料的数量n是否低于标准值;
A4、若原材料的数量低于标准阈,即n<a,则说明振料模块中原材料的数量不符合预设标准,主控单元向储料模块下发送料指令,储料模块的出料口打开,并向振料模块中送料,直至振料模块中的原材料数量符合标准阈;
A5、若原材料的数量高于标准阈,即n>b,则说明振料模块中原材料堆积过多,振料模块无法将原材料振散,需要将超出部分的原材料取出并投放至储料模块中。
如上述步骤A1-A5所述,在振料模块中,其能够摆放的原材料存在一个标准区间,此区间内的原材料在振料模块的作用下振动时,能够在较短的时间内翻转出符合条件的一级可抓取材料,若是低于这个区间,则振料模块运行的时间过长,会影响原材料的组装和码放进程,若是超出该区间,则会导致原材料的振散效果较差,容易堆积在一起,从而抓取模块在抓取原材料时,会受到其它原材料的影响,严重时,还可能导致其它原材料损坏,增加原材料的损坏率,实际使用时,需要根据原材料的形状、规格和振料模块放料区的面积等因素先行进行多次试验,以此来得到最佳的标准阈,并且此试验过程中,还会得到多个振料模块动作的时长,以此作为基础,能够预测出振料模块每次动作所需的时长,从而为后续判定一级可抓取材料提供比对条件,相较于概率计算而言,此两种方式得到的均是模糊值,计算过程简单,同时,概率计算也不能提供准确的结果,故此,本实施例选用了运算量小的计算方式,虽然结果会存在偏差,但是对原材料的组装和码放的影响可以忽略不计。
在一个较佳的实施方式中,振料模块将原材料振散之后,视觉判断模块获取一级可抓取材料的数量,其具体过程如下:
B1、预设筛选条件,以及振料模块中一级可抓取材料的标准值;
B2、视觉判断模块采集振料模块中所有原材料的摆放信息;
B3、根据筛选条件确定一级可抓取材料的数量;
B4、其中,若一级可抓取材料的数量低于标准值,则向振料模块发送动作指令,振料模块再次振动,直至一级可抓取材料的数量等于或者高于标准值;
B5、若一级可抓取材料的数量高于标准值,则振料模块不动作。
如上述步骤B1-B5所述,抓取模块的动作多需要伺服电机的支持,而伺服电机在启闭的过程中损耗过大,基于此,为保证抓取模块能够连续运行,便需要筛选出一定数量的原材料,在此基础上,抓取模块再进行动作并连续的对原材料进行抓取,此标准值根据不同产品的生产经验进行判断,文中对此不做具体的限定,本实施例中,对一级可抓取材料的数量进行了限制,在振料模块动作并将原材料振散之后,视觉判断模块通过采集一级可抓取材料的数量,再与标准值进行比对即可,振料模块在一级可抓取材料的数量低于标准值时进行动作,实现二次振料操作,以此类推,直至振料模块上的一级可抓取材料的数量高于标准值时停止,当然,为规避振料模块多次动作,从而延长振料时长的现象发生,此过程需要建立在原材料数量符合标准阈的基础上进行。
在一个较佳的实施方式中,一级可抓取材料的数量高于标准值之后,确定每个一级可抓取材料的坐标信息,其过程如下:
以视觉判断模块采集区域的中心为基准点建立坐标系;
视觉判断模块获取每个一级可抓取材料的像素坐标信息;
将像素坐标通过标定文件转换为物理坐标,并上传至主控单元,主控单元将物理坐标发送至标定模块。
其中,在采集一级可抓取材料的坐标信息时,主控单元将画面实时上传至交互模块进行显示,操作人员能够直观的判断出每个一级可抓取材料的信息,此过程中,视觉判断模块所采集的像素坐标信息被转换为物理坐标,并生成二维图像,方便操作人员进行判断,也有利于其积累使用经验。
在一个较佳的实施方式中,标定模块根据一级可抓取材料的坐标信息确定每个一级可抓取材料的抓取优先度的步骤,包括:
C1、获取抓取模块的起始位置信息,并根据一级可抓取材料的坐标信息对抓取模块进行路径规划,得到每个一级可抓取材料的抓取路径;
C2、根据抓取路径和抓取模块动作的速度确定抓取时长,其计算公式为:T
C3、对每个一级可抓取材料的抓取时长进行比较,并将比较结果由高至低进行排序,根据排序结果确定每个一级可抓取材料的优先度。
如上述步骤C1-C3所述,抓取模块每次动作过程中,其运行速度均是预先设定好的,其运行速度应该根据不同的产品进行调整,由生产经验所得,文中对此不做限定,基于此,再根据每个一级可抓取材料的坐标信息和抓取模块的初始位置,便可得到每个一级可抓取材料的被抓取路径的长度,而后便可逐一计算出每个一级可抓取材料的被抓取时长,并将此计算结果由高至低进行排序,便可得到每个一级可抓取材料的抓取优先度。
在一个较佳的实施方式中,决策模块包括记忆单元、预测单元和决策单元,记忆单元用于记录原材料每次振动之后,一级可抓取材料数量大于或等于标准值的历史时长,预测单元用于根据历史时长计算得出振料模块下次振动的时长,其中,计算公式为:
该实施例中,在振料模块投入使用之前,需要进行多次振料试验,并且通过记忆单元记录振料模块将原材料振动至符合抓取条件的数量所需要的时长,而后取这些所需时长的平均值作为振料模块将原材料振动至符合抓取条件的标准时长,此数据仅作参考使用,用于与抓取模块动作的时长进行比对,不作为振料模块的振动时长使用,振料模块的振动时长应根据视觉判断模块的判断结果进行振动,此过程中振料模块动作之后,其振动时长均会上传至记忆单元,从而使得数据丰富化,在此之后,预测单元所推导出的振料模块的标准振动时长会得以更新,更加的贴近实际值,决策单元将其与抓取模块的动作时长的比较结果也更为精准。
在一个较佳的实施方式中,一级可抓取材料的抓取优先度和振料模块下次振动的时长确定之后,决策单元按照一级可抓取材料的抓取优先度由低至高依次计算抓取模块的动作时长,并将抓取模块的动作时长逐一与振料模块下次振动时长相比对;
其中,当第i个一级可抓取材料的抓取时长T
在该实施方式中,通过将一级可抓取材料的抓取时长与振料模块的振动时长相比较,能够筛选出大于抓取模块动作时长的一级可抓取材料,并将其标记为不可抓取材料,从而在抓取动作和振料动作之间选择出最优化动作,例如,在抓取模块抓取至最后一个二级可抓取材料之后,虽然振料模块中存在一级可抓取材料,但是其抓取时长要大于振料模块动作的时长,故而,此时运行振料模块对原材料进行调整,后续不仅不会影响抓取模块的正常运行,还不会浪费抓取时间,有效的避免抓取模块频繁启闭的现象发生。
本发明还提供了一种柔性震动盘的多场景上料系统的控制终端,包括储器和处理器,存储器存储有计算机程序,处理器执行计算机程序时实现上述中任一项的柔性震动盘的多场景上料系统。
需要说明的是,在本文中,术语“包括”、“包含”或者其任何其它变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、装置、物品或者方法不仅包括那些要素,而且还包括没有明确列出的其它要素,或者是还包括为这种过程、装置、物品或者方法所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括该要素的过程、装置、物品或者方法中还存在另外的相同要素。
以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以作出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
- 一种柔性屏移动终端的铰链及柔性屏移动终端
- 一种料盘自动送料系统
- 一种自动清料柔性料盘及具有该柔性料盘的柔性上料装置
- 一种改变端子外包壳排布方向的端子机震动上料盘及上料方法