一种加料控制方法和系统
文献发布时间:2023-06-19 19:14:59
技术领域
本发明属于透水砖加工技术领域,尤其涉及一种加料控制方法和系统。
背景技术
渗水砖,也叫透水砖、荷兰砖等,属于绿色环保新型建材,原材料多采用水泥、砂、矿渣、粉煤灰等环保材料为主高压成形,不可为高温烧制;整砖为一次性压缩而成,不得分层压制,形成上下一致的、不分层的同质砖。
渗水砖具有很多优点:表面无龟裂、脱层现象;耐磨性好,挤压后不出现表面脱落,适合更高的负重使用环境;透水性好、防滑功能强;色泽自然、持久。使用寿命长;外表光滑,边角清晰,线条整齐;抗冻性能和抗盐碱性高;不易破裂,抗压抗折强度高于同类产品,行车安全;维护成本低,易于更换,便于路面下管线埋设;颜色形状多样,与四周环境相映衬,自然美观。
透水砖的加工过程中,需要进行加料控制,对中转斗中的加工材料进行实时调整,保障中转斗中的加工材料能够满足透水砖的加工需求。但是现有的加料控制过程通常十分简单,大都是人工进行干预控制,无法时刻保障中转斗中的加工材料都满足要求,导致影响透水砖加工的正常进行。
发明内容
本发明实施例的目的在于提供一种加料控制方法和系统,旨在解决背景技术中提出的问题。
为实现上述目的,本发明实施例提供如下技术方案:
一种加料控制方法,所述方法具体包括以下步骤:
对中转斗进行中转称重,采集获取中转称重数据;
基于预设的标准设定数据,对所述中转称重数据进行比较分析,生成比较分析结果;
根据所述比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级;
根据所述重量损耗等级,生成并发送加料等级指令;
按照所述加料等级指令,进行对应的等级加料控制。
作为本发明实施例技术方案进一步的限定,所述对中转斗进行中转称重,采集获取中转称重数据具体包括以下步骤:
在中转斗进行工作时,生成中转工作信号;
根据所述中转工作信号,获取称重频率数据;
基于所述称重频率数据,周期性生成中转称重指令;
按照所述中转称重指令,进行周期性中转称重,获取中转称重数据。
作为本发明实施例技术方案进一步的限定,所述基于预设的标准设定数据,对所述中转称重数据进行比较分析,生成比较分析结果具体包括以下步骤:
获取预设的标准设定数据;
确定加工的透水砖的型号信息;
根据所述型号信息,从所述标准设定数据中提取标准设定重量;
基于所述标准设定重量,对所述中转称重数据进行比较分析,生成比较分析结果。
作为本发明实施例技术方案进一步的限定,所述根据所述比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级具体包括以下步骤:
根据所述比较分析结果,判断是否重量不足;
在重量不足时,计算相关的重量差值;
综合所述重量差值和所述称重频率数据,计算损耗趋势指数;
按照所述损耗趋势指数,匹配对应的重量损耗等级。
作为本发明实施例技术方案进一步的限定,所述根据所述重量损耗等级,生成并发送加料等级指令具体包括以下步骤:
根据所述重量损耗等级,匹配加料等级;
根据所述加料等级,生成加料等级指令;
向底仓、气力输送机、绞笼和加水机发出所述加料等级指令。
作为本发明实施例技术方案进一步的限定,所述按照所述加料等级指令,进行对应的等级加料控制具体包括以下步骤:
底仓根据所述加料等级指令进行加料准备;
气力输送机根据所述加料等级指令进行气力输送;
绞笼根据所述加料等级指令进行倾斜上料;
加水机根据所述加料等级指令进行加水。
一种加料控制系统,所述系统包括中转称重采集单元、称重比较分析单元、损耗等级确定单元、等级指令发送单元和等级加料控制单元,其中:
中转称重采集单元,用于对中转斗进行中转称重,采集获取中转称重数据;
称重比较分析单元,用于基于预设的标准设定数据,对所述中转称重数据进行比较分析,生成比较分析结果;
损耗等级确定单元,用于根据所述比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级;
等级指令发送单元,用于根据所述重量损耗等级,生成并发送加料等级指令;
等级加料控制单元,用于按照所述加料等级指令,进行对应的等级加料控制。
作为本发明实施例技术方案进一步的限定,所述中转称重采集单元具体包括:
信号生成模块,用于在中转斗进行工作时,生成中转工作信号;
频率获取模块,用于根据所述中转工作信号,获取称重频率数据;
指令生成模块,用于基于所述称重频率数据,周期性生成中转称重指令;
中转称重模块,用于按照所述中转称重指令,进行周期性中转称重,获取中转称重数据。
作为本发明实施例技术方案进一步的限定,所述称重比较分析单元具体包括:
标准获取模块,用于获取预设的标准设定数据;
型号确定模块,用于确定加工的透水砖的型号信息;
标准提取模块,用于根据所述型号信息,从所述标准设定数据中提取标准设定重量;
比较分析模块,用于基于所述标准设定重量,对所述中转称重数据进行比较分析,生成比较分析结果。
作为本发明实施例技术方案进一步的限定,所述损耗等级确定单元具体包括:
重量判断模块,用于根据所述比较分析结果,判断是否重量不足;
差值计算模块,用于在重量不足时,计算相关的重量差值;
指数计算模块,用于综合所述重量差值和所述称重频率数据,计算损耗趋势指数;
等级匹配模块,用于按照所述损耗趋势指数,匹配对应的重量损耗等级。
与现有技术相比,本发明的有益效果是:
本发明实施例通过对中转斗进行中转称重,采集获取中转称重数据;基于预设的标准设定数据,对中转称重数据进行比较分析,生成比较分析结果;根据比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级;根据重量损耗等级,生成并发送加料等级指令;按照加料等级指令,进行对应的等级加料控制。能够对中转斗进行中转称重,在重量不足时,确定重量损耗等级,生成相关的加料等级指令,进而进行对应的等级加料控制,实现透水砖加工过程中的自动控制,且能够进行不同等级的加料控制,从而时刻保障中转斗中的加工材料都满足要求,不影响透水砖加工的正常进行。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例。
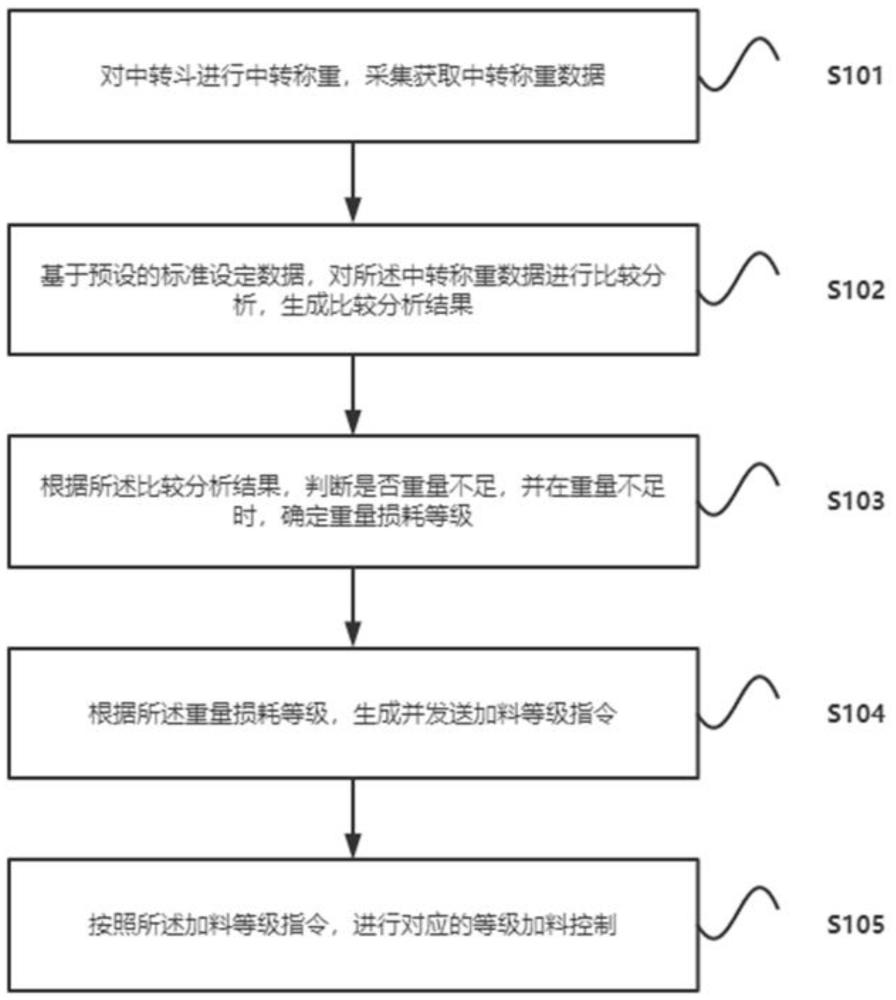
图1示出了本发明实施例提供的方法的流程图。
图2示出了本发明实施例提供的方法中采集中转称重数据的流程图。
图3示出了本发明实施例提供的方法中生成比较分析结果的流程图。
图4示出了本发明实施例提供的方法中确定重量损耗等级的流程图。
图5示出了本发明实施例提供的方法中发送加料等级指令的流程图。
图6示出了本发明实施例提供的方法中进行等级加料控制的流程图。
图7示出了本发明实施例提供的系统的应用架构图。
图8示出了本发明实施例提供的系统中中转称重采集单元的结构框图。
图9示出了本发明实施例提供的系统中称重比较分析单元的结构框图。
图10示出了本发明实施例提供的系统中损耗等级确定单元的结构框图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
可以理解的是,透水砖的加工过程中,需要进行加料控制,对中转斗中的加工材料进行实时调整,保障中转斗中的加工材料能够满足透水砖的加工需求。但是现有的加料控制过程通常十分简单,大都是人工进行干预控制,无法时刻保障中转斗中的加工材料都满足要求,导致影响透水砖加工的正常进行。
为解决上述问题,本发明实施例通过对中转斗进行中转称重,采集获取中转称重数据;基于预设的标准设定数据,对中转称重数据进行比较分析,生成比较分析结果;根据比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级;根据重量损耗等级,生成并发送加料等级指令;按照加料等级指令,进行对应的等级加料控制。能够对中转斗进行中转称重,在重量不足时,确定重量损耗等级,生成相关的加料等级指令,进而进行对应的等级加料控制,实现透水砖加工过程中的自动控制,且能够在加工过程中进行不同等级的加料控制,从而时刻保障中转斗中的加工材料都满足要求,不影响透水砖加工的正常进行。
图1示出了本发明实施例提供的方法的流程图。
具体的,一种加料控制方法,所述方法具体包括以下步骤:
步骤S101,对中转斗进行中转称重,采集获取中转称重数据。
在本发明实施例中,透水砖的加工过程中,需要中转斗进行加工材料的中转存储与上料,在中转斗进行工作时,生成中转工作信号,进而按照中转工作信号,获取预先设置的称重频率数据,基于称重频率数据,周期性生成中转称重指令,按照中转称重指令,对中转斗进行周期性中转称重,采集获取中转斗中的中转称重数据。
具体的,图2示出了本发明实施例提供的方法中采集中转称重数据的流程图。
其中,在本发明提供的优选实施方式中,所述对中转斗进行中转称重,采集获取中转称重数据具体包括以下步骤:
步骤S1011,在中转斗进行工作时,生成中转工作信号。
步骤S1012,根据所述中转工作信号,获取称重频率数据。
步骤S1013,基于所述称重频率数据,周期性生成中转称重指令。
步骤S1014,按照所述中转称重指令,进行周期性中转称重,获取中转称重数据。
进一步的,所述加料控制方法还包括以下步骤:
步骤S102,基于预设的标准设定数据,对所述中转称重数据进行比较分析,生成比较分析结果。
在本发明实施例中,通过获取正在加工的透水砖的型号信息,并且获取预先设置的标准设定数据,根据透水砖的型号信息,从标准设定数据进行相关数据的提取,获取与正在加工的透水砖型号相对应的标准设定重量,再通过将中转称重数据与标准设定重量进行比较,判断当前的中转斗中的材料重量是否小于标准设定重量,生成比较分析结果。
具体的,图3示出了本发明实施例提供的方法中生成比较分析结果的流程图。
其中,在本发明提供的优选实施方式中,所述基于预设的标准设定数据,对所述中转称重数据进行比较分析,生成比较分析结果具体包括以下步骤:
步骤S1021,获取预设的标准设定数据。
步骤S1022,确定加工的透水砖的型号信息。
步骤S1023,根据所述型号信息,从所述标准设定数据中提取标准设定重量。
步骤S1024,基于所述标准设定重量,对所述中转称重数据进行比较分析,生成比较分析结果。
进一步的,所述加料控制方法还包括以下步骤:
步骤S103,根据所述比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级。
在本发明实施例中,根据比较分析结果,在当前的中转斗中的材料重量小于标准设定重量时,判定中转斗中的材料重量不足,此时,将上一个频率中测量的中转斗中的材料重量减去当前的中转斗中的材料重量,计算得到相关的重量差值,综合重量差值和称重频率数据,计算出损耗趋势指数,进而按照损耗趋势指数,匹配对应的重量损耗等级。
可以理解的是,损耗趋势指数的计算公式为:Z=C/T,其中,Z为损耗趋势指数,C为重量差值,T为称重频率数据对应的间隔周期。
具体的,图4示出了本发明实施例提供的方法中确定重量损耗等级的流程图。
其中,在本发明提供的优选实施方式中,所述根据所述比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级具体包括以下步骤:
步骤S1031,根据所述比较分析结果,判断是否重量不足。
步骤S1032,在重量不足时,计算相关的重量差值。
步骤S1033,综合所述重量差值和所述称重频率数据,计算损耗趋势指数。
步骤S1034,按照所述损耗趋势指数,匹配对应的重量损耗等级。
进一步的,所述加料控制方法还包括以下步骤:
步骤S104,根据所述重量损耗等级,生成并发送加料等级指令。
在本发明实施例中,根据重量损耗等级,匹配相对应的加料等级,进而根据加料等级,生成相对应的加料等级指令,再将加料等级指令分别向底仓、气力输送机、绞笼和加水机发送。
具体的,图5示出了本发明实施例提供的方法中发送加料等级指令的流程图。
其中,在本发明提供的优选实施方式中,所述根据所述重量损耗等级,生成并发送加料等级指令具体包括以下步骤:
步骤S1041,根据所述重量损耗等级,匹配加料等级。
步骤S1042,根据所述加料等级,生成加料等级指令。
步骤S1043,向底仓、气力输送机、绞笼和加水机发出所述加料等级指令。
进一步的,所述加料控制方法还包括以下步骤:
步骤S105,按照所述加料等级指令,进行对应的等级加料控制。
在本发明实施例中,底仓在接收了加料等级指令之后,根据加料等级指令进行相应的加料准备;气力输送机在接收了加料等级指令之后,根据加料等级指令进行相应的气力输送;绞笼在接收了加料等级指令之后,根据加料等级指令进行相应的倾斜上料;加水机在接收了加料等级指令之后,根据加料等级指令进行相应的加水。
具体的,图6示出了本发明实施例提供的方法中进行等级加料控制的流程图。
其中,在本发明提供的优选实施方式中,所述按照所述加料等级指令,进行对应的等级加料控制具体包括以下步骤:
步骤S1051,底仓根据所述加料等级指令进行加料准备。
步骤S1052,气力输送机根据所述加料等级指令进行气力输送。
步骤S1053,绞笼根据所述加料等级指令进行倾斜上料。
步骤S1054,加水机根据所述加料等级指令进行加水。
进一步的,图7示出了本发明实施例提供的系统的应用架构图。
其中,在本发明提供的又一个优选实施方式中,一种加料控制系统,包括:
中转称重采集单元101,用于对中转斗进行中转称重,采集获取中转称重数据。
在本发明实施例中,透水砖的加工过程中,需要中转斗进行加工材料的中转存储与上料,在中转斗进行工作时,中转称重采集单元101生成中转工作信号,进而按照中转工作信号,获取预先设置的称重频率数据,基于称重频率数据,周期性生成中转称重指令,按照中转称重指令,对中转斗进行周期性中转称重,采集获取中转斗中的中转称重数据。
具体的,图8示出了本发明实施例提供的系统中中转称重采集单元101的结构框图。
其中,在本发明提供的优选实施方式中,所述中转称重采集单元101具体包括:
信号生成模块1011,用于在中转斗进行工作时,生成中转工作信号。
频率获取模块1012,用于根据所述中转工作信号,获取称重频率数据。
指令生成模块1013,用于基于所述称重频率数据,周期性生成中转称重指令。
中转称重模块1014,用于按照所述中转称重指令,进行周期性中转称重,获取中转称重数据。
进一步的,所述加料控制系统还包括:
称重比较分析单元102,用于基于预设的标准设定数据,对所述中转称重数据进行比较分析,生成比较分析结果。
在本发明实施例中,称重比较分析单元102通过获取正在加工的透水砖的型号信息,并且获取预先设置的标准设定数据,根据透水砖的型号信息,从标准设定数据进行相关数据的提取,获取与正在加工的透水砖型号相对应的标准设定重量,再通过将中转称重数据与标准设定重量进行比较,判断当前的中转斗中的材料重量是否小于标准设定重量,生成比较分析结果。
具体的,图9示出了本发明实施例提供的系统中称重比较分析单元102的结构框图。
其中,在本发明提供的优选实施方式中,所述称重比较分析单元102具体包括:
标准获取模块1021,用于获取预设的标准设定数据。
型号确定模块1022,用于确定加工的透水砖的型号信息。
标准提取模块1023,用于根据所述型号信息,从所述标准设定数据中提取标准设定重量。
比较分析模块1024,用于基于所述标准设定重量,对所述中转称重数据进行比较分析,生成比较分析结果。
进一步的,所述加料控制系统还包括:
损耗等级确定单元103,用于根据所述比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级。
在本发明实施例中,损耗等级确定单元103根据比较分析结果,在当前的中转斗中的材料重量小于标准设定重量时,判定中转斗中的材料重量不足,此时,将上一个频率中测量的中转斗中的材料重量减去当前的中转斗中的材料重量,计算得到相关的重量差值,综合重量差值和称重频率数据,计算出损耗趋势指数,进而按照损耗趋势指数,匹配对应的重量损耗等级。
具体的,图10示出了本发明实施例提供的系统中损耗等级确定单元103的结构框图。
其中,在本发明提供的优选实施方式中,所述损耗等级确定单元103具体包括:
重量判断模块1031,用于根据所述比较分析结果,判断是否重量不足。
差值计算模块1032,用于在重量不足时,计算相关的重量差值。
指数计算模块1033,用于综合所述重量差值和所述称重频率数据,计算损耗趋势指数。
等级匹配模块1034,用于按照所述损耗趋势指数,匹配对应的重量损耗等级。
进一步的,所述加料控制系统还包括:
等级指令发送单元104,用于根据所述重量损耗等级,生成并发送加料等级指令。
在本发明实施例中,等级指令发送单元104根据重量损耗等级,匹配相对应的加料等级,进而根据加料等级,生成相对应的加料等级指令,再将加料等级指令分别向底仓、气力输送机、绞笼和加水机发送。
等级加料控制单元105,用于按照所述加料等级指令,进行对应的等级加料控制。
在本发明实施例中,等级加料控制单元105包括对底仓、气力输送机、绞笼和加水机的控制,具体的:底仓在接收了加料等级指令之后,根据加料等级指令进行相应的加料准备;气力输送机在接收了加料等级指令之后,根据加料等级指令进行相应的气力输送;绞笼在接收了加料等级指令之后,根据加料等级指令进行相应的倾斜上料;加水机在接收了加料等级指令之后,根据加料等级指令进行相应的加水。
综上所述,本发明实施例通过对中转斗进行中转称重,采集获取中转称重数据;基于预设的标准设定数据,对中转称重数据进行比较分析,生成比较分析结果;根据比较分析结果,判断是否重量不足,并在重量不足时,确定重量损耗等级;根据重量损耗等级,生成并发送加料等级指令;按照加料等级指令,进行对应的等级加料控制。能够对中转斗进行中转称重,在重量不足时,确定重量损耗等级,生成相关的加料等级指令,进而进行对应的等级加料控制,实现透水砖加工过程中的自动控制,且能够进行不同等级的加料控制,从而时刻保障中转斗中的加工材料都满足要求,不影响透水砖加工的正常进行。
应该理解的是,虽然本发明各实施例的流程图中的各个步骤按照箭头的指示依次显示,但是这些步骤并不是必然按照箭头指示的顺序依次执行。除非本文中有明确的说明,这些步骤的执行并没有严格的顺序限制,这些步骤可以以其它的顺序执行。而且,各实施例中的至少一部分步骤可以包括多个子步骤或者多个阶段,这些子步骤或者阶段并不必然是在同一时刻执行完成,而是可以在不同的时刻执行,这些子步骤或者阶段的执行顺序也不必然是依次进行,而是可以与其它步骤或者其它步骤的子步骤或者阶段的至少一部分轮流或者交替地执行。
本领域普通技术人员可以理解实现上述实施例方法中的全部或部分流程,是可以通过计算机程序来指令相关的硬件来完成,所述的程序可存储于一非易失性计算机可读取存储介质中,该程序在执行时,可包括如上述各方法的实施例的流程。其中,本申请所提供的各实施例中所使用的对存储器、存储、数据库或其它介质的任何引用,均可包括非易失性和/或易失性存储器。非易失性存储器可包括只读存储器(ROM)、可编程ROM(PROM)、电可编程ROM(EPROM)、电可擦除可编程ROM(EEPROM)或闪存。易失性存储器可包括随机存取存储器(RAM)或者外部高速缓冲存储器。作为说明而非局限,RAM以多种形式可得,诸如静态RAM(SRAM)、动态RAM(DRAM)、同步DRAM(SDRAM)、双数据率SDRAM(DDRSDRAM)、增强型SDRAM(ESDRAM)、同步链路(Synchlink) DRAM(SLDRAM)、存储器总线(Rambus)直接RAM(RDRAM)、直接存储器总线动态RAM(DRDRAM)、以及存储器总线动态RAM(RDRAM)等。
以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种加料系统一键状态检测方法和系统
- 一种铝电解天车加料发讯控制方法及装置、天车
- 一种烟草加香加料系统异常报警方法
- 一种烟草用双回路加香加料冗余供料系统及方法
- 镍铁电炉炉顶加料无人化系统及控制方法
- 加料控制系统、加料控制方法及加料系统
- 一种加料控制系统、加料控制方法及加料机