一种自动调心的动平衡装置及其调控方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及一种动平衡装置及其调控方法,具体涉及一种自动调心的动平衡装置及其调控方法。属于机械动平衡领域。
背景技术
在机械制造领域,动平衡量值能否得到精准测量可以反应出一个企业制造与检测的水准。对于常见的动平衡机来说,工作原理为机械零件处于转动状态时,测量出其在360°相位的不平衡量数值及相位角,通过在相应位置进行增重或减重的方式,使其不平衡量值控制在许用范围内。
对于特殊结构或大尺寸等不方便装夹类零件的动平衡,通常采用动平衡芯轴等专用辅助夹具的方法,实现机械零件的定位。此类专用夹具与机械零件配套使用过程中,常涉及到轴端及内外孔等间隙配合,转速升高时,机械零件会存在一定程度的离心,会影响不平衡量值及位置的测量。
现有的动平衡方法存在着一定程度的优势与不足,在公告号为CN217002753U的专利中,公开了“一种芯轴-齿轮动平衡工装”,通过安装槽、安装框和导向块等结构实现动平衡的密封状态;然而安装槽与芯轴在高速转动下的同轴度不好保证,且此工装涉及零件及配合较多,制造及装配过程繁琐。
公告号为CN216978245U的专利中涉及了“一种传动轴动平衡工装”,增加工装主体的止口圈结构,当止口圈磨损严重时,及时进行更换;然而止口圈与工装主体存在配合,对止口圈的加工精度要求较高,且需定期检查及更换止口圈,耗费人力物力。
公告号为CN105806558B的专利中提出了“一种永磁无轴叶轮的动平衡工装”,通过限位磁芯、限位压板及磁钢将叶轮转子固定在工装轴上,靠叶轮转子固有磁场固定叶轮;但磁场是无处不在的,此工装的抗外界干扰性与可靠性还需进一步研究。
公告号为CN211491196U的专利中公开了“一种立式动平衡工装”,取消传统立式动平衡工装上端面止口,增加四个L型支架的竖直架板,依靠螺栓定位;但螺栓定位需要保证相同的拧紧力矩,因螺纹拧紧力矩不一致导致被测量工件的轴向不对中,最终影响动平衡量值的测量。
综上所述,现有立式动平衡工装因螺纹拧紧力矩不一致以及现有卧式动平衡工装轴向与径向窜动的情况,使得被测量工件的轴向不对中,进而影响了动平衡量测量值准确性的问题。
发明内容
本发明的目的是为了解决现有立式动平衡工装因螺纹拧紧力矩不一致以及现有卧式动平衡工装轴向与径向窜动的情况,使得被测量工件的轴向不对中,进而影响了动平衡量测量值准确性的问题。进而提供一种自动调心的动平衡装置及其调控方法。
本发明的技术方案是:一种自动调心的动平衡装置包括花键法兰公、花键法兰母和楔形配合组件,花键法兰公安装在芯轴或立式平衡支撑板上,花键法兰母与花键法兰公之间安装有楔形配合组件,其中,楔形配合组件的配合面在动平衡件转动过程中抵消平衡工件的轴向与径向的窜动量,平衡工件卡装在花键法兰母上。
进一步地,花键法兰公的横截面形状为“L”形。
进一步地,花键法兰公的水平段和竖直段上均开设有多个第一紧固螺栓孔。
进一步地,花键法兰公的数量为两个,且两个花键法兰公相对径向设置。
更进一步地,它还包括多个第一连接螺钉,花键法兰公与芯轴或立式平衡支撑板之间,以及花键法兰公与楔形配合组件之间均通过多个第一连接螺钉连接。
进一步地,楔形配合组件包括楔形块公和楔形块母,楔形块公和楔形块母的楔形面相互接触形成楔形配合面。
进一步地,楔形块公上开设有第二紧固螺栓孔,楔形块母上开设有第三紧固螺栓孔。
进一步地,花键法兰母的横截面形状为“L”形,花键法兰母的水平段和竖直段与平衡工件的外侧壁端面相接触。
进一步地,楔形块公和楔形块母均为直角三角形楔块。
本发明还提供了一种采用自动调心的动平衡装置的调控方法,它包括以下步骤:
步骤一:楔形块公和楔形块母通过线切割的方法加工;
步骤二:加工花键法兰公和花键法兰母的花键槽,与楔形块公和楔形块母的尺寸相适应;
步骤三:花键法兰公与楔形块公通过第一连接螺钉进行配合,花键法兰母与楔形块母通过第一连接螺钉进行配合;
步骤四:将芯轴与花键法兰公通过圆周阵列的第一连接螺钉进行定位,相邻两个第一连接螺钉之间的间隔角度θ=360°/N,其中N为第一连接螺钉的数量;
步骤五:在花键法兰公端面加工M圈螺栓孔,M=R/L,其中R为花键法兰公端面半径,L为相邻两个圆螺栓孔的间距;
步骤六:将花键法兰母插入到平衡工件中,使楔形配合面接触,花键法兰母与平衡工件间的配合为过盈配合;
步骤七:动平衡测试开始后,随转速的增加,被测平衡工件在离心力作用下,轴向与径向的窜动量被楔形配合面抵消,使得楔形配合面的接触更加紧固。
本发明与现有技术相比具有以下效果:
1、本发明的动平衡调控方法时,楔形块公与楔形块母采用线切割方式加工,其形状尺寸均可调节,楔形配合面能够抵消平衡工件轴向与径向的窜动量,进而实现平衡工件与芯轴的自动调心功能。
2、本发明的动平衡装置结构简单,操作方便,成本较低,可靠性高。
附图说明
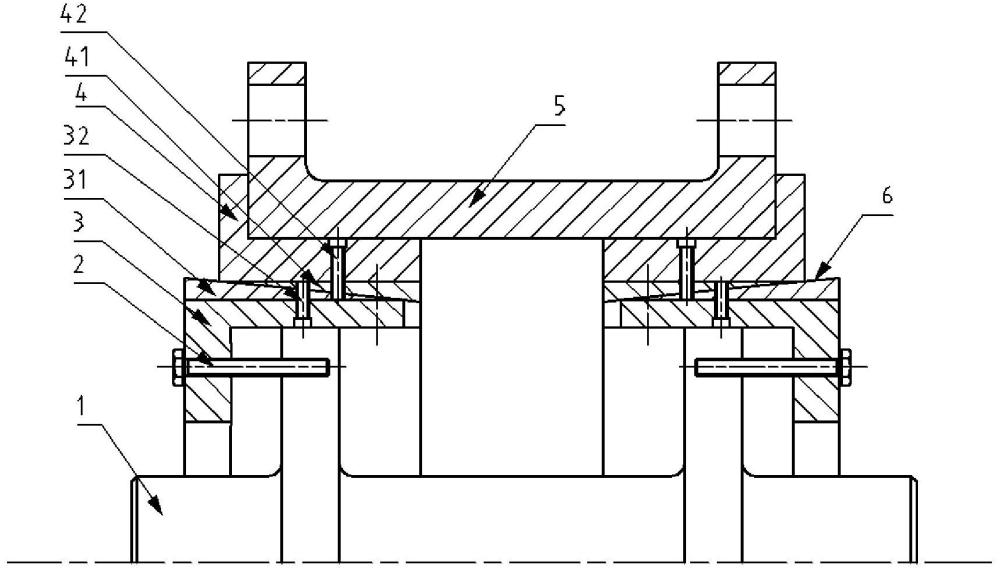
图1是本发明的卧式动平衡示意图。
图2是传统卧式动平衡示意图。
图3是本发明的立式动平衡示意图。
图4是传统立式动平衡示意图。
具体实施方式
具体实施方式一:结合图1和图3说明本实施方式,本实施方式的一种自动调心的动平衡装置包括花键法兰公3、花键法兰母4和楔形配合组件,花键法兰公3安装在芯轴1或立式平衡支撑板8上,花键法兰母4与花键法兰公3之间安装有楔形配合组件,其中,楔形配合组件的配合面在动平衡件转动过程中抵消平衡工件5的轴向与径向的窜动量,平衡工件5卡装在花键法兰母4上。
本实施方式的芯轴与花键法兰公通过紧固螺钉固定,花键法兰公与楔形块公通过紧固螺钉定位,所述平衡工件与花键法兰母依靠配合端面定位,所述花键法兰母与楔形块母通过紧固螺钉固定。为使所述楔形块与花键法兰灵活配合,以及所述楔形块尺寸及形状可调节,选择所述楔形块与花键法兰间螺栓配合的方式,使两者既相互独立又可结合使用,增大灵活程度。通过所述楔形配合面的调节,实现所述平衡工件与芯轴的自动调心功能。
具体实施方式二:结合图1和图3说明本实施方式,本实施方式的花键法兰公3的横截面形状为“L”形。如此设置,便于花键法兰公3无论应用在卧式动平衡还是立式动平衡中都能够使用,即使其具体结构存在细微差别,因其结构简单,也便于加工,成本低。其它组成和连接关系与具体实施方式一相同。
具体实施方式三:结合图1和图3说明本实施方式,本实施方式的花键法兰公3的水平段和竖直段上均开设有多个第一紧固螺栓孔9。如此设置,便于与其他构件进行连接。其它组成和连接关系与具体实施方式一或二相同。
具体实施方式四:结合图1和图3说明本实施方式,本实施方式的花键法兰公3的数量为两个,且两个花键法兰公3相对径向设置。如此设置,无论是立式动平衡装置还是卧式动平衡装置都便于与相关构件的连接。其它组成和连接关系与具体实施方式一、二或三相同。
具体实施方式五:结合图1和图3说明本实施方式,本实施方式还包括多个第一连接螺钉2,花键法兰公3与芯轴1或立式平衡支撑板8之间,以及花键法兰公3与楔形配合组件之间均通过多个第一连接螺钉2连接。如此设置,便于拆装,而且本实施方式的螺钉并非是图2中所示通过紧固螺钉将挡板7挡在平衡工件5的侧端面上。其它组成和连接关系与具体实施方式一、二、三或四相同。
具体实施方式六:结合图1和图3说明本实施方式,本实施方式的楔形配合组件包括楔形块公31和楔形块母41,楔形块公31和楔形块母41的楔形面相互接触形成楔形配合面6。如此设置,便于抵消平衡工件轴向和径向的窜动量,保证平衡工件与芯轴的自动调心功能。其它组成和连接关系与具体实施方式一、二、三、四或五相同。
本实施方式的楔形块公31和楔形块母41的接触面为楔形配合面6。
具体实施方式七:结合图1和图3说明本实施方式,本实施方式的楔形块公31上开设有第二紧固螺栓孔32,楔形块母41上开设有第三紧固螺栓孔42。如此设置,便于楔形块公31和楔形块母41与其他构件连接。其它组成和连接关系与具体实施方式一、二、三、四、五或六相同。
具体实施方式八:结合图1和图3说明本实施方式,本实施方式的花键法兰母4的横截面形状为“L”形,花键法兰母4的水平段和竖直段与平衡工件5的外侧壁端面相接触。如此设置,结构简单,便于生产加工制造。其它组成和连接关系与具体实施方式一、二、三、四、五、六或七相同。
本实施方式的花键法兰母4的内侧直角端面与平衡工件5的外侧端面相接触,在立式动平衡装置中,花键法兰母4的内侧直角端面起到对平衡工件5的夹持作用。在卧式动平衡装置中,内侧直角端面起到对平衡工件5的夹持作用之外,还能起到对平衡工件5的限位作用,防止平衡工件5在高速旋转时,在楔形配合面6的作用下,保证调心功能。
具体实施方式九:结合图1和图3说明本实施方式,本实施方式的楔形块公31和楔形块母41均为直角三角形楔块。如此设置,便于配合面之间的接触。其它组成和连接关系与具体实施方式一至八中任意一项相同。
本实施方式的楔形块公31和楔形块母41的形状尺寸均可根据实际使用情况进行调节。
具体实施方式十:结合图1和图3说明本实施方式,本实施方式的包括以下步骤:
步骤一:楔形块公31和楔形块母41通过线切割的方法加工;
步骤二:加工花键法兰公3和花键法兰母4的花键槽,与楔形块公31和楔形块母41的尺寸相适应;
步骤三:花键法兰公3与楔形块公31通过第一连接螺钉2进行配合,花键法兰母4与楔形块母41通过第一连接螺钉2进行配合;
步骤四:将芯轴1与花键法兰公3通过圆周阵列的第一连接螺钉2进行定位,相邻两个第一连接螺钉2之间的间隔角度θ=360°/N,其中N为第一连接螺钉2的数量;
步骤五:在花键法兰公3端面加工M圈螺栓孔,M=R/L,其中R为花键法兰公端面半径,L为相邻两个圆螺栓孔的间距;
步骤六:将花键法兰母4插入到平衡工件5中,使楔形配合面6接触,花键法兰母4与平衡工件5间的配合为过盈配合;
步骤七:动平衡测试开始后,随转速的增加,被测平衡工件5在离心力作用下,轴向与径向的窜动量被楔形配合面抵消,使得楔形配合面的接触更加紧固。
结合图1和图3说明本发明的工作原理:
参阅图1,本实施例提供的是一种卧式动平衡自动调心装置,包括芯轴1、紧固螺钉2、花键法兰公3、楔形块公31、第二紧固螺栓孔32、花键法兰母4、楔形块母41、第三紧固螺栓孔42、平衡工件5和楔形配合面6组成。芯轴1与花键法兰公3通过紧固螺钉固定,花键法兰公3与楔形块公31通过紧固螺栓孔定位,平衡工件5与花键法兰母4依靠配合端面定位,花键法兰母4与楔形块母41通过紧固螺栓孔固定;在平衡工件6转动过程中,依靠楔形配合面6的自动调节,实现平衡工件6与芯轴1的自动调心功能。
参阅图3,本实施例提供的是一种立式动平衡自动调心装置,包括:花键法兰公3、楔形块公31、第二紧固螺栓孔32、花键法兰母4、楔形块母41、第三紧固螺栓孔42、平衡工件5、楔形配合面6、立式平衡支撑板8、紧固螺栓孔9、组成。立式平衡支撑板8与动平衡机主轴通过紧固螺栓孔10固定,立式平衡支撑板8与花键法兰公3通过紧固螺栓孔9固定,花键法兰公3与楔形块公31通过第二紧固螺栓孔32定位,平衡工件5与花键法兰母4依靠配合端面定位,花键法兰母4与楔形块母41通过第三紧固螺栓孔42固定;在平衡工件6转动过程中,依靠楔形配合面6的自动调节,实现平衡工件6与立式平衡支撑板8的自动调心功能。
基于一种动平衡自动调心装置,本实施例还提出一种动平衡自动调心方法,它包括以下步骤:
步骤一:考虑到楔形块公与楔形块母采用单独加工的方法,在配合使用时楔形配合面会存在一定程度的不匹配,且对楔形块公与楔形块母两者的加工及配合精度要求过高,故对楔形块公与楔形块母通过整体进行线切割的方法制作,可高效且方便的解决楔形配合面不匹配的问题;
步骤二:制作花键法兰公与花键法兰母的花键槽,与楔形块公及楔形块母的尺寸相适应;
步骤三:花键法兰公与楔形块公通过螺栓进行配合,花键法兰母与楔形块母通过螺栓进行配合,螺栓孔均为沉头孔,以防对其他配合端面产生干扰;
步骤四:将芯轴与花键法兰公通过圆周阵列的紧固螺钉进行定位,其间隔角度θ=360°/N,其中N为紧固螺钉数量;
步骤五:考虑到高速转动时,离心力对紧固螺钉的冲击力,在花键法兰公端面设计M圈螺栓孔,M=R/L,其中R为花键法兰公端面半径,L为相邻两圈螺栓孔的间距;
步骤六:将花键法兰母插入到平衡工件中,使的楔形配合面接触,花键法兰母与平衡工件间的配合为过盈配合;
步骤七:动平衡测试开始后,随转速的增加,被测平衡工件在离心力作用下,轴向与径向的窜动量被楔形配合面抵消,使得楔形配合面的接触更加紧固。
本发明的实施例中,楔形块公与楔形块母的形状及尺寸可以进行更改,使用后的楔形块依靠螺纹孔进行成组组装,便于后续使用及保存。
虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明的,本领域技术人员还可以在本发明精神内做其他变化,以及应用到本发明未提及的领域中,当然,这些依据本发明精神所做的变化都应包含在本发明所要求保护的范围内。
- 游梁式抽油机的自动平衡方法和游梁式自动调平抽油机
- 一种自动调平扶正装置及其使用方法
- 一种基于气浮转台的全自动调心调平装置及其调姿方法
- 一种基于莫氏锥结合的四爪自动调心装置与方法