一种光伏组件处理装置及处理方法
文献发布时间:2023-06-19 19:20:08
技术领域
本发明涉及光伏生产领域,具体地说是一种光伏组件处理装置及处理方法。
背景技术
光伏组件的制作工序中,在将玻璃板贴装至电池串组上后,需要在边缘处安装边框。为了使得边框与玻璃板之间密封粘接,装边框时一般会使用粘接胶,如硅胶。因此,完成边框安装工序后,需要将从边框四个边角处溢出的粘接胶清理干净。此外,完成边框安装后,还需要在光伏组件的接线盒安装位处安装接线盒。
目前,边框清理、接线盒安装分别在边框清理设备及接线盒安装设备上完成,其有如下缺点:其一,光伏组件需要在两台设备之间流转,拉长了处理周期,降低了生产效率;其二,增加了设备成本。
发明内容
为了解决上述技术问题,本发明提供了一种光伏组件处理装置,其采用如下技术方案:
一种光伏组件处理装置,包括安装支架,以及安装在安装支架上的输送机构、接线盒安装机构及边框清胶机构,其中:
输送机构被配置为沿第一水平方向输送光伏组件,以将光伏组件输送至处理工位处,光伏组件的上表面上有接线盒安装位,光伏组件的周边装有安装框;
接线盒安装机构位于处理工位的上方,接线盒安装机构用于将接线盒安装至位于处理工位处的光伏组件上的接线盒安装位处;
边框清胶机构位于处理工位的边侧,边框清胶机构用于清理位于处理工位处的光伏组件的安装框的边角处的溢胶。
本发明提供的光伏组件处理装置,其兼具边框清胶功能及接线盒安装功能,当输送机构将待处理的光伏组件输送至处理工位时,边框清胶机构和接线盒安装机构能够同时完成对光伏组件的边框清胶及接线盒安装。本发明缩短了对光伏组件的处理周期,提升了产品生产效率,并降低了设备成本。
在一些实施例中,输送机构上设置有规正组件和夹紧组件,其中:规正组件用于从两侧实施对位于处理工位处的光伏组件的规正,使得光伏组件的侧边平行于第一水平方向;夹紧组件用于沿第二水平方向夹紧完成规正的光伏组件,第二水平方向垂直于第一水平方向。
通过设置规正组件,实现了对位于处理工位处的光伏组件的规正,从而保证光伏组件的侧边平行于第一水平方向,即输送机构的输送方向,便于后续接线盒的准确安装和清胶的顺利实施;通过设置夹紧组件,将完成规正的光伏组件夹紧固定在处理工位处,防止边框清胶机构和接线盒安装机构执行边框清胶及接线盒安装时光伏组件的位置发生偏移。
在一些实施例中,接线盒安装机构包括沿第二水平方向并排安装在安装支架上的,且均能在第二水平方向上平移的引线定位部、引线整形部、点胶部、接线盒安装部及焊接部,其中,第二水平方向垂直于第一水平方向;引线定位部、引线整形部、点胶部、接线盒安装部及焊接部被配置为独自平移至接线盒安装位的上方,其中:引线定位部用于对接线盒安装位处的引线进行定位;引线整形部用于对接线盒安装位处的引线进行整形,以使引线呈竖立状态;点胶部用于对接线盒安装位进行点胶;接线盒安装部用于将接线盒安装至接线盒安装位处,以使接线盒胶粘至光伏组件上,引线穿入接线盒内;焊接部用于将穿入至接线盒内的引线焊接至接线盒的导电片上。
通过将接线盒安装机构设置成沿第二水平方向并排安装且能够独自平移至接线盒安装位的上方的引线定位部、引线整形部、点胶部、接线盒安装部及焊接部,使得接线盒安装机构能够连续地完成对接线盒安装位处的引线的定位、整形,对接线盒安装位的点胶,以及将接线盒胶粘、焊接至接线盒安装位处,提升了接线盒的安装效率。
在一些实施例中,光伏组件的上表面上有N个沿第一水平方向间隔设置的接线盒安装位,N为≥2的自然数;引线定位部包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的定位组件,定位组件用于对对应的接线盒安装位实施定位;或者,引线定位部包括一个定位组件,定位组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位实施定位;引线整形部包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的整形组件,整形组件用于对对应的接线盒安装位处的引线进行整形;或者,引线整形部包括一个整形组件,整形组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位处的引线进行整形;点胶部包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的点胶组件,点胶组件用于对对应的接线盒安装位进行点胶;或者,点胶部包括一个点胶组件,点胶组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位进行点胶;接线盒安装部包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的接线盒安装组件,接线盒安装组件用于将接线盒安装至对应的接线盒安装位处;或者,接线盒安装部包括一个接线盒安装组件,接线盒安装组件被配置为能够沿第一水平方向平移,以依次将接线盒安装至各接线盒安装位处;焊接部包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的焊接组件,焊接组件用于对对应的接线盒执行焊接;或者,焊接部包括一个焊接组件,焊接组件被配置为能够沿第一水平方向平移,以依次对各接线盒执行焊接。
通过将引线定位部设置成包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的定位组件,使得引线定位部能够同步完成对光伏组件上的N个接线盒安装位的定位,从而提升定位效率;而通过将引线定位部设置成包括一个能够沿第一水平方向平移的定位组件,则使得引线定位部能够依次连续地完成对光伏组件上的N个接线盒安装位的定位,从而降低设备成本。通过将引线整形部设置成包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的整形组件,使得引线整形部能够同步完成对光伏组件上的N个接线盒安装位处的引线的整形,从而提升整形效率;而通过将引线整形部设置成包括一个能够沿第一水平方向平移的整形组件,则使得引线整形部能够依次连续地完成对光伏组件上的N个接线盒安装位处的引线的整形,从而降低设备成本。通过将点胶部设置成包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的点胶组件,使得点胶部能够同步完成对光伏组件上的N个接线盒安装位的点胶,从而提升点胶效率;而通过将点胶部设置成包括一个能够沿第一水平方向平移的点胶组件,则使得点胶部能够依次连续地完成对光伏组件上的N个接线盒安装位的点胶,从而降低设备成本。通过将接线盒安装部设置成包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的接线盒安装组件,使得接线盒安装部能够将N个接线盒同步地安装至N个接线盒安装位处,从而提升安装效率;而通过将接线盒安装部设置成一个接线盒安装组件,则使得接线盒安装部能够依次连续地将接线盒安装至N个接线盒安装位处,从而降低设备成本。通过将焊接部设置成包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的焊接组件,使得焊接部能够同步地实施对N个接线盒安装位的接线盒的焊接,从而提升焊接效率;而通过将焊接部设置成包括一个焊接组件,则使得焊接部能够依次连续地实施对N个接线盒安装位的接线盒的焊接,从而降低设备成本。
在一些实施例中,边框清胶机构包括第一驱动机构和清胶组件,其中:第一驱动机构安装在安装支架上,清胶组件连接在第一驱动机构上;第一驱动机构用于驱动清胶组件移动,使得清胶组件抵接在安装框的边角上,第一驱动机构还用于驱动清胶组件沿第一水平方向平移,以带动清胶组件清理边角处的溢胶。
通过第一驱动机构驱动清胶组件移动,使得清胶组件能够抵接在安装框的边角上,并沿第一水平方向紧贴安装框的边角移动,从而实现对边角处的溢胶的清理。
在一些实施例中,第一驱动机构包括第一平移驱动机构及第一升降驱动机构,其中:第一升降驱动机构连接在第一平移驱动机构的驱动端上,清胶组件连接在第一升降驱动机构的驱动端上;第一升降驱动机构用于驱动清胶组件上升,使得清胶组件抵接在边角的底部和/或侧部;第一平移驱动机构用于驱动清胶组件沿第一水平方向平移,以带动清胶组件清理边角。
通过设置第一升降驱动机构,使得清胶组件能够抵接在安装框的边角的底部和/或侧部;而通过设置第一平移驱动机构,则使得清胶组件能够沿第一水平方向紧贴安装框的边角移动,以实现对边角处的溢胶的清理。
在一些实施例中,第一驱动机构还包括安装在安装支架上的第二平移驱动机构,第一平移驱动机构连接在第二平移机构的驱动端上,第二平移驱动机构用于驱动清胶组件沿第二水平方向平移,第二水平方向垂直于第一水平方向。
通过设置第二平移驱动机构,实现了清胶组件在第二水平方向上的位置调整,从而保证清胶组件能够实施对不同尺寸的安装框的边角的清理,提升了边框清胶机构的兼容性。
在一些实施例中,清胶组件包括第一旋转驱动机构及连接在第一旋转驱动机构的驱动端上的毛刷,第一旋转驱动机构用于驱动毛刷旋转,以带动毛刷清理边角。
提供了一种结构简单的清胶组件,其通过第一旋转驱动机构驱动毛刷旋转,以实施对边角的清理。
在一些实施例中,边框清胶机构设置为四个,四个边框清胶机构与安装框的四个边角一一对应设置,每个边框清胶机构用于清理对应的边角。
通过设置四个与安装框的四个边角一一对应设置的边框清胶机构,实现了对安装框的四个边角的同步清胶,从而提升了清胶效率。
在一些实施例中,光伏组件处理装置还包括安装在安装支架上的边框搓角机构,其中:边框搓角机构位于处理工位的边侧,边框搓角机构用于搓磨安装框的边角,以清除边角的毛刺。
通过设置边框搓角机构,实施了对安装框的边角的搓磨,以清除边角的毛刺。
在一些实施例中,边框搓角机构包括第二驱动机构和搓磨组件,其中:第二驱动机构安装在安装支架上,搓磨组件连接在第二驱动机构上,第二驱动机构用于驱动搓磨组件移动,使得搓磨组件抵接在安装框的边角上;搓磨组件用于搓磨边角。
通过第二驱动机构驱动搓磨组件移动,使得搓磨组件能够抵接在安装框的边角上,并紧贴安装框的边角移动,从而实现对边角的搓磨。
在一些实施例中,边框搓角机构设置为四个,四个边框搓角机构与边框的四个边角一一对应设置,每个边框搓角机构用于搓磨对应的边角。
通过设置四个与安装框的四个边角一一对应设置的边框搓角机构,实现了对安装框的四个边角的同步搓磨,从而提升了搓磨效率。
本发明还提供了一种光伏组件处理方法,其采用上述任一项的光伏组件处理装置实施,光伏组件处理方法包括:
控制输送机构沿第一水平方向将光伏组件输送至处理工位处,光伏组件的上表面上有接线盒安装位,光伏组件的周边装有安装框;
控制接线盒安装机构将接线盒安装至接线盒安装位处;控制边框清胶机构清理安装框。
本发明提供的光伏组件处理方法,其兼具边框清胶功能及接线盒安装功能,当输送机构将待处理的光伏组件输送至处理工位时,边框清胶机构和接线盒安装机构能够同时完成对光伏组件的边框清胶及接线盒安装。本发明缩短了对光伏组件的处理周期,提升了产品生产效率,并降低了设备成本。
在一些实施例中,在控制边框清胶机构清理安装框之后,光伏组件处理方法还包括:控制边框搓角机构搓磨安装框的边角。
实现了对安装框的边角的搓磨,从而除去安装框的边角上的毛刺。
附图说明
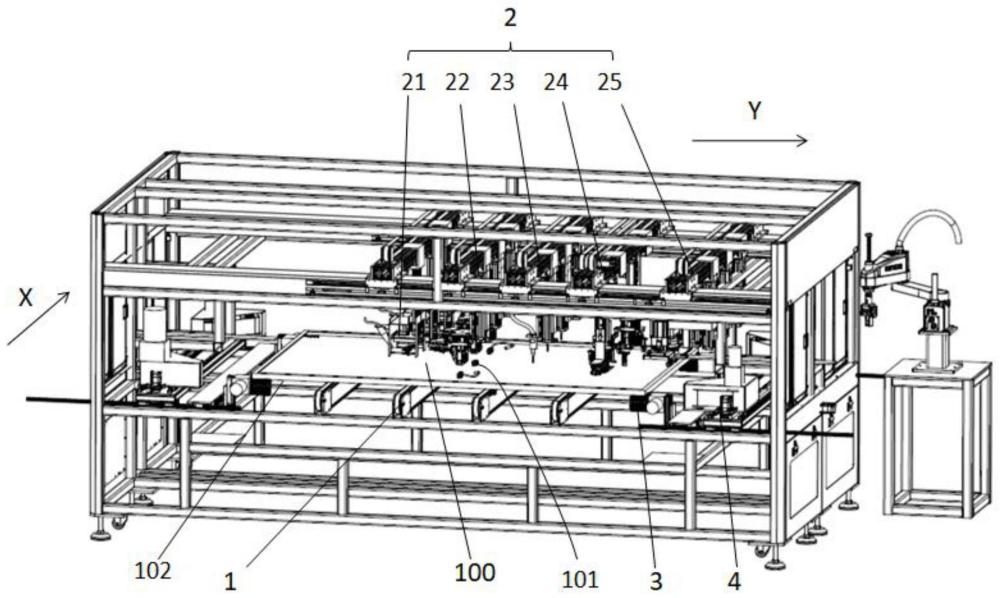
图1为本发明实施例中的光伏组件处理装置在第一个视角下的结构示意图;
图2为本发明实施例中的输送机构的结构示意图;
图3为本发明实施例中的光伏组件处理装置在第二个视角下的结构示意图;
图4为图3中的A区域的局部放大图;
图5为本发明实施例中的光伏组件处理装置在第三个视角下的结构示意图;
图6为图5中的B区域的局部放大图;
图7本发明实施例中的光伏组件处理装置在第四个视角下的结构示意图;
图1至图7中包括:
输送机构1:
夹紧组件11:第一夹紧轮111、第二夹紧轮112;
规正组件12:前阻挡组件121、后夹紧组件122;
接线盒安装机构2:
引线定位部21、引线整形部22、点胶部23、接线盒安装部24、焊接部25;定位组件211、整形组件221、点胶组件231、接线盒安装组件241、焊接组件251;
边框清胶机构3:
第一驱动机构31:第一平移驱动机构311、第一升降驱动机构312、第二平移驱动机构313;
清胶组件32:第一旋转驱动机构321、毛刷322;
边框搓角机构4:
第二驱动机构41:第三平移驱动机构411、第四平移驱动机构412;
搓磨组件42:第二旋转驱动机构421、搓磨件422;
光伏组件100、接线盒安装位101、安装框102。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
完成安装框(或者称为边框)安装的光伏组件,包括电池串组,贴装在电池串组上的封装玻璃板,以及安装在周边的安装框。完成安装框的安装后,需要将从安装框四个边角处溢出的粘接胶清理干净,以及在光伏组件的接线盒安装位处安装接线盒。
目前,边框清理、接线盒安装分别在边框清理设备及接线盒安装设备上完成,其有如下缺点:其一,光伏组件需要在两台设备之间流转,拉长了处理周期,降低了生产效率;其二,增加了设备成本。
鉴于此,本发明提供了一种光伏组件处理装置,其既能够实施对上述的光伏组件的安装框的边角清理,又能够完成接线盒安装,从而缩短对光伏组件的处理周期,提升产品生产效率,降低设备成本。
如图1所示,本发明实施例中的光伏组件处理装置包括安装支架,以及安装在安装支架上的输送机构1、接线盒安装机构2及边框清胶机构3,其中:
输送机构1被配置为沿第一水平方向(如图中的X轴方向)输送光伏组件100,以将光伏组件100输送至处理工位处,光伏组件100的上表面上有接线盒安装位101,光伏组件100的周边装有安装框102。
接线盒安装机构2位于处理工位的上方,接线盒安装机构2用于将接线盒安装至位于处理工位处的光伏组件100上的接线盒安装位101处。
边框清胶机构3位于处理工位的边侧,边框清胶机构3用于清理位于处理工位处的光伏组件100的安装框102的边角处的溢胶。
如图2所示,可选的,输送机构1上设置有规正组件12和夹紧组件11,其中:规正组件12用于从两侧实施对位于处理工位处的光伏组件的规正,使得光伏组件的侧边平行于第一水平方向(如图中的X轴方向)。夹紧组件11用于沿垂直于第一水平方向的第二水平方向(如图中的Y轴方向)夹紧完成规正的光伏组件。
可选的,夹紧组件11包括成对设置在处理工位两侧的,且沿第一水平方向排布的第一夹紧轮111和第二夹紧轮112,第一夹紧轮111和第二夹紧轮112均被配置为能够朝向或远离处理工位平移。第一夹紧轮111和第二夹紧轮112向中间平移靠拢时,实施对光伏组件100的夹紧。
可选的,规正组件12包括前阻挡组件121和后夹紧组件122,光伏组件100朝向处理工位输送时,前阻挡组件121实施对光伏组件100的阻挡,光伏组件100停止向前输送,随后,后夹紧组件122朝向前阻挡组件121移动,从而归正光伏组件100。如图2所示,为了提升对光伏组件100的归正效果,规正组件12设置为两组。
规正组件12和夹紧组件11可按如下过程实施对光伏组件100的规整及夹紧:
初始状态下,规正组件12中的后夹紧组件122位于处理工位的下方,夹紧组件11位于远离处理工位的避让位置。
输送机构1将光伏组件100向处理工位输送,待光伏组件100抵靠前阻挡组件121时,输送机构1停止输送。
接着,后夹紧组件122向上伸出并朝向前阻挡组件121移动,以将光伏组件100归正,以使得光伏组件的两个相对的侧边平行于第一水平方向,即输送机构1的输送方向。
接着,第一夹紧轮111和第二夹紧轮112沿Y轴方向相对移动以夹紧完成规正的光伏组件100,从而将光伏组件100夹紧固定在处理工位处,方便边框清胶机构3和接线盒安装机构2执行边框清胶及接线盒安装。
如图1和图3所示,可选的,接线盒安装机构2包括沿垂直于第一水平方向的第二水平方向(如图中的Y轴方向)并排安装在安装支架上的,且均能在第二水平方向上平移的引线定位部21、引线整形部22、点胶部23、接线盒安装部24及焊接部25,其中:引线定位部21、引线整形部22、点胶部23、接线盒安装部24及焊接部25被配置为能够独自平移至接线盒安装位的上方。
当输送机构1将光伏组件100输送至处理工位处后,引线定位部21、引线整形部22、点胶部23、接线盒安装部24及焊接部25独自平移至接线盒安装位101的上方,其中:
引线定位部21用于对接线盒安装位101处的引线进行定位,以获得接线盒安装位处101的位置信息。
引线整形部22用于对接线盒安装位101处的引线进行整形,以使引线呈竖立状态。
点胶部23用于对接线盒安装位101进行点胶。
接线盒安装部24用于将接线盒安装至接线盒安装位101处,以使接线盒胶粘至光伏组件100上,并使得整形后的引线穿入接线盒内。
焊接部25用于将穿入至接线盒内的引线焊接至接线盒的导电片上。
可见,通过引线定位部21、引线整形部22、点胶部23、接线盒安装部24及焊接部25的配合,接线盒安装机构2可连续地完成对接线盒安装位101处的引线的定位、整形,对接线盒安装位的点胶,以及将接线盒胶粘、焊接至接线盒安装位101处,从而提升接线盒的安装效率。
可选的,引线定位部21、引线整形部22、点胶部23、接线盒安装部24及焊接部25依次平移至接线盒安装位101的上方执行相应操作。
在一些应用场景中,光伏组件100的上表面上有N个沿第一水平方向间隔设置的接线盒安装位101,其中,N为≥2的自然数。如图1实施例中,N取值为3,即,光伏组件100的上表面上有3个沿第一水平方向间隔设置的接线盒安装位101。
为了能够完成对光伏组件100的上表面上的N个接线盒安装位101的处理。如图7所示,可选的,引线定位部21包括N个沿第一水平方向间隔设置的与接线盒安装位101一一对应的定位组件211,各定位组件211用于对对应的接线盒安装位101实施定位。即,引线定位部21能够同步完成对光伏组件100上的N个接线盒安装位101的定位,从而提升定位效率。
同理,引线整形部22包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的整形组件221,各整形组件221用于对对应的接线盒安装位101处的引线进行整形。即,引线整形部22能够同步完成对光伏组件100上的N个接线盒安装位101处的引线的整形,从而提升整形效率。
同理,点胶部23包括N个沿第一水平方向间隔设置的与接线盒安装位101一一对应的点胶组件231,各点胶组件231用于对对应的接线盒安装位101进行点胶。即,点胶部23能够同步完成对光伏组件100上的N个接线盒安装位101的点胶,从而提升点胶效率。
同理,接线盒安装部24包括N个沿第一水平方向间隔设置的与接线盒安装位101一一对应的接线盒安装组件241,接线盒安装组件241用于将接线盒安装至对应的接线盒安装位101处。即,接线盒安装部24能够将N个接线盒同步地安装至N个接线盒安装位101处,从而提升接线盒安装效率。
同理,焊接部25包括N个沿第一水平方向间隔设置的与接线盒安装位一一对应的焊接组件251,各焊接组件251用于对对应的接线盒执行焊接。即,焊接部25能够同步地实施对N个接线盒安装位101处的接线盒的焊接,从而提升接线盒焊接效率。
当然,为了降低设备的结构复杂度及成本,在其他一些实施例中,引线定位部21包括一个定位组件,定位组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位101实施定位。引线整形部22仅包括一个整形组件,整形组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位处的引线进行整形。点胶部23仅包括一个点胶组件,点胶组件被配置为能够沿第一水平方向平移,以依次对各接线盒安装位进行点胶。接线盒安装部24包括一个接线盒安装组件,接线盒安装组件被配置为能够沿第一水平方向平移,以依次将接线盒安装至各接线盒安装位101处。焊接部25包括一个焊接组件,焊接组件被配置为能够沿第一水平方向平移,以依次对各接线盒执行焊接。
如图3和图4所示,可选的,边框清胶机构3包括第一驱动机构31和清胶组件32,其中:第一驱动机构31安装在安装支架上,清胶组件32连接在第一驱动机构31上。第一驱动机构31用于驱动清胶组件32移动,使得清胶组件32抵接在安装框102的边角上,第一驱动机构31还用于驱动清胶组件32沿第一水平方向(如图中的X轴方向)平移,以带动清胶组件32清理边角处的溢胶。
可见,通过第一驱动机构31驱动清胶组件32移动,使得清胶组件32能够抵接在安装框102的边角上,并沿第一水平方向紧贴安装框102的边角移动,从而实现对安装框102的边角处的溢胶的清理。
继续参加图4所示,可选的,第一驱动机构31包括第一平移驱动机构311及第一升降驱动机构312,其中:第一升降驱动机构312连接在第一平移驱动机构311的驱动端上,清胶组件32连接在第一升降驱动机构312的驱动端上。
光伏组件100被输送至处理工位之前,清胶组件32位于处理工位下方的避让低位处。当输送机构1将光伏组件100输送至处理工位处后,第一升降驱动机构312驱动清胶组件32上升,使得清胶组件32抵接在安装框102的边角的底部和/或侧部。接着,第一平移驱动机构311驱动清胶组件32沿第一水平方向(如图中的X轴方向)平移,以带动清胶组件32清理边角。
可选的,第一驱动机构31还包括安装在安装支架上的第二平移驱动机构313,第一平移驱动机构311连接在第二平移机构313的驱动端上,第二平移驱动机构313用于驱动清胶组件32沿垂直于第一水平方向的第二水平方向(如图中的Y轴方向)平移。
通过设置第二平移驱动机构313,实现了清胶组件32在第二水平方向上的位置的调整,从而保证清胶组件32能够实施对不同尺寸的安装框102的边角的清胶,提升了边框清胶机构3的兼容性。即,针对具有不同尺寸的安装框102的光伏组件,通过第二平移驱动机构313调整好清胶组件32在第二水平方向上的位置后,能够确保,第一升降驱动机构312驱动清胶组件32上升时,清胶组件32能够抵接在安装框102的边角的底部和/或侧部。
继续参加图4所示,可选的,清胶组件32包括第一旋转驱动机构321及连接在第一旋转驱动机构321的驱动端上的毛刷322,第一旋转驱动机构321用于驱动毛刷322旋转,以带动毛刷322清理边角。
如本领域技术人员所知晓的,光伏组件100为矩形,对应的,其安装框102为矩形框。为了能够实现了对安装框102的四个边角的同步清胶,提升清胶效率,可选的,如图7所示,边框清胶机构3设置为四个,四个边框清胶机构3与安装框102的四个边角一一对应设置,每个边框清胶机构3用于清理对应的边角。
如本领域技术人员所知晓的,安装框102的四个边角上一般都会带有毛刺,因此在完成边框安装工序后,还需要将边角处的毛刺搓磨去除。
鉴于此,如图1所示,可选的,本发明实施例中的光伏组件处理装置还包括安装在安装支架上的边框搓角机构4,其中:边框搓角机构4位于处理工位的边侧,边框搓角机构4用于搓磨安装框102的边角,以清除边角102的毛刺。
如图5和图6所示,可选的,边框搓角机构4包括第二驱动机构41和搓磨组件42,其中:第二驱动机构41安装在安装支架上,搓磨组件42连接在第二驱动机构41上,第二驱动机构41用于驱动搓磨组件42移动,使得搓磨组件42抵接在安装框102的边角上。搓磨组件42则用于搓磨边角,以去除边角上的毛刺。
可选的,第二驱动机构41包括第三平移驱动机构411、第四平移驱动机构412,其中第三平移驱动机构411设置在安装支架上,第四平移驱动机构412连接在第三平移驱动机构411的驱动端上,搓磨组件42则安装在第四平移驱动机构412的驱动端上。第三平移驱动机构411用于驱动搓磨组件42沿第二水平方向(如图中的Y轴方向)平移,第四平移驱动机构412用于驱动搓磨组件42沿第一水平方向(如图中的X轴方向)平移。通过第三平移驱动机构411和第四平移驱动机构412的配合驱动,可保证搓磨组件42能够抵接在安装框102的边角上。
可选的,搓磨组件42包括第二旋转驱动机构421及连接在第二旋转驱动机构421的驱动端上的搓磨件422。第二驱动机构41用于驱动搓磨组件42移动,使得搓磨件422抵接在安装框102的边角上,接着,第二旋转驱动机构421带动搓磨件422旋转,以实施对边角的搓磨。搓磨组件42例如可以是砂带、百洁布带、打磨头等结构。
为了能够实现了对安装框102的四个边角的同步搓磨,提升搓磨效率,可选的,边框搓角机构4设置为四个,四个边框搓角机构4与安装框102的四个边角一一对应设置,每个边框搓角机构4用于搓磨对应的边角。
本发明还提供了一种光伏组件处理方法,其可由上述任一实施例提供的的光伏组件处理装置实施,该光伏组件处理方法包括:
S1、控制输送机构沿第一水平方向将光伏组件输送至处理工位处,光伏组件的上表面上有接线盒安装位,光伏组件的周边装有安装框;
S2、控制接线盒安装机构将接线盒安装至接线盒安装位处;控制边框清胶机构清理安装框。
本发明提供的光伏组件处理方法,其兼具边框清胶功能及接线盒安装功能,当输送机构将待处理的光伏组件输送至处理工位时,边框清胶机构和接线盒安装机构能够同时完成对光伏组件的边框清胶及接线盒安装,从而缩短了对光伏组件的处理周期,提升产品生产效率,降低设备成本。
可选的,在控制边框清胶机构清理安装框之后,本发明实施例中的光伏组件处理方法还包括:控制边框搓角机构搓磨安装框的边角,以除去安装框的边角上的毛刺。
上文对本发明进行了足够详细的具有一定特殊性的描述。所属领域内的普通技术人员应该理解,实施例中的描述仅仅是示例性的,在不偏离本发明的真实精神和范围的前提下做出所有改变都应该属于本发明的保护范围。本发明所要求保护的范围是由所述的权利要求书进行限定的,而不是由实施例中的上述描述来限定的。
- 一种光伏组件背轨模块和堆叠定位装置和安装装置
- 一种太阳能光伏组件阵列数据汇集装置及其数据处理方法
- 一种应用于光伏组件的反射膜处理设备和方法及光伏组件