一种铝合金电动卷帘门用导轨加工的弧边加工装置
文献发布时间:2023-06-19 19:20:08
技术领域
本发明涉及卷帘门加工技术领域,具体涉及一种铝合金电动卷帘门用导轨加工的弧边加工装置。
背景技术
目前市面上最常见的卷帘门主要包括导轨、卷帘和收卷轴,卷帘门的启闭效果主要取决于弧形导轨的弧度,弧形导轨的弧度平稳过渡,角度与收卷轴完美相切,则卷帘门在启闭过程中摩擦小,噪音小,卷帘门的使用寿命长,反之,则卷帘门在启闭过程中卷帘与弧形导轨之间的摩擦会增大,产生较大的噪音,影响使用寿命,为了使其摩擦更小,在加工时需要对其弧边进行打磨,电动卷帘门是以多关节活动的门片串联在一起,启动由电动机组带动,卷帘门在固定的滑道内,以门上方卷轴为中心转动上下的门,卷帘门同墙一样起到水平分隔的作用,它由帘板、座板、导轨、支座、卷轴、箱体、控制箱、卷门机、限位器、门楣、手动速放开关装置、按钮开关和保险装置等多个部分组成,一般安装在不便采用墙分隔的部位,适用于商业门面、车库、商场、医院、矿企业等公共场所或住宅,尤其是门洞较大,不便安装地面门体的地方起到方便、快捷开启作用,如用于车库门、商场防火卷帘门飞机库门,电动卷帘门生产过程中,需要对导轨进行弧边加工,但是现在的弧边加工装置结构复杂,生产成本较高,需要进行繁琐的固定,而且生产效率低,在加工的过程容易出现误差对后续导轨使用的启闭效果造成影响,导轨出现后内部边缘位置容易产生毛刺,使之在导轨使用时出现异响对部件造成划伤,降低了导轨的使用寿命,不能对打磨时的精度进行控制,使得加工时的偏差造成导轨无法使用。
综上所述,加工的过程容易出现误差对后续导轨使用的启闭效果造成影响,导轨出现后内部边缘位置容易产生毛刺,使之在导轨使用时出现异响对部件造成划伤。
发明内容
针对现有技术的不足,本发明解决其技术问题所采用的技术方案是:本发明所述的一种铝合金电动卷帘门用导轨加工的弧边加工装置,包括:
工作台,所述工作台具有固定基座,以及安装在所述工作台顶部的安装架,所述工作台的内腔顶部转动连接有运送柱,所述运送柱的外表面延伸至工作台的外部,所述工作台远离安装架的位置固定连接有置物壳;
支架,所述支架具有控制器,以及安装在所述支架内腔顶部的电动推杆,所述电动推杆的底端固定连接有挤压块,所述支架靠近挤压块的一侧与安装架滑动连接,所述支架的底部与工作台固定连接,通过置物壳在工作台上与工件放置位置处于同一水平面,挤压块随电动推杆下降至接触工件,便于挤压块对工件进行挤压成型,并在工件挤压成型后,利用运送柱旋转产生的动力对工件进行移动,所述安装架包括:
固定板,所述固定板具有橡胶垫,以及安装在所述固定板靠近支架一侧的导向杆,所述导向杆远离固定板的一端贯穿支架且延伸至支架的外部,所述固定板靠近导向杆的一侧固定连接有气缸;
安装板,所述安装板具有托板,以及安装在所述安装板顶部的防护架,所述防护架的顶部转动连接有打磨架,所述打磨架的底部与工作台固定连接,所述工作台远离置物壳的一侧与装配架固定连接,通过运送柱随工件成型后对其呈直线进行运输,在工件停止移动时,固定板受到气缸的推动对工件进行固定,固定板接触工件的位置具有橡胶垫,同时打磨时产生的碎屑受到工件与固定板的阻挡,所述打磨架的底部贯穿防护架且延伸至防护架的外部,所述固定板的底部与工作台滑动连接,所述安装板的底部与工作台固定连接,所述安装板靠近固定板的位置与气缸滑动连接。
优选的,所述防护架包括支撑柱,所述支撑柱的顶端固定连接有防护顶板,通过防护顶板上设置了四个支撑柱,且防护顶板与支架之间具有活动空间,所述防护顶板的内腔顶部固定连接有激光定位器,所述防护顶板靠近支撑柱的位置固定连接有辅助盒,所述辅助盒靠近支撑柱的位置固定连接有侧向压板,所述侧向压板的顶部与防护顶板固定连接,通过侧向压板在防护顶板上进行相对放置,同时能够利用辅助盒在防护顶板上的凸起对固定板的移动起到引导的效果,并利用防护顶板上的激光定位器将激光照射在工件上。
优选的,所述打磨架包括齿轮架,所述齿轮架的内表面转动连接有升降转杆,所述升降转杆的两端贯穿齿轮架且延伸至齿轮架的外部,所述升降转杆的底端转动连接有联轴器,所述联轴器的外表面转动连接有打磨头,通过联轴器上具有驱动电机,能够带动打磨头进行旋转,且打磨头在联轴器上设置了两个,所述升降转杆靠近齿轮架的位置转动连接有加强架,通过齿轮架随电机的带动进行旋转,使得齿轮架带动升降转杆进行升降运动,随着升降转杆进行竖直方向的升降运动,能够对打磨位置进行微调,同时升降转杆接触加强架。
优选的,所述装配架包括装配框,所述装配框的内腔底部固定连接有装配齿板,所述装配齿板远离装配框的一侧滑动连接有位移板,通过装配齿板在装配框上对位移板的移动进行保护,且装配齿板能够对位移板的升降运动进行配合,所述位移板远离装配齿板的一侧延伸至装配框的外部,所述位移板的顶部固定连接有装配端,所述装配端的内表面固定连接有承接件,通过装配端在位移板上使其进行升降,并在承接件上工件移动的推力时能够带动装配端进行旋转,使得装配端与承接件配合,便于承接件对打磨后工件进行接取,便于工件离开工作台后出现下坠的情况,同时装配端在位移板上能够进行定位,避免装配端在位移板上出现左右滑动的情况。
优选的,所述辅助盒包括辅助壳,所述辅助壳的内腔顶部固定连接有弧形撑板,所述辅助壳的内腔底部固定连接有制冷器,通过弧形撑板在辅助壳的内部对部件的安装位置进行限位,而辅助壳内部的制冷器在打磨进行时产生冷气,随着冷气在打磨位置进行喷洒时能够对工件的打磨进行降温,利用制冷器在辅助壳内部的设置对辅助壳进行加固,所述制冷器的底部贯穿辅助壳且延伸至辅助壳的外部,所述辅助壳的内腔底部位于制冷器的两侧滑动连接有外展架,所述外展架远离制冷器的一侧固定连接有内撑座,通过外展架能够在辅助壳的内部受到电动伸缩杆的推动进行扩张,使得弧形撑板对辅助壳内部的空间进行分隔。
优选的,所述加强架包括承重块,所述承重块的顶部固定连接有贴合板,所述贴合板靠近承重块的位置固定连接有卡板,所述贴合板的顶部固定连接有加固板,通过卡板在贴合板上设置多个,同时承重块的安装位置与加固板进行配合,且承重块与贴合板接触能够增大贴合板自身的重力,所述加固板的顶部固定连接有加强杆,所述加强杆的底端贯穿贴合板且延伸至贴合板的外部,通过贴合板受到加强杆与加固板的支撑能够接触防护顶板,且贴合板与齿轮架进行转动连接,加强杆与加固板能够插入防护顶板的内部。
优选的,所述承接件包括转动轴,所述转动轴的外表面固定连接有微调环架,所述微调环架远离转动轴的一侧滑动连接有承接板,所述承接板靠近微调环架的一侧滑动连接有助推杆,通过承接板受到工件移动的压力时经微调环架带动转动轴进行旋转,且在旋转时承接板随工件的压力在进行移动,使得承接板在微调环架的带动下进行不同位置的调节,且承接板接触的助推杆能够与微调环架配合,所述助推杆远离承接板的一端转动连接有连接板,所述连接板远离助推杆的位置与转动轴固定连接,通过连接板在转动轴上呈圆形分布,并在旋转时对助推杆与转动轴之间的活动空间进行调节。
本发明提供了一种铝合金电动卷帘门用导轨加工的弧边加工装置。具备以下有益效果:
1.该铝合金电动卷帘门用导轨加工的弧边加工装置,设置了挤压块、电动推杆、固定板、气缸,通过挤压块随电动推杆下降至接触工件,便于挤压块对工件进行挤压成型,电动推杆伸缩的距离能够对工件承受的挤压力进行调节,避免了工件成型的工件精准度出现偏差,利用运送柱旋转产生的动力对工件进行移动,便于运送柱转动对工件进行平稳运送,固定板受到气缸的推动对工件进行固定,固定板接触工件的位置具有橡胶垫,避免了工件的夹持位置出现划伤对其自身的稳定性造成影响,从而利用打磨架对工件的内部毛刺与凸起进行打磨,进而保证了工件内部的光滑,进一步保证了后续使用时的启闭效果。
2.该铝合金电动卷帘门用导轨加工的弧边加工装置,通过承接板受到工件移动的压力时经微调环架带动转动轴进行旋转,便于对承接板进行支撑加固,使承接板带动微调环架发生下降的情况,连接板在转动轴上呈圆形分布,便于助推杆在连接板上进行转动,进而保证了承接板受到均匀压力,使承接板受到压力时微调环架与助推杆不易出现断裂或弯曲的情况。
3.该铝合金电动卷帘门用导轨加工的弧边加工装置,通过贴合板受到加强杆与加固板的支撑能够接触防护顶板,便于利用贴合板与齿轮架配合增大接触升降转杆的接触面积,卡板在贴合板上设置多个,便于利用卡板对承重块进行夹持,同时承重块的安装位置与加固板进行配合,使得承重块在安装后与加固板对贴合板进行挤压,避免了贴合板的表面出现发生断裂或松动的情况。
4.该铝合金电动卷帘门用导轨加工的弧边加工装置,通过弧形撑板在辅助壳的内部对部件的安装位置进行限位,随着冷气在打磨位置进行喷洒时能够对工件的打磨进行降温,避免了工件的打磨位置温度升高使后续工人误触时发生烫伤的情况,外展架能够在辅助壳的内部受到电动伸缩杆的推动进行扩张,便于内撑座与弧形撑板配合对其相互接近的位置进行保护。
5.该铝合金电动卷帘门用导轨加工的弧边加工装置,通过装配齿板在装配框上对位移板的移动进行保护,便于位移板上具有锁定块在移动停止后对装配框进行顶紧,避免了位移板移动时出现单个不进行引导或移动速度不一致发生倾斜移动工件在打磨后的移动,装配端在位移板上使其进行升降,便于承接件对打磨后工件进行接取,便于工件离开工作台后出现下坠的情况。
6.该铝合金电动卷帘门用导轨加工的弧边加工装置,通过齿轮架随电机的带动进行旋转,能够对打磨位置进行微调,避免了对同一位置打磨导致工件内部出现遗漏的问题,联轴器上具有驱动电机,能够带动打磨头进行旋转,随着打磨头与联轴器配合不进行工作时能够起到限位的效果,使工件在移动时不易出现偏移,从而避免了工件移动时出现偏移并与部件发生碰撞。
7.该铝合金电动卷帘门用导轨加工的弧边加工装置,通过防护顶板上设置了四个支撑柱,便于支撑柱在工作台上与安装板配合对防护顶板进行加固,避免了打磨架进行打磨位置调节产生出现倾斜,侧向压板在防护顶板上进行相对放置,使得侧向压板对辅助盒进行固定,使其能够充分接触工件,并利用防护顶板上的激光定位器将激光照射在工件上,从而便于进行打磨架的控制。
附图说明
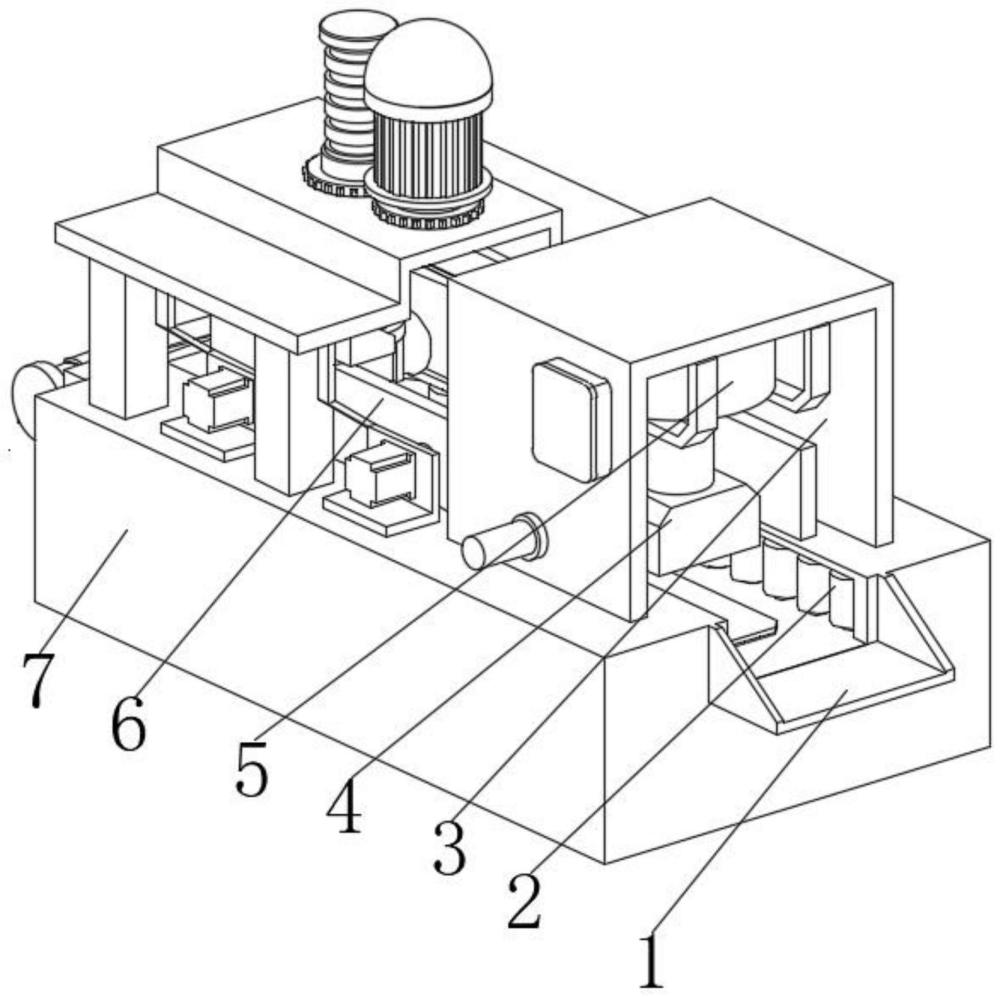
图1为本发明整体的结构示意图;
图2为本发明安装架的结构示意图;
图3为本发明防护架的结构示意图;
图4为本发明打磨架的结构示意图;
图5为本发明装配架的结构示意图;
图6为本发明辅助盒的结构示意图;
图7为本发明加强架的结构示意图;
图8为本发明承接件的结构示意图。
图中:1、置物壳;2、运送柱;3、支架;4、挤压块;5、电动推杆;6、安装架;61、导向杆;62、气缸;63、安装板;64、防护架;641、支撑柱;642、激光定位器;643、防护顶板;644、侧向压板;645、辅助盒;71、辅助壳;72、内撑座;73、外展架;74、弧形撑板;75、制冷器;65、打磨架;651、打磨头;652、联轴器;653、升降转杆;654、齿轮架;655、加强架;81、贴合板;82、加强杆;83、承重块;84、卡板;85、加固板;66、装配架;661、装配端;662、位移板;663、装配齿板;664、装配框;665、承接件;91、转动轴;92、微调环架;93、承接板;94、连接板;95、助推杆;67、固定板;7、工作台。
具体实施方式
下面结合附图和具体实施方式对本发明作进一步详细的说明。本发明的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本发明限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本发明的原理和实际应用,并且使本领域的普通技术人员能够理解本发明从而设计适于特定用途的带有各种修改的各种实施例。
实施例1
请参阅图1-图8,本发明提供一种技术方案:一种铝合金电动卷帘门用导轨加工的弧边加工装置,包括:
工作台7,工作台7具有固定基座,以及安装在工作台7顶部的安装架6,工作台7的内腔顶部转动连接有运送柱2,运送柱2的外表面延伸至工作台7的外部,工作台7远离安装架6的位置固定连接有置物壳1;
支架3,支架3具有控制器,以及安装在支架3内腔顶部的电动推杆5,电动推杆5的底端固定连接有挤压块4,支架3靠近挤压块4的一侧与安装架6滑动连接,支架3的底部与工作台7固定连接,通过置物壳1在工作台7上与工件放置位置处于同一水平面,便于置物壳1在放置工件时进行引导,避免了工件放置时起始端发生碰撞,挤压块4随电动推杆5下降至接触工件,便于挤压块4对工件进行挤压成型,电动推杆5伸缩的距离能够对工件承受的挤压力进行调节,避免了工件成型的工件精准度出现偏差,而工件挤压成型的位置,使得支架3的安装位置能够在工件飞溅杂质时起到阻挡的效果,并在工件挤压成型后,利用运送柱2旋转产生的动力对工件进行移动,便于运送柱2转动对工件进行平稳运送,防止工件运送发生偏移或卡顿的问题,安装架6包括:
固定板67,固定板67具有橡胶垫,以及安装在固定板67靠近支架3一侧的导向杆61,导向杆61远离固定板67的一端贯穿支架3且延伸至支架3的外部,固定板67靠近导向杆61的一侧固定连接有气缸62;
安装板63,安装板63具有托板,以及安装在安装板63顶部的防护架64,防护架64的顶部转动连接有打磨架65,打磨架65的底部与工作台7固定连接,工作台7远离置物壳1的一侧与装配架66固定连接,通过运送柱2随工件成型后对其呈直线进行运输,在工件停止移动时,固定板67受到气缸62的推动对工件进行固定,使得工件在加工时不易发生松动或随加工的进行出现位移的问题,固定板67接触工件的位置具有橡胶垫,避免了工件的夹持位置出现划伤对其自身的稳定性造成影响,工件出现后的运送能够将打磨架65的打磨部件直接进入工件内部,从而利用打磨架65对工件的内部毛刺与凸起进行打磨,进而保证了工件内部的光滑,同时打磨时产生的碎屑受到工件与固定板67的阻挡,使碎屑部件发生到处飞溅的情况,进而提高了工件加工的精准度,进一步保证了后续使用时的启闭效果。
其中,防护架64包括支撑柱641,支撑柱641的顶端固定连接有防护顶板643,通过防护顶板643上设置了四个支撑柱641,便于支撑柱641在工作台7上与安装板63配合对防护顶板643进行加固,使得防护顶板643安装处于水平状态进行打磨架65的安装,避免了打磨架65进行打磨位置调节产生出现倾斜,且防护顶板643与支架3之间具有活动空间,能够在打磨前对挤压块4的挤压效果进行观察,防护顶板643的内腔顶部固定连接有激光定位器642,防护顶板643靠近支撑柱641的位置固定连接有辅助盒645,辅助盒645靠近支撑柱641的位置固定连接有侧向压板644,侧向压板644的顶部与防护顶板643固定连接,通过侧向压板644在防护顶板643上进行相对放置,使得侧向压板644对辅助盒645进行固定,同时能够利用辅助盒645在防护顶板643上的凸起对固定板67的移动起到引导的效果,便于固定板67在支架3与打磨位置同时移动,使其能够充分接触工件,并利用防护顶板643上的激光定位器642将激光照射在工件上,使其对工件进出打磨位置进行定位,从而便于进行打磨架65的控制,侧向压板644与激光定位器642在防护顶板643上不直接接触。
其中,打磨架65包括齿轮架654,齿轮架654的内表面转动连接有升降转杆653,升降转杆653的两端贯穿齿轮架654且延伸至齿轮架654的外部,升降转杆653的底端转动连接有联轴器652,联轴器652的外表面转动连接有打磨头651,通过联轴器652上具有驱动电机,能够带动打磨头651进行旋转,且打磨头651在联轴器652上设置了两个,便于旋转时对工件进行同一水平面的不同位置进行打磨,随着打磨头651与联轴器652配合不进行工作时能够起到限位的效果,使工件在移动时不易出现偏移,从而避免了工件移动时出现偏移并与部件发生碰撞,使得工件的移动受到阻碍,升降转杆653靠近齿轮架654的位置转动连接有加强架655,通过齿轮架654随电机的带动进行旋转,使得齿轮架654带动升降转杆653进行升降运动,随着升降转杆653进行竖直方向的升降运动,能够对打磨位置进行微调,避免了对同一位置打磨导致工件内部出现遗漏的问题,同时升降转杆653接触加强架655,便于加强架655在防护顶板643上与齿轮架654配合对安装位置进行加固,使升降过程中不易出现打滑导致打磨位置偏差的问题。
其中,装配架66包括装配框664,装配框664的内腔底部固定连接有装配齿板663,装配齿板663远离装配框664的一侧滑动连接有位移板662,通过装配齿板663在装配框664上对位移板662的移动进行保护,便于位移板662上具有锁定块在移动停止后对装配框664进行顶紧,使得两位移板662能够同时进行移动,从而保证了位移板662移动后处于同一水平面,且装配齿板663能够对位移板662的升降运动进行配合,避免了位移板662移动时出现单个不进行引导或移动速度不一致发生倾斜移动工件在打磨后的移动,位移板662远离装配齿板663的一侧延伸至装配框664的外部,位移板662的顶部固定连接有装配端661,装配端661的内表面固定连接有承接件665,通过装配端661在位移板662上使其进行升降,并在承接件665上工件移动的推力时能够带动装配端661进行旋转,使得装配端661与承接件665配合,便于承接件665对打磨后工件进行接取,便于工件离开工作台7后出现下坠的情况,同时装配端661在位移板662上能够进行定位,避免装配端661在位移板662上出现左右滑动的情况。
其中,辅助盒645包括辅助壳71,辅助壳71的内腔顶部固定连接有弧形撑板74,辅助壳71的内腔底部固定连接有制冷器75,通过弧形撑板74在辅助壳71的内部对部件的安装位置进行限位,使得部件安装后辅助壳71的内部具有充足的活动空间,而辅助壳71内部的制冷器75在打磨进行时产生冷气,随着冷气在打磨位置进行喷洒时能够对工件的打磨进行降温,避免了工件的打磨位置温度升高使后续工人误触时发生烫伤的情况,利用制冷器75在辅助壳71内部的设置对辅助壳71进行加固,进一步增强辅助壳71自身的承受效果,制冷器75的底部贯穿辅助壳71且延伸至辅助壳71的外部,辅助壳71的内腔底部位于制冷器75的两侧滑动连接有外展架73,外展架73远离制冷器75的一侧固定连接有内撑座72,通过外展架73能够在辅助壳71的内部受到电动伸缩杆的推动进行扩张,随着外展架73的扩张对内撑座72进行支撑,使其在辅助壳71的内部对不同的位置进行加固,便于内撑座72与弧形撑板74配合对其相互接近的位置进行保护,使得弧形撑板74对辅助壳71内部的空间进行分隔。
其中,加强架655包括承重块83,承重块83的顶部固定连接有贴合板81,贴合板81靠近承重块83的位置固定连接有卡板84,贴合板81的顶部固定连接有加固板85,通过卡板84在贴合板81上设置多个,便于利用卡板84对承重块83进行夹持,同时承重块83的安装位置与加固板85进行配合,使得承重块83在安装后与加固板85对贴合板81进行挤压,从而增强了贴合板81的强度,避免了贴合板81的表面出现发生断裂或松动的情况,且承重块83与贴合板81接触能够增大贴合板81自身的重力,防止贴合板81在工作时随升降转杆653一同移动,加固板85的顶部固定连接有加强杆82,加强杆82的底端贯穿贴合板81且延伸至贴合板81的外部,通过贴合板81受到加强杆82与加固板85的支撑能够接触防护顶板643,便于利用贴合板81与齿轮架654配合增大接触升降转杆653的接触面积,且贴合板81与齿轮架654进行转动连接,便于利用升降转杆653对打磨部件进行精密微调,进而提高了打磨头651对工件的打磨效果,加强杆82与加固板85能够插入防护顶板643的内部,便于减小贴合板81上凸起的位置。
其中,承接件665包括转动轴91,转动轴91的外表面固定连接有微调环架92,微调环架92远离转动轴91的一侧滑动连接有承接板93,承接板93靠近微调环架92的一侧滑动连接有助推杆95,通过承接板93受到工件移动的压力时经微调环架92带动转动轴91进行旋转,且在旋转时承接板93随工件的压力在进行移动,使得承接板93在微调环架92的带动下进行不同位置的调节,便于对承接板93进行支撑加固,且承接板93接触的助推杆95能够与微调环架92配合,便于利用助推杆95受到的压力在承接板93上进行移动,随着助推杆95对承接板93的不同位置进行支撑,使承接板93带动微调环架92发生下降的情况,助推杆95远离承接板93的一端转动连接有连接板94,连接板94远离助推杆95的位置与转动轴91固定连接,通过连接板94在转动轴91上呈圆形分布,便于助推杆95在连接板94上进行转动,并在旋转时对助推杆95与转动轴91之间的活动空间进行调节,使得微调环架92与助推杆95之间不易发生松动,进而保证了承接板93受到均匀压力,使承接板93受到压力时微调环架92与助推杆95不易出现断裂或弯曲的情况,避免了工作时发生卡顿。
实施例2:
请参阅图1-图8,在实施例1的基础上,本发明提供一种技术方案:一种铝合金电动卷帘门用导轨加工的弧边加工装置的使用方法,步骤一:工件先放置在置物壳1上,利用置物壳1与工作台7相对应的工作槽将工件推入工作台7上,运送柱2随驱动器的带动同时进行旋转带动工件呈直线运动;
步骤二:随着工件移动至支架3内部停止时,气缸62伸长推动固定板67靠近工件,并在接触工件后进行夹持固定,而导向杆61在支架3上随内固定板67进行移动,电动推杆5伸长推动挤压块4下降对工件进行挤压;
步骤三:工件挤压完成后,电动推杆5收缩带动挤压块4上升,同时气缸62带动固定板67远离工件,使得工件夹持松开,利用运送柱2旋转带动工件继续移动至防护顶板643与支撑柱641产生打磨空间内部,并随着激光定位器642自身的激光接触工件时运送柱2停止转动;
步骤四:在联轴器652与打磨头651进入工件内部时,气缸62再次推动固定板67夹持工件,电机带动齿轮架654顺时针转动,使齿轮架654旋转带动升降转杆653在防护顶板643上进行下降,而打磨头651在联轴器652上接触工件,随之联轴器652上打磨电机的带动进行旋转对工件进行打磨;
步骤五:利用升降转杆653在打磨头651工作时随齿轮架654进行顺时针与逆时针方向的转动,使其对打磨头651打磨的位置进行竖直方向的调节,并随着加固板85与加强杆82安装在防护顶板643上,贴合板81受到加固板85的支撑保持装配接触升降转杆653;
步骤六:在工件进行打磨时,制冷器75经辅助壳71安装在防护顶板643上,使制冷器75产生冷气并将冷气流通至打磨位置,外展架73能够在辅助壳71内部扩张推动内撑座72移动停止接触辅助壳71的位置;
步骤七:随着打磨完成后,气缸62收缩带动固定板67松开工件,而运送柱2转动对工件进行推动,位移板662在装配齿板663上滑动,使承接板93与工件保持水平时停止,装配端661将转动轴91放置在位移板662上,使其在承接板93受到运动的推力时在位移板662上进行转动;
步骤八:承接板93受到工件的压力带动助推杆95与微调环架92进行位移,使得承接板93发生位移时减小接触承接板93的面积,且助推杆95受到压力在连接板94上进行转动,使得助推杆95与微调环架92产生承接板93移动的滑动空间,并在失去压力时,随转动轴91的转动进行左右移动。
显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域及相关领域的普通技术人员在没有作出创造性劳动的前提下所获得的所有其他实施例,都应属于本发明保护的范围。本发明中未具体描述和解释说明的结构、装置以及操作方法,如无特别说明和限定,均按照本领域的常规手段进行实施。
- 卷帘门导轨、汽车中控箱和卷帘门导轨的加工工艺
- 一种导轨加工冷却装置
- 一种重载型精密导轨端面专用倒角装置及其加工方法
- 一种弧形板材弧面喷涂加工装置
- 一种铝合金电动卷帘门用导轨加工的弧边加工装置
- 一种防火卷帘门导轨弧边加工打磨装置