一种加工金属丝材的滑动式多模拉丝系统
文献发布时间:2023-06-19 19:23:34
技术领域
本发明属于金属丝材多模拉拔技术领域,特别涉及一种加工金属丝材的滑动式多模拉丝系统。
背景技术
钛合金具有低密度、高比强度,良好抗腐蚀性能、耐热性和可加工性良好等优点,其丝材产品已广泛应用于航空航天、生物医疗、日常生活等领域。
目前,主要存在两种典型的钛合金丝材多模拉拔方法:一种是储线式多模连续拉拔,即丝材经拉丝模后在卷筒上蓄积一定圈数的丝材以调解线速度及卷筒速度,达到丝材与卷筒之间相对滑动消失,该方法拉拔中丝材行程复杂,且为消除相对滑动需在卷筒上缠绕一定圈数的丝材,因此不能采用高速拉拔,生产效率低,同时在拉拔时常产生张力,拉拔细丝时易断丝,因此不适宜拉拔细丝材;另一种是滑动式多模拉拔,该方法使丝材连续通过卷筒及拉丝模,拉丝中总延伸系数大,拉拔速度相对于储线式多模连续拉拔有所提升,适合能承受较大拉力、表面耐磨、塑性好、总加工率较大、能承受高速变形的金属和合金的拉制,适宜拉拔细丝材。然而,现有的滑动式多模拉丝系统在拉拔微细丝材(直径小于0.5mm)时,容易出现断丝,拉拔速度不能过快,拉拔效率较低,制备的丝材成品晶粒细化不够,组织不均匀,性能较差。
发明内容
本发明的目的是提供一种加工金属丝材的滑动式多模拉丝系统,以解决现有滑动式多模拉丝系统在拉拔微细丝材(直径小于0.5mm)时,容易出现断丝,拉拔速度不能过快,拉拔效率较低,制备的丝材成品晶粒细化不够,组织不均匀,性能较差的技术问题。
本发明所采用的技术方案是,一种加工金属丝材的滑动式多模拉丝系统,其特殊之处在于:
包括拉丝卷筒、拉丝模具卡座、多个不同规格模孔孔径的拉丝模具、放线机以及收线机;
所述拉丝卷筒包括左卷筒和右卷筒;所述左卷筒和右卷筒均为多层塔台式结构,且均竖直安装在同一水平面上;所述左卷筒和右卷筒可同步转动;左卷筒和右卷筒上,从下往上排序,层数相同的对应塔台的外形和尺寸均相同,每层塔台的外圆柱面上均设置有同轴的环形导丝凹槽,且从第二层往上,每层塔台的直径均由同一机械减面率确定;左卷筒塔台的层数比右卷筒塔台的层数多;
所述拉丝模具卡座固定设置在左卷筒和右卷筒之间;在拉丝模具卡座上,与右卷筒的每层塔台上的所述环形导丝凹槽相对应的高度位置处,均设置有用于放置所述拉丝模具的卡槽,且在所述卡槽的左右两侧分别设置有将卡槽与拉丝模具卡座左右两端面分别连通的过丝槽;所述卡槽和过丝槽的尺寸满足:将拉丝模具放置在卡槽中时,穿过拉丝模具模孔的丝材与对应层上的左卷筒和右卷筒均相切;
所述放线机设置在左卷筒的左侧;
所述收线机设置在右卷筒的右侧。
进一步地,为了保证拉拔后丝材的尺寸精度及表面质量,拉拔微细丝材的效果更好,所述拉丝模具采用聚晶或金刚石拉丝模具。
进一步地,为了拉丝模具卡座结构简单,拉丝模具卡座固定安装在所述同一水平面上;
所述拉丝模具卡座的前表面从下往上为阶梯状;所述阶梯状对应台阶的数量与右卷筒上塔台的层数相等,且从下往上排序,每层台阶沿竖直方向上的高度等于右卷筒上与其层数相同的对应层上的塔台的高度,相邻两层的竖直台阶面沿前后方向上的距离等于与其层数相同的对应的两层塔台的塔台半径之间的差值,且上一层的竖直台阶面相对于下一层的竖直台阶面远离左卷筒和右卷筒轴线所确定的平面;所述卡槽设置在所述阶梯状对应的每层台阶沿竖直方向的台阶面上。
进一步地,为了拉丝模具卡座方便加工,并且安装时的定位容易,所述拉丝模具卡座的左右表面及后表面均为平面状,且拉丝模具卡座的左右表面、后表面以及所述阶梯状对应的竖直台阶面均与所述同一水平面垂直;左卷筒的轴线到拉丝模具卡座的左表面的距离等于右卷筒的轴线到拉丝模具卡座的右表面的距离;拉丝模具卡座的后表面与左卷筒和右卷筒轴线所确定的平面共面;
所述环形导丝凹槽位于每层塔台沿竖直方向的中间位置;
所述卡槽位于每层台阶沿竖直方向的台阶面的中心位置。
进一步地,为了匹配合适的拉拔道次,在所述放线机与左卷筒之间设置有移动导轮组件;
所述移动导轮组件包括移动导轮;所述移动导轮可沿竖直方向上下移动,用于将放线机上放线轮放出的丝材依次导入左卷筒、拉丝时用到的拉丝模具中位于最下层的拉丝模具上的模孔中,在该导入过程中,确保丝材通过移动导轮后,始终处于水平面内。
这样,可以通过调整移动导轮的上下位置来匹配合适的拉拔道次。
进一步地,为了移动导轮组件结构简单,所述移动导轮组件还包括移动导轮组件安装板、螺栓、第一锁紧垫片以及第二锁紧垫片;
所述移动导轮组件安装板垂直固定设置在所述同一水平面上位于左卷筒左侧的位置,且所述移动导轮组件安装板的板面沿左右方向延伸;在移动导轮组件安装板上设置有贯穿前后板面的沿上下方向的竖直的导向槽;
所述螺栓依次穿过移动导轮、第一锁紧垫片、所述导向槽以及第二锁紧垫片;所述第一锁紧垫片和第二锁紧垫片上均设置有与螺栓相适配的内螺纹,用于将螺栓锁紧在移动导轮组件安装板上,实现移动导轮沿竖直方向上下移动到需要位置后的定位;所述移动导轮与螺栓之间间隙配合。
移动导轮与螺栓之间间隙配合,这样设置的目的在于,移动导轮可相对于螺栓做旋转运动,拉拔时在丝材的带动下绕螺栓转动,使丝材与移动导轮之间以滚动方式运动,其相对于静止的导轮与丝材之间以滑动方式运动时,摩擦力大,易磨损、划伤丝材,滚动方式运动摩擦力小,可防止丝材划伤。
进一步地,为了方便地控制从左卷筒最上层塔台拉出的丝材进入收线机上收线轮时,丝材行进的路径,在所述左卷筒和收线机之间设置有固定导轮组件;
所述固定导轮组件用于将从左卷筒最上层塔台拉出的丝材导入收线机上的收线轮。
进一步地,为了拉拔时能调节张力大小,以达到稳定放线效果,并且在丝材拉拔过程中,在丝材另一端形成一个与拉拔力方向相反的反张力,降低对丝材的拉拔力,进而可以进一步加快拉拔速度,提高拉拔效率,所述放线机自带张力控制机构;
所述左卷筒和右卷筒同步转动时,环形导丝凹槽上与丝材相切的点对应的线速度小于丝材在收线机带动下,丝材行进的速度。
并且这样设置,对丝材的拉拔力减小了,丝材绷断的几率也相应减小。
进一步地,所述环形导丝凹槽的上端面与其所在该层塔台的上端面之间、所述环形导丝凹槽的下端面与其所在该层塔台的下端面之间均形成球台状结构。每层塔台的外圆柱面之所以设计成上、下均为球台状结构,中间设计有环形导丝凹槽,是因为金属丝材在刚开始拉拔时,会上下移动,下方球台状结构的存在可防止金属丝材滑出塔台,且当丝材碰到球台状结构时会受到球台状结构球面的反作用力,使丝材移动至塔台中间的环形导丝凹槽,从而保护丝材在刚开始拉拔时不绷断;当丝材移动到上球台状结构时,由于球台状结构的球面存在,也会使丝材移动至塔台中间的环形导丝凹槽,从而减少丝材拉拔时与塔台端面的摩擦,保护丝材不绷断。
进一步地,为了使本发明的加工金属丝材的滑动式多模拉丝系统移动方便,还包括拉丝系统安装底座;
所述同一水平面为拉丝系统安装底座上部的水平台面。
本发明的有益效果是:
(1)本发明的加工金属丝材的滑动式多模拉丝系统,首先,拉丝卷筒包括左卷筒和右卷筒,左卷筒和右卷筒均为多层塔台式结构,其相对于现有的滑动式多模拉丝系统,在总变形量一定的情况下,本发明的滑动式多模拉丝系统丝材拉拔道次多,单道次变形量小,需要的拉拔力较小,拉拔更容易,可以加快拉拔速度,提高了拉拔的效率;同时拉拔力小,断丝的几率也相应减小;并且拉拔同样的总变形量,多道次比道次少,拉拔更加均匀;其次,本发明的加工金属丝材的滑动式多模拉丝系统中,从第二层往上,每层塔台的直径均由同一机械减面率确定,这样,对应于每层拉丝模具模孔孔径配模减面率,每道次相同,丝材在塔台的不同层上承受拉力变化均匀,进而丝材在每层上受力均匀,最终保证了制备的成品丝材晶粒细化程度高、组织均匀,成品丝材性能优良;再者,在本发明的加工金属丝材的滑动式多模拉丝系统中,拉丝模具放置在卡槽中时,穿过拉丝模具模孔的丝材与对应层上的左卷筒和右卷筒均相切,这样的设计一方面可使丝材与拉丝模具始终保持垂直,丝材在通过拉丝模具模孔时,承受来自拉丝模具模孔向丝材中心施加的挤压力相同,丝材在被拉拔时,变形均匀且稳定,不容易断丝,提高了单重,制备的成品丝材组织均匀;另一方面避免了若丝材从左卷筒绕出时的切点、拉丝模具模孔的轴线、丝材绕进右卷筒时的切点,三处位置不处于同一平面的同一条线上时,丝材进入拉丝模具与拉丝模具不成垂直关系,丝材在被拉拔时,丝材一侧变形量大,另一侧变形量小,极易引起丝材绷断这一问题的发生;本发明的加工金属丝材的滑动式多模拉丝系统中,左卷筒塔台的层数比右卷筒塔台的层数多,这样的设置可以缓解丝材经过拉丝卷筒的速度与进入收线机时的速度之间的速度差,使丝材断丝的几率减小,提高了丝材的单重,进而减小了后续采用制备的丝材成品制备其它产品时,因更换丝材需重调程序等引起的时间上的浪费,减少了设备检修的时间;本发明的加工金属丝材的滑动式多模拉丝系统中,拉拔时左卷筒和右卷筒同步转动,丝材和拉丝卷筒之间是以滚动式的方式运动,所需拉拔力较小,进而也可以加快拉拔速度,使拉拔效率提高;因此,本发明解决了现有滑动式多模拉丝系统在拉拔微细丝材(直径小于0.5mm)时,容易出现断丝,拉拔速度不能过快,拉拔效率较低,制备的丝材成品晶粒细化不够,组织不均匀,性能较差的技术问题。
(2)本发明的加工金属丝材的滑动式多模拉丝系统中,每层塔台的直径均由同一机械减面率确定,这样,不仅能保证制备的成品丝材晶粒细化程度高、组织均匀,成品丝材性能优良,而且在设计塔台时,就可以对材料的变形量进行调控。
(3)采用本发明的加工金属丝材的滑动式多模拉丝系统拉拔微细丝材,保证了制备的微细丝材成品的尺寸精度、表面质量和单重,提高了生产效率,制备的微细丝材成品性能优良。
(4)本发明的加工金属丝材的滑动式多模拉丝系统,适用于拉拔生产直径Φ≤0.5mm的微细丝材,能拉拔得到成品丝材的直径Φ为0.02mm~0.5mm之间的任意尺寸,而且拉拔速率由现有的滑动式多模拉丝系统的2m/min左右提高到15m/min~30m/min,拉拔速率提速10倍左右。
附图说明
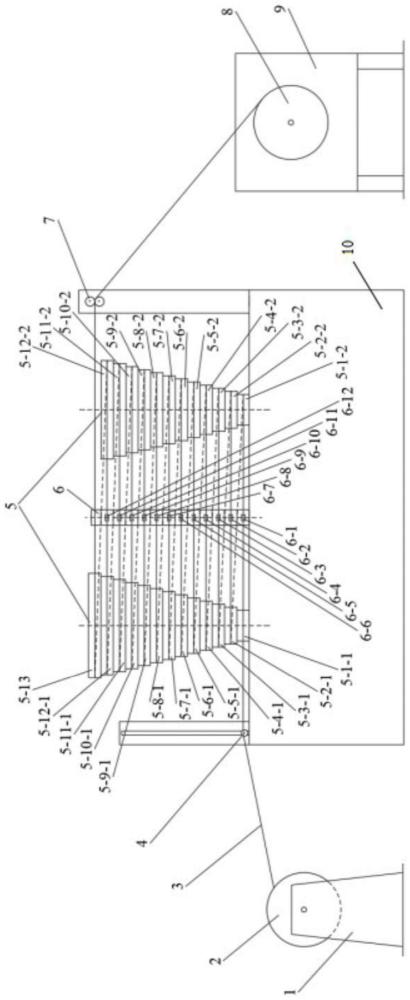
图1是本发明实施例的结构示意图;
图2是本发明实施例中左卷筒的结构示意图;
图3是本发明实施例中左卷筒和右卷筒上每层塔台的结构示意图;
图4是本发明实施例中拉丝模具卡座与拉丝模具装配的主视图;
图5是图4中Ⅰ处的局部放大图;
图6是图4的左视图;
图7是图6中Ⅱ处的局部放大图;
图8是本发明实施例中移动导轮组件的主视图;
图9是图8的左视图。
图中各标号的说明如下:
1.放线机;2.放线轮;3.丝材;4.移动导轮组件;4-1.移动导轮;4-2.螺栓;4-3.第一锁紧垫片;4-4.第二锁紧垫片;4-5.移动导轮组件安装板;5.拉丝卷筒;5-1-1.第一道左卷筒;5-1-2.第一道右卷筒;5-2-1.第二道左卷筒;5-2-2.第二道右卷筒;5-3-1.第三道左卷筒;5-3-2.第三道右卷筒;5-4-1.第四道左卷筒;5-4-2.第四道右卷筒;5-5-1.第五道左卷筒;5-5-2.第五道右卷筒;5-6-1.第六道左卷筒;5-6-2.第六道右卷筒;5-7-1.第七道左卷筒;5-7-2.第七道右卷筒;5-8-1.第八道左卷筒;5-8-2.第八道右卷筒;5-9-1.第九道左卷筒;5-9-2.第九道右卷筒;5-10-1.第十道左卷筒;5-10-2.第十道右卷筒;5-11-1.第十一道左卷筒;5-11-2.第十一道右卷筒;5-12-1.第十二道左卷筒;5-12-2.第十二道右卷筒;5-13.第十三道左卷筒;6.拉丝模具卡座;6-1.第一道拉丝模具;6-2.第二道拉丝模具;6-3.第三道拉丝模具;6-4.第四道拉丝模具;6-5.第五道拉丝模具;6-6.第六道拉丝模具;6-7.第七道拉丝模具;6-8.第八道拉丝模具;6-9.第九道拉丝模具;6-10.第十道拉丝模具;6-11.第十一道拉丝模具;6-12.第十二道拉丝模具;7.固定导轮组件;8.收线轮;9.收线机;10.拉丝系统安装底座;φ
具体实施方式
下面结合附图和具体实施方式对本发明进行详细说明。
参见图1,本发明一种加工金属丝材的滑动式多模拉丝系统,包括拉丝卷筒5、拉丝模具卡座6、多个不同规格模孔孔径的拉丝模具、放线机1以及收线机9。
上述拉丝卷筒5包括左卷筒和右卷筒;左卷筒和右卷筒均为多层塔台式结构,且均竖直安装在同一水平面上;左卷筒和右卷筒可同步转动;左卷筒和右卷筒上,从下往上排序,层数相同的对应塔台的外形和尺寸均相同,每层塔台的外圆柱面上均设置有同轴的环形导丝凹槽,且从第二层往上,每层塔台的直径均由同一机械减面率确定;左卷筒塔台的层数比右卷筒塔台的层数多;上述拉丝模具卡座6固定设置在左卷筒和右卷筒之间;在拉丝模具卡座6上,与右卷筒的每层塔台上的上述环形导丝凹槽相对应的高度位置处,均设置有用于放置上述拉丝模具的卡槽,且在上述卡槽的左右两侧分别设置有将卡槽与拉丝模具卡座6左右两端面分别连通的过丝槽;上述卡槽和过丝槽的尺寸满足:将拉丝模具放置在卡槽中时,穿过拉丝模具模孔的丝材3与对应层上的左卷筒和右卷筒均相切;上述放线机1设置在左卷筒的左侧;上述收线机9设置在右卷筒的右侧。
参见图1,本实施例中,为了使本发明的加工金属丝材的滑动式多模拉丝系统移动方便,本实施例的加工金属丝材的滑动式多模拉丝系统还包括拉丝系统安装底座10;上述同一水平面为拉丝系统安装底座10上部的水平台面。即左卷筒和右卷筒均竖直安装在拉丝系统安装底座10上部的水平台面上。
参见图1,本实施例中,左卷筒为13层,右卷筒为12层,左卷筒和右卷筒的层数除了为本实施例设置的层数,也可以是别的层数,右卷筒塔台的层数根据需要拉丝的最多道次设计选择。参见图2和图3,本实施例中,优选地上述左卷筒和右卷筒上最下层塔台的直径为50mm~150mm。左卷筒和右卷筒上最下层塔台的直径之所以在这样一个取值范围内取值,是因为若最下层塔台直径过小时,最终组成的拉丝卷筒结构小,拉丝卷筒可承受的拉力就小,再加上拉丝卷筒使用过程中不断的磨损,会造成拉丝卷筒使用寿命降低;若最下层塔台直径过大时,最终组成的拉丝卷筒结构较大,不利于拉拔前的绕丝,且结构较大会使整个设备较大,不利于设备维护。最下层塔台直径在这样一个范围内取值时,整个拉丝卷筒结构适中,既可承受一定的拉力,又维护起来比较便捷。从第二层往上,每层塔台的直径均由同一机械减面率确定,这样,不仅能保证制备的成品丝材晶粒细化程度高、组织均匀,成品丝材性能优良,而且在设计塔台时,就可以对材料的变形量进行调控。图2中,φ
参见图3,本实施例优选地上述环形导丝凹槽的上端面与其所在该层塔台的上端面之间、上述环形导丝凹槽的下端面与其所在该层塔台的下端面之间均形成球台状结构。每层塔台的外圆柱面之所以设计成上、下均为球台状结构,中间设计有环形导丝凹槽,是因为金属丝材在刚开始拉拔时,会上下移动,下方球台状结构的存在可防止金属丝材滑出塔台,且当丝材碰到球台状结构时会受到球台状结构球面的反作用力,使丝材移动至塔台中间的环形导丝凹槽,从而保护丝材在刚开始拉拔时不绷断;当丝材移动到上球台状结构时,由于球台状结构的球面存在,也会使丝材移动至塔台中间的环形导丝凹槽,从而减少丝材拉拔时与塔台端面的摩擦,保护丝材不绷断。为了防止丝材脱落,本实施例优选地上述球台状结构上下端面之间的高度大于等于2mm,且球台状结构上下端面半径的差值大于等于2mm。
参见图3,本实施例优选地上述左卷筒和右卷筒上每层塔台的高度为50mm~80mm。每层塔台的高度之所以在这样一个取值范围内取值,是因为金属丝材在拉拔过程中存在小幅抖动,特别是刚开机拉拔和关机结束拉拔时,若塔台高度过小,丝材上下抖动,不停的碰撞塔台上下方的球台状结构,这样易造成丝材磨损断裂,若塔台高度过大,会使最终的整个拉丝卷筒特别高,不利于拉拔前的绕丝,且维护起来不方便;塔台高度在这样一个范围内取值,有利于金属丝材的拉拔,且后期维护设备便捷。图3中,φ表示塔台直径;h表示塔台的高度。
本实施例中,左卷筒和右卷筒的同步转动是通过电机和皮带传动结合的方式实现,图1中未示出电机和皮带传动。
参见图1、图4、图5、图6以及图7,拉丝模具卡座6固定安装在上述同一水平面上,在本实施例中,拉丝模具卡座6固定安装在底座10上部的水平台面上。为了拉丝模具卡座结构简单,本实施例中,拉丝模具卡座6的前表面从下往上为阶梯状;阶梯状对应台阶的数量与右卷筒上塔台的层数相等,且从下往上排序,每层台阶沿竖直方向上的高度等于右卷筒上与其层数相同的对应层上的塔台的高度,相邻两层的竖直台阶面沿前后方向上的距离等于与其层数相同的对应的两层塔台的塔台半径之间的差值,且上一层的竖直台阶面相对于下一层的竖直台阶面远离左卷筒和右卷筒轴线所确定的平面;上述卡槽设置在上述阶梯状对应的每层台阶沿竖直方向的台阶面上。为了拉丝模具卡座方便加工,并且安装时的定位容易,本实施例中上述拉丝模具卡座6的左右表面及后表面均为平面状,且拉丝模具卡座6的左右表面、后表面以及上述阶梯状对应的竖直台阶面均与上述同一水平面,即底座10上部的水平台面垂直;左卷筒的轴线到拉丝模具卡座6的左表面的距离等于右卷筒的轴线到拉丝模具卡座6的右表面的距离;拉丝模具卡座6的后表面与左卷筒和右卷筒轴线所确定的平面共面;上述环形导丝凹槽位于每层塔台沿竖直方向的中间位置;上述卡槽位于每层台阶沿竖直方向的台阶面的中心位置。
为了保证拉拔后丝材的尺寸精度及表面质量,拉拔微细丝材的效果更好,本实施例中,上述拉丝模具采用聚晶或金刚石拉丝模具。上述拉丝模具的数量由拉丝的道次决定;拉丝模具按其模孔孔径由小到大,在拉丝模具卡座6上按由上往下的顺序连续依次放置于对应的卡槽中。拉拔时,在金属丝材的带动下,拉丝模具会紧靠在卡槽的右侧壁上,从而实现自动固定。拉丝模具卡座中卡槽的尺寸比拉丝模具大,可使用的拉丝模具尺寸范围较大。拉丝模具均市售可得。为了有效降低拉丝卷筒磨损,延长拉丝卷筒寿命,在设计时优选地每道次拉丝模具模孔孔径配模减面率与所述机械减面率相差不超过±15%。当每道次拉丝模具模孔孔径配模减面率与所述机械减面率相差超过±15%时,也容易出现断丝。
参见图1,为了匹配合适的拉拔道次,本实施例中优选地在上述放线机1与左卷筒之间设置有移动导轮组件4;上述移动导轮组件4包括移动导轮4-1;上述移动导轮4-1可沿竖直方向上下移动,用于将放线机1上放线轮2放出的丝材3依次导入左卷筒、拉丝时用到的拉丝模具中位于最下层的拉丝模具上的模孔中,在该导入过程中,确保丝材3通过移动导轮4-1后,始终处于水平面内。参见图8和图9,为了移动导轮组件结构简单,本实施例优选地上述移动导轮组件4除了包括移动导轮4-1外,还包括移动导轮组件安装板4-5、螺栓4-2、第一锁紧垫片4-3以及第二锁紧垫片4-4;上述移动导轮组件安装板4-5垂直固定设置在上述同一水平面上,即底座10上部的水平台面上位于左卷筒左侧的位置,且上述移动导轮组件安装板4-5的板面沿左右方向延伸;在移动导轮组件安装板4-5上设置有贯穿前后板面的沿上下方向的竖直的导向槽;上述螺栓4-2依次穿过移动导轮4-1、第一锁紧垫片4-3、上述导向槽以及第二锁紧垫片4-4;上述第一锁紧垫片4-3和第二锁紧垫片4-4上均设置有与螺栓4-2相适配的内螺纹,用于将螺栓4-2锁紧在移动导轮组件安装板4-5上,实现移动导轮4-1沿竖直方向上下移动到需要位置后的定位;上述移动导轮4-1与螺栓4-2之间间隙配合。这样,当需要改变移动导轮4-1的位置时,可松下螺栓4-2,向上或向下移动移动导轮4-1,移动到需要位置时,再将螺栓4-2拧紧,实现移动导轮4-1向上或向下的移动并定位,通过调整移动导轮4-1的上下位置来匹配合适的拉拔道次。移动导轮4-1与螺栓4-2之间间隙配合,这样设置的目的在于,移动导轮4-1可相对于螺栓4-2做旋转运动,拉拔时在丝材3的带动下绕螺栓4-2转动,使丝材3与移动导轮4-1之间以滚动方式运动,其相对于静止的导轮与丝材之间以滑动方式运动时,摩擦力大,易磨损、划伤丝材,滚动方式运动摩擦力小,可防止丝材划伤。
参见图1,为了方便地控制从左卷筒最上层塔台拉出的丝材进入收线机上收线轮时,丝材行进的路径,在上述左卷筒和收线机9之间设置有固定导轮组件7;上述固定导轮组件7用于将从左卷筒最上层塔台拉出的丝材3导入收线机9上的收线轮8。上述收线机9用于为丝材3提供拉拔力,且将拉拔后的丝材3绕于收线轮8上。本实施例中上述固定导轮组件7包括两个固定导轮;在上述拉丝系统安装底座上部的水平台面上位于右卷筒的右侧位置,垂直固定设置有固定导轮组件安装板;两个固定导轮安装在固定导轮组件安装板上,两个固定导轮沿竖直方向依次排布,且两个固定导轮安装轴的轴线沿前后方向设置,两个固定导轮与自身安装轴之间间隙配合,这样固定导轮也可在丝材3的带动下绕自身安装轴做旋转运动,从而降低丝材划伤风险。通过两个固定导轮将从左卷筒最上层塔台拉出的丝材3导入收线机9上的收线轮8。
为了拉拔时能调节张力大小,以达到稳定放线效果,并且在丝材拉拔过程中,在丝材另一端形成一个与拉拔力方向相反的反张力,降低对丝材的拉拔力,进而可以进一步加快拉拔速度,提高拉拔效率,本实施例优选地上述放线机1自带张力控制机构;上述左卷筒和右卷筒同步转动时,环形导丝凹槽上与丝材相切的点对应的线速度小于丝材在收线机9带动下,丝材行进的速度。本实施例中,张力控制机构采用机械上常用的张紧轮结构,图1中未示出。
采用本发明加工金属丝材的滑动式多模拉丝系统拉丝的过程为:首先根据不同金属丝材两次退火间可承受的最大减面率进行最佳道次拉丝配模;配模工艺完成后,将拉丝模具按其模孔孔径由小到大,在拉丝模具卡座6上按由上往下的顺序连续依次放置于对应的卡槽中;然后根据拉拔道次调整移动导轮4-1到相应的位置;再然后先用酸将丝材3头部腐蚀细,细到其直径比用到的所有拉丝模具模孔的孔径小,能穿过去;接着进行绕线;最后进行并完成拉拔工作。
采用本实施例的加工金属丝材的滑动式多模拉丝系统,其机械减面率设计为11%,最多拉拔道次为12道次。当拉拔道次为12道时,上述进行绕线的具体过程为:丝材3在放线轮2上经放线机1放线后,经移动导轮组件4进入拉丝卷筒5中的左卷筒,经第一道左卷筒5-1-1后,沿切线方向穿过第一道拉丝模具6-1,之后沿切线方向进入并绕过第一道右卷筒5-1-2,接着沿第二道左卷筒5-2-1切线方向穿过第二道拉丝模具6-2,再以切线方向进入并绕过第二道右卷筒5-2-2,如此反复,直至绕过第十三道左卷筒5-13,然后经过固定导轮组件7导向后,进入收线轮8,在收线机9的作用下完成冷拉拔及收排线工作,至此,丝材3已穿过12道次拉丝模具,完成了滑动式多模冷拉拔。当需要的拉拔道次小于12道次时,丝材3在放线轮2上经放线机1放线后,经移动导轮组件4进入拉丝卷筒5中的左卷筒,经用到的拉丝模具中位于最下层的拉丝模具所在层对应的一道左卷筒后,然后依次类推绕制即可。
本发明的加工金属丝材的滑动式多模拉丝系统,适用于拉拔生产直径Φ≤0.5mm的微细丝材,能拉拔得到成品丝材的直径Φ为0.02mm~0.5mm之间的任意尺寸,而且拉拔速率由现有的滑动式多模拉丝系统的2m/min左右提高到15m/min~30m/min,拉拔速率提速10倍左右。
下面是采用本实施例的加工金属丝材的滑动式多模拉丝系统,进行拉丝的两个具体的实施例:
实施例1:
直径0.3mm TC4合金微细丝材生产方法。首先将直径0.5mm TC4合金坯料退火后绕于放线轮2;然后将模孔直径分别为0.472mm、0.446mm、0.419mm、0.396mm、0.373mm、0.352mm、0.335mm、0.318mm、0.30mm的金刚石拉丝模具依次放置于第四道、第五道、第六道,直至第十二道拉丝模具处;接着将移动导轮4-1调整到与第四道拉丝模具6-4同等高度;将直径0.5mm丝坯先用酸腐蚀头部,直至头部直径小于0.3mm;然后调整放线机1张力稳定放线,将丝材3引出,经移动导轮4-1导向第四道左卷筒5-4-1,然后穿过第四道拉丝模具6-4,再绕过第四道右卷筒5-4-2,进入第五道左卷筒5-5-1,再穿过第五道拉丝模具6-5,经过第五道右卷筒5-5-2,进入第六道左卷筒5-6-1,如此反复,直至绕过第十三道左卷筒5-13,再经固定导轮组件7进入收线机9,设置拉拔线速度为15m/min进行滑动式连续冷拉拔。最终,通过9道次冷拉拔制备出直径0.3mm的TC4微细丝。
实施实例2:
直径0.05mm TiNi合金微细丝材生产方法。首先将直径0.1mm TiNi合金坯料退火后绕于放线轮2;然后将模孔直径分别为0.094mm、0.089mm、0.084mm、0.079mm、0.075mm、0.071mm、0.067mm、0.063mm、0.059mm、0.056mm、0.053mm、0.05mm的金刚石拉丝模具依次放置于第一道、第二道、第三道,直至第十二道拉丝模具处;接着将移动导轮4-1调整到与第一道拉丝模具6-1同等高度;将直径0.1mm丝坯先用酸腐蚀头部,直至头部直径小于0.05mm;然后调整放线机1张力稳定放线,将丝材3引出,经移动导轮4-1导向第一道左卷筒5-1-1,然后穿过第一道拉丝模具6-1,再绕过第一道右卷筒5-1-2,进入第二道左卷筒5-2-1,再穿过第二道拉丝模具6-2,经过第二道右卷筒5-2-2,进入第三道左卷筒5-3-1,如此反复,直至经过第十三道左卷筒5-13,再经固定导轮组件7进入收线机9,设置拉拔线速度为20m/min进行滑动式连续冷拉拔。最终,通过12道次冷拉拔制备出直径0.05mm的TiNi超细丝。
本发明的加工金属丝材的滑动式多模拉丝系统,适用于拉拔生产直径Φ≤0.5mm的微细丝材。