门帘自动上料裁切拧螺丝设备
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及一种锁螺丝设备,具体涉及一种门帘自动上料裁切拧螺丝设备。
背景技术
门帘,即为门口挂的帘子,用来遮挡视线、通风、挡蚊虫等。常用于卧室和客厅。
现如今的门帘,多为左右两扇的整体式纱窗门帘,主要用于避免蚊虫进入室内。为了实现门帘的自动闭合,门帘的顶部和底部均设置有端板,门帘的侧面设置有磁吸条。端板可以实现门帘的张开和绷紧,磁吸条用于实现两扇门帘的闭合连接。
在门帘的生产加工过程中,需要对纱窗进行定长裁切,并且通过螺丝实现纱窗门帘与端板的连接,同时将磁吸条装配在纱窗门帘的侧边。
现有技术如申请号为:201420452650.5,公告号为:CN204000394U,名称为《一种门帘切割打孔机》的中国实用新型专利,记载了“包括矩形底座,底座中间设有与底座同宽的矩形第一凹槽,第一凹槽中间设有与第一凹槽同长的矩形第一通孔,第一通孔将第一凹槽分为后凹槽和前凹槽,第一通孔的两边上设有第二凹槽,第一通孔与后凹槽连接处设有第三凹槽,底座的右上角处设有两个前后间隔的第一固定座和第二固定座,第一通孔上设有相同形状的底板,底板的凸起卡在第二凹槽和第三凹槽内,底板后端设有与底板同长的矩形第四凹槽,底板左右两侧与第四凹槽连接处设有对称的通透第二通孔,两个第二通孔之间设有多个均匀间隔排列的通透第三圆孔,底座的第一通孔的两侧上固定有H形支架,支架从后至前依次设有第一挡板、第二挡板、切边刀孔和打孔冲刀孔、第三挡板,第一挡板和第二挡板间隔排列,第二挡板的左端设有凸台,第二挡板的右端设有第三固定座,第三固定座的前侧设有第四固定座,第三挡板位于H形支架前端且与支架在同一平面上,第二挡板的前侧设有多个横向间隔排列的打孔冲刀孔和两个对称的横向F形切边刀孔,打孔冲刀孔和F形切边刀孔内分别装有弹性打孔冲刀和弹性F形切边刀,切边刀下端的刀片呈倾斜状,切边刀上表面固定有弹性切边刀盖,打孔冲刀孔和第三圆孔对齐,第三固定座和第四固定座之间通过第一转轴连接有打孔切边手柄,第一挡板和第二挡板的右端通过第二转轴连接有裁切手柄,裁切手柄下端固定有裁切刀片,第一挡板和第三固定座分别对齐第一固定座和第二固定座,第三挡板上表面的中间固定有压紧装置,第一凹槽的前端的两侧固定有对称的可调节限位卡尺,支架通过螺丝固定在底座上”的技术方案。
上述方案通过压紧装置对门帘进行压紧定位,并通过裁切刀片实现门帘的裁切,同时通过打孔冲刀对门帘进行打孔;虽然可以实现门帘的定位、裁切以及打孔操作,但是存在以下技术问题:
上述方案中,裁切门帘之前,需要人工将门帘拉拽到位,此操作无法精准控制门帘的拉动距离,因此会导致门帘的裁切精度较低;
上述方案中,打孔是为了方便后续锁螺丝固定端板,但是装配端板和锁螺丝的操作,需要在后续的工序中实现,因此功能较少;
上述方案中,无法对门帘侧边进行磁吸条装配操作,因此功能较少,导致分散工序较多。
发明内容
本发明的目的是:
提供一种门帘自动上料裁切拧螺丝设备,提升设备的功能集成度,可实现门帘的自动拉动上料、压紧定位、定长裁切、端板锁螺丝安装以及磁吸条的装配,确保门帘的裁切精度,提升自动化程度,减少分散工序。
为了实现上述目的,本发明提供如下的技术方案:
一种门帘自动上料裁切拧螺丝设备,包括机架,所述机架内设置有磁条装配机构、供料夹紧机构、裁切机构、静端板定位机构、动端板定位机构、末端拧螺丝机构、首端拧螺丝机构以及拉门帘机构;所述供料夹紧机构、裁切机构、静端板定位机构以及动端板定位机构沿机架的上游端至下游端依次布置;所述磁条装配机构包括导向轮组、导向夹块以及缝纫机;所述拉门帘机构位于静端板定位机构和动端板定位机构之间处的侧面,所述末端拧螺丝机构与静端板定位机构的上下位置相对应;所述首端拧螺丝机构与动端板定位机构的上下位置相对应。
进一步的,所述供料夹紧机构包括上夹架和下夹板,所述上夹架和下夹板均呈倒置的凵形,所述上夹架两端与机架上的第一升降气缸的活塞杆连接,所述下夹板两端与机架上的第二升降气缸的活塞杆连接;所述上夹架与下夹板的上下位置相对应。
进一步的,所述裁切机构包括纵向同步带模块和裁切机,所述纵向同步带模块沿机架传送方向的纵向布置,所述裁切机位于纵向同步带模块的同步带顶部;并且裁切机的水平高度与上夹架和下夹板相对应。
进一步的,所述静端板定位机构包括龙门定位架和第一定位板;所述龙门定位架与机架连接,并且龙门定位架上的直线通槽中设置有第一吸盘;所述第一定位板位于机架上的第三升降气缸的活塞杆顶部,所述龙门定位架与第一定位板的上下位置相对应;并且第一定位板上的定位槽两端设置有第一导向定位块。
进一步的,所述动端板定位机构包括滑板、U形架以及第二定位板;所述滑板与机架上的滑轨活动连接;所述U形架整体呈U形的框架,并且开口一端朝向静端板定位机构;所述U形架的顶部的直线通槽内设置有第二吸盘;所述第二定位板位于U形架底部并且与机架上的第四升降气缸的活塞杆顶部连接;所述第二定位板上的定位槽两端设置有第二导向定位块。
进一步的,所述末端拧螺丝机构包括末端三轴模组以及末端拧螺丝机,所述末端三轴模组位于机架上,所述末端拧螺丝机与末端三轴模组的移动部连接,并且末端拧螺丝机与龙门定位架的上下位置相对应。
进一步的,所述首端拧螺丝机构包括首端三轴模组以及首端拧螺丝机,所述首端三轴模组位于机架上,所述首端拧螺丝机与首端三轴模组的移动部连接,并且首端拧螺丝机与U形架顶部的上下位置相对应。
进一步的,所述拉门帘机构包括横向同步带模块、夹爪气缸以及细齿夹块,所述横向同步带模块的同步带顶部设置有横移架,所述夹爪气缸水平设置并且与横移架侧面连接;所述细齿夹块通过夹臂与夹爪气缸的夹爪连接;所述横移架具体位于静端板定位机构和动端板定位机构之间的位置处。
进一步的,所述缝纫机位于机架上的支架两端,所述导向轮组位于靠近缝纫机的缝纫口处,并且导向轮上设置有导向槽;所述导向夹块包括上下相对应的两个夹块,并且导向夹块与导向轮组的位置相对应。
本发明的有益效果为:
一种门帘自动上料裁切拧螺丝设备,通过磁条装配机构、供料夹紧机构、裁切机构、静端板定位机构、动端板定位机构、末端拧螺丝机构、首端拧螺丝机构以及拉门帘机构的综合利用,提升设备的功能集成度,可实现门帘的自动拉动上料、压紧定位、定长裁切、端板锁螺丝安装以及磁吸条的装配,确保门帘的裁切精度,并且自动化程度较高,有利于降低人力劳动强度,可完成门帘生产工序所需的全部操作,显著减少分散工序。
附图说明
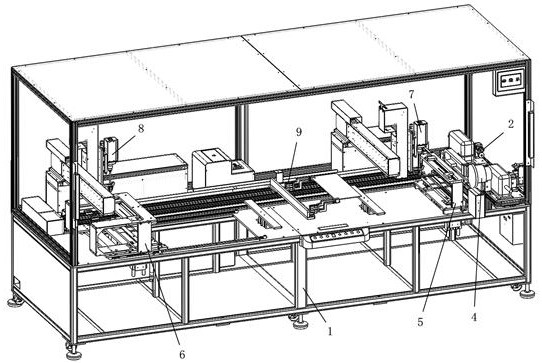
图1为本发明一种门帘自动上料裁切拧螺丝设备的整机图。
图2为本发明一种门帘自动上料裁切拧螺丝设备的部分结构图。
图3为本发明一种门帘自动上料裁切拧螺丝设备的磁条装配机构示意图。
图4为本发明一种门帘自动上料裁切拧螺丝设备的供料夹紧机构与静端板定位机构示意图。
图5为图4所示结构的另一角度视图。
图6为本发明一种门帘自动上料裁切拧螺丝设备的裁切机构示意图。
图7为本发明一种门帘自动上料裁切拧螺丝设备的动端板定位机构示意图。
图8为图7所示机构的部分结构示意图。
图9为本发明一种门帘自动上料裁切拧螺丝设备的拉门帘机构示意图。
图10为图9所示机构的部分结构示意图。
图11为本发明一种门帘自动上料裁切拧螺丝设备的末端拧螺丝机构示意图。
图12为本发明一种门帘自动上料裁切拧螺丝设备的首端拧螺丝机构示意图。
图中标记:
1、机架;
2、磁条装配机构;21、导向轮组;22、导向夹块;23、缝纫机;
3、供料夹紧机构;31、上夹架;32、下夹板;33、第一升降气缸;34、第二升降气缸;
4、裁切机构;41、纵向同步带模块;42、裁切机;
5、静端板定位机构;51、龙门定位架;52、第一吸盘;53、第一定位板;54、第三升降气缸;55、第一导向定位块;
6、动端板定位机构;61、滑轨;62、插块;63、插钉;64、滑板;65、U形架;66、第二吸盘;67、第二定位板;68、第四升降气缸;69、第二导向定位块;
7、末端拧螺丝机构;71、末端三轴模组;72、末端拧螺丝机;
8、首端拧螺丝机构;81、首端三轴模组;82、首端拧螺丝机;
9、拉门帘机构;91、横向同步带模块;92、横移架;93、夹爪气缸;94、夹臂;95、细齿夹块。
实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明作进一步的详细说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
参考图1至图12,一种门帘自动上料裁切拧螺丝设备,包括机架1,机架1内设置有磁条装配机构2、供料夹紧机构3、裁切机构4、静端板定位机构5、动端板定位机构6、末端拧螺丝机构7、首端拧螺丝机构8以及拉门帘机构9;其中磁条装配机构2用于对门帘和磁吸条进行导向,供料夹紧机构3用于对门帘进行夹紧,避免裁切后垂落;裁切机构4用于对门帘进行裁切;静端板定位机构5和动端板定位机构6分别用于实现门帘两端的夹紧定位以及端板的定位;末端拧螺丝机构7、首端拧螺丝机构8分别用于实现门帘末端和首端的拧螺丝,实现与端板的固定连接;拉门帘机构9用于精准拉动门帘,实现定长上料。
供料夹紧机构3、裁切机构4、静端板定位机构5以及动端板定位机构6沿机架1的上游端至下游端依次布置;磁条装配机构2包括导向轮组21、导向夹块22以及缝纫机23;拉门帘机构9位于静端板定位机构5和动端板定位机构6之间处的侧面,末端拧螺丝机构7与静端板定位机构5的上下位置相对应,对应实现拧螺丝操作;首端拧螺丝机构8与动端板定位机构6的上下位置相对应,对应实现拧螺丝操作。
供料夹紧机构3包括上夹架31和下夹板32,上夹架31和下夹板32均呈倒置的凵形,上夹架31两端与机架1上的第一升降气缸33的活塞杆连接,第一升降气缸33驱动上夹架31上下升降移动,下夹板32两端与机架1上的第二升降气缸34的活塞杆连接,第二升降气缸34驱动下夹板32上下升降移动;上夹架31与下夹板32的上下位置相对应,对应实现门帘的夹紧与松开。
裁切机构4包括纵向同步带模块41和裁切机42,纵向同步带模块41沿机架1传送方向的纵向布置,裁切机42位于纵向同步带模块41的同步带顶部;并且裁切机42的水平高度与上夹架31和下夹板32相对应,纵向同步带模块41用于驱动裁切机42水平往复移动,裁切机42用于实现门帘的切断。
静端板定位机构5包括龙门定位架51和第一定位板53;龙门定位架51与机架1连接,并且龙门定位架51上的直线通槽中设置有第一吸盘52;第一定位板53位于机架1上的第三升降气缸54的活塞杆顶部,第三升降气缸54用于驱动第一定位板53上下升降移动,龙门定位架51与第一定位板53的上下位置相对应;并且第一定位板53上的定位槽两端设置有第一导向定位块55,第一导向定位块55用于对端板的放入动作进行导向,同时实现端板的侧面定位。
动端板定位机构6包括滑板64、U形架65以及第二定位板67;滑板64与机架1上的滑轨61活动连接;U形架65整体呈U形的框架,并且开口一端朝向静端板定位机构5,可实现让位,避免与拉门帘机构9的门帘拉动操作结构干涉;U形架65的顶部的直线通槽内设置有第二吸盘66;第二定位板67位于U形架65底部并且与机架1上的第四升降气缸68的活塞杆顶部连接,第四升降气缸68用于驱动第二定位板67上下升降移动;第二定位板67上的定位槽两端设置有第二导向定位块69,第二导向定位块69用于对端板的放入动作进行导向,同时实现端板的侧面定位。
末端拧螺丝机构7包括末端三轴模组71以及末端拧螺丝机72,末端三轴模组71位于机架1上,末端拧螺丝机72与末端三轴模组71的移动部连接,并且末端拧螺丝机72与龙门定位架51的上下位置相对应,末端三轴模组71用于驱动末端拧螺丝机72在XYZ三轴的移动,末端拧螺丝机72为现有成熟技术,用于实现门帘与端板的锁螺丝连接。
首端拧螺丝机构8包括首端三轴模组81以及首端拧螺丝机82,首端三轴模组81位于机架1上,首端拧螺丝机82与首端三轴模组81的移动部连接,并且首端拧螺丝机82与U形架65顶部的上下位置相对应,首端三轴模组81用于驱动首端拧螺丝机82在XYZ三轴的移动,首端拧螺丝机82为现有成熟技术,用于实现门帘与端板的锁螺丝连接。
拉门帘机构9包括横向同步带模块91、夹爪气缸93以及细齿夹块95,横向同步带模块91的同步带顶部设置有横移架92,横向同步带模块91用驱动横移架92水平往复移动,夹爪气缸93水平设置并且与横移架92侧面连接;细齿夹块95通过夹臂94与夹爪气缸93的夹爪连接,夹爪气缸93驱动夹臂94动作,实现细齿夹块95对门帘的夹紧或者松开;横移架92具体位于静端板定位机构5和动端板定位机构6之间的位置处。
缝纫机23位于机架1上的支架两端,导向轮组21位于靠近缝纫机23的缝纫口处,并且导向轮上设置有导向槽,导向槽用于对门帘侧面的磁吸条进行导向,避免磁吸条歪斜;导向夹块22包括上下相对应的两个夹块,并且导向夹块22与导向轮组21的位置相对应,导向夹块22用于对门帘进行导向,同时用于保持门帘两侧包覆磁吸条的姿态,避免门帘两侧的包覆部位回弹;缝纫机23用于将门帘两侧的包覆部位缝在门帘靠近侧边的位置上,实现磁吸条的固定。
本发明的工作原理为:
首先将两侧含有磁吸条的纱窗门帘放入磁条装配机构2的导向轮组,磁吸条位于门帘的两侧,并且门帘两侧呈U形包覆磁吸条;门帘的两侧从导向夹块22的两个夹块中经过,随后从导向轮组21的导向轮之间经过,并且磁吸条位于导向轮的导向槽中;
根据设计参数调整动端板定位机构6的滑板64的具体位置,滑板64沿滑轨61滑动到位后,将插钉63向下插入至插块62上对应的孔中,实现动端板定位机构6的定位,为门帘的定长裁切做准备;
将待进行装配的端板分别放入至静端板定位机构5的第一定位板53上的定位槽内和动端板定位机构6的第二定位板67上的定位槽内;第一导向定位块55可对端板进行放置导向和定位;第二导向定位块69可对端板进行放置导向和定位;
门帘的末端经过导向夹块22和导向轮组21后,经过缝纫机23,被供料夹紧机构3的上夹架31和下夹板32夹紧定位;
拉门帘机构9的横向同步带模块91驱动横移架92朝向供料夹紧机构3移动,夹爪气缸93驱动夹臂94张开;移动到位后,门帘的末端位于上下两个细齿夹块95之间;此时夹爪气缸93的夹爪驱动夹臂94闭合,细齿夹块95即可夹紧门帘的末端;第一升降气缸33驱动上夹架31上升,第二升降气缸34驱动下夹板32下降,即上夹架31和下夹板32松开门帘;横向同步带模块91驱动横移架92朝向动端板定位机构6移动,实现门帘的拉动;拉动至U形架65内的指定位置后停止,实现门帘的定长供料;
在门帘的拉动过程中,导向轮组21对门帘和门帘上的磁吸条进行导向,门帘经过缝纫机23的缝纫口,缝纫机23对门帘两侧包覆磁吸条的部分进行自动缝线,实现磁吸条的固定;
拉动到位后,第三升降气缸54驱动第一定位板53上移,直至第一定位板53配合龙门定位架51夹紧门帘的末端;此时第一吸盘52自上而下压紧门帘,实现定位;端板与门帘的末端相接触;
第四升降气缸68驱动第二定位板67上移,直至第二定位板67配合U形架65的顶部夹紧门帘的首端;此时第二吸盘66自上而下压紧门帘,实现定位;端板与门帘的首端相接触;
末端拧螺丝机构7的末端三轴模组71驱动末端拧螺丝机72动作,末端拧螺丝机72的电批的批杆贯穿龙门定位架51上的通槽,将螺钉贯穿门帘并锁入端板中,实现门帘末端与端板的紧固连接;
首端拧螺丝机构8的首端三轴模组81驱动首端拧螺丝机82动作,首端拧螺丝机82的电批的批杆贯穿U形架65上的通槽,将螺钉贯穿门帘并锁入端板中,实现门帘首端与端板的紧固连接;
此时门帘的首端和尾端均被夹紧定位,裁切机构4的纵向同步带模块41驱动裁切机42纵向水平移动;裁切机42的高速电机驱动裁切刀片旋转,从而实现对门帘的纵向切割,完成门帘的定长裁切;
随后所有的气缸复位,将完成加工的门帘取出,至此实现门帘的自动拉动上料、压紧定位、定长裁切、端板锁螺丝安装以及磁吸条的装配工序。
在本发明中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
上述实施例用于对本发明作进一步的说明,但并不将本发明局限于这些具体实施方式。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应理解为在本发明的保护范围之内。
- 排线裁切收料装置和柔性线路板生产设备
- 一种雾化芯自动上料注油烟嘴自动上料旋拧设备
- 一种雾化芯自动上料注油烟嘴自动上料旋拧设备