一种中厚板的大倾斜矫直方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及冶金技术领域,特别是涉及一种中厚板的大倾斜矫直方法。
背景技术
在中厚板生产的过程中,由于轧辊辊缝不均匀或是冷却不均匀,会导致轧件发生产生边浪、中浪等板形缺陷,尤其是采用TMCP(控轧控冷)技术生产的轧件,内应力较大,板形的控制更加困难,对轧件的合格率,成材率都有较大的影响。因此为了保证板形,通常在轧制和冷却后的轧件需要经过热矫直工序。
现有技术中,通常利用矫直机辊缝微倾斜(出口辊缝-入口辊缝≤0.65mm)的方法来对轧件进行矫直,矫直机入口和出口的矫直力相差较小,矫直效果较差,无法满足客户提出的不平度要求。
发明内容
本发明所要解决的技术问题是,克服现有技术的缺点,提供一种中厚板的大倾斜矫直方法。
为了解决以上技术问题,本发明的技术方案如下:
一种中厚板的大倾斜矫直方法,包括:
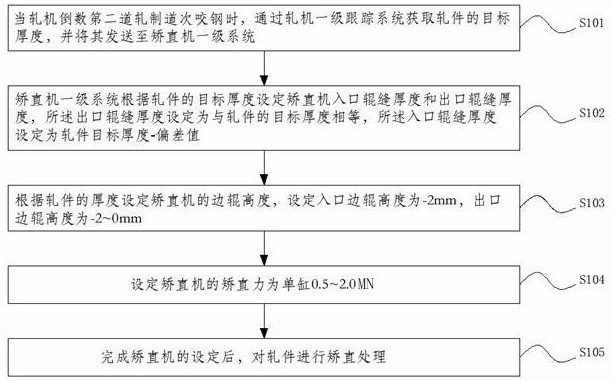
当轧机倒数第二道轧制道次咬钢时,通过轧机一级跟踪系统获取轧件的目标厚度,并将其发送至矫直机一级系统;
矫直机一级系统根据轧件的目标厚度设定矫直机入口辊缝厚度和出口辊缝厚度,所述出口辊缝厚度设定为与轧件的目标厚度相等,所述入口辊缝厚度设定为轧件目标厚度-偏差值,所述偏差值为1.0~3.5mm;
根据轧件的厚度设定矫直机的边辊高度,设定入口边辊高度为-2mm,出口边辊高度为-2~0mm;
设定矫直机的矫直力为单缸0.5~2.0MN;
完成矫直机的设定后,对轧件进行矫直处理。
作为本发明所述中厚板的大倾斜矫直方法的一种优选方案,其中:当所述轧件为平轧钢板且返红温度大于650℃时,若轧件目标厚度大于等于12mm且小于等于20mm,则所述偏差值为2.5~3.5mm;若轧件目标厚度大于20mm且小于等于25mm,则所述偏差值为2.0~3.5mm;若轧件目标厚度大于25mm且小于35mm,则所述偏差值为1.5~3.5mm;若轧件目标厚度大于等于35mm,则所述偏差值为1.0~3.5mm。
作为本发明所述中厚板的大倾斜矫直方法的一种优选方案,其中:当所述轧件为平轧钢板且返红温度小于650℃时,若轧件目标厚度大于等于12mm且小于等于20mm,则所述偏差值为3.5mm;若轧件目标厚度大于20mm且小于等于25mm,则所述偏差值为3.0~3.5mm;若轧件目标厚度大于25mm且小于35mm,则所述偏差值为2.5~3.5mm;若轧件目标厚度大于等于35mm,则所述偏差值为1.5~3.5mm。
作为本发明所述中厚板的大倾斜矫直方法的一种优选方案,其中:当所述轧件为卷轧钢板且为普通碳素结构钢或低合金钢时,若轧件目标厚度大于6mm且小于12mm,则所述偏差值为2.0~3.5mm;若轧件目标厚度大于等于4mm且小于等于6mm,则所述偏差值为3.0~3.5mm。
作为本发明所述中厚板的大倾斜矫直方法的一种优选方案,其中:当所述轧件为卷轧钢板且为高强度钢时,若轧件目标厚度大于6mm且小于12mm,则所述偏差值为2.5~3.5mm;若轧件目标厚度大于等于4mm且小于等于6mm,则所述偏差值为3.5mm。
本发明的有益效果是:
本发明可操作性强,操作人员学习成本低,且无需新增矫直设备即可达到较好的矫直效果,同时能够保证生产的稳定性,降低了轧件的瓢曲发生率,减少了后道工序的矫直压力,降低了板形的挽救成本。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。
图1为本发明提供的中厚板的大倾斜矫直方法的流程示意图;
图2为矫直机完成设定后操作侧的主视图;
图3为矫直机的俯视图;
其中:1、轧件;21、出口操作侧液压缸;22、入口操作侧液压缸;31、出口传动侧液压缸;32、入口传动侧液压缸;4、上辊盒;5、下辊盒;6、辊道;7、矫直机框架;8、出口边辊;9、入口边辊。
实施方式
为使本发明的内容更容易被清楚地理解,下面根据具体实施方式并结合附图,对本发明作出进一步详细的说明。
图1为本申请实施例提供的中厚板的大倾斜矫直方法的流程示意图,该方法包括步骤S101~步骤S105,具体步骤说明如下:
步骤S101:当轧机倒数第二道轧制道次咬钢时,通过轧机一级跟踪系统获取轧件的目标厚度,并将其发送至矫直机一级系统;
步骤S102:矫直机一级系统根据轧件的目标厚度设定矫直机入口辊缝厚度和出口辊缝厚度,所述出口辊缝厚度设定为与轧件的目标厚度相等,所述入口辊缝厚度设定为轧件目标厚度-偏差值。其中,偏差值为1.0~3.5mm。
步骤S103:根据轧件的厚度设定矫直机的边辊高度,设定入口边辊高度为-2mm,出口边辊高度为-2~0mm;
步骤S104:设定矫直机的矫直力为单缸0.5~2.0MN;
步骤S105:完成矫直机的设定后,对轧件进行矫直处理。
其中,步骤S102中,偏差值的取值与轧件钢种以及成品厚度相关。
具体的,当轧件为平轧钢板且返红温度大于650℃时,若轧件目标厚度大于等于12mm且小于等于20mm,则偏差值为2.5~3.5mm;若轧件目标厚度大于20mm且小于等于25mm,则偏差值为2.0~3.5mm;若轧件目标厚度大于25mm且小于35mm,则偏差值为1.5~3.5mm;若轧件目标厚度大于等于35mm,则偏差值为1.0~3.5mm。
当轧件为平轧钢板且返红温度小于650℃时,若轧件目标厚度大于等于12mm且小于等于20mm,则偏差值为3.5mm;若轧件目标厚度大于20mm且小于等于25mm,则偏差值为3.0~3.5mm;若轧件目标厚度大于25mm且小于35mm,则偏差值为2.5~3.5mm;若轧件目标厚度大于等于35mm,则偏差值为1.5~3.5mm。
当轧件为卷轧钢板且为普通碳素结构钢或低合金钢时,若轧件目标厚度大于6mm且小于12mm,则偏差值为2.0~3.5mm;若轧件目标厚度大于等于4mm且小于等于6mm,则偏差值为3.0~3.5mm。
当轧件为卷轧钢板且为高强度钢时,若轧件目标厚度大于6mm且小于12mm,则偏差值为2.5~3.5mm;若轧件目标厚度大于等于4mm且小于等于6mm,则偏差值为3.5mm。
下面以23.6mm的S355J0钢板作为轧件为例,钢板倒数第二道咬钢后,轧机一级跟踪系统将钢板数据发送至矫直机一级画面,操作人员根据成品厚度和钢种在一级画面设置入口辊缝21.6mm,出口辊缝23.6mm,入口边辊9高度为-2mm,出口边辊8高度为0mm,设置完成后重新发送矫直数据。矫直机接收数据后,位于矫直机框架7的入口操作侧液压缸22和入口传动侧液压缸32开始动作,直至达到设定参数。辊缝到位后,轧件1通过辊道6开往矫直机方向,以0.5m/s的速度从入口进入矫直机,轧件1进入矫直机后矫直速度逐渐上升至1.8m/s,同时入口操作侧液压缸22和入口传动侧液压缸32的矫直力为1.6MN,出口操作侧液压缸21和出口传动侧液压缸31的矫直力为0.8MN,直至轧件1矫直完成。
由此,本申请的技术方案无需新增矫直设备即可达到较好的矫直效果,同时能够保证生产的稳定性,降低了轧件的瓢曲发生率,减少了后道工序的矫直压力,降低了板形的挽救成本。
除上述实施例外,本发明还可以有其他实施方式;凡采用等同替换或等效变换形成的技术方案,均落在本发明要求的保护范围。
- 一种基于离散寻优的管材矫直机工作辊倾斜角调整方法
- 一种用于中厚板炉卷轧线的钢板矫直装置及其矫直方法
- 一种用于中厚板矫直的装置及矫直方法