一种电流引线接头结构及其焊接方法
文献发布时间:2024-01-17 01:15:20
技术领域
本发明涉及电流引线技术领域,尤其涉及一种电流引线接头结构及其焊接方法。
背景技术
用于液氦浸泡式线圈测试的杜瓦包含内容器和外容器,内外容器之间有个真空夹层,内容器中装有低温液体:比如液氮(-196℃)或液氦(-269℃),处于内容器里的超导线圈一般是用处在室温下的电源来励磁的。从室温到处于液氦温度超导线圈的过渡段称为电流引线。在测试杜瓦内部低温容器中,保护电路、超导开关和超导线圈等组件的引出线都是通过电流引线与室温电源相连接的,各组件引出线通过焊料固定在电流引线的端部接头结构处,电流引线焊接端子的漏热在很大程度上决定着超导磁体在励磁测试时液氦的消耗量,另外也会存在失超的风险。
目前,液氦浸泡式超导线圈测试杜瓦所用的电流引线接头结构是通过保护电路、超导开关和超导线圈等组件的引出线与电流引线端部接头焊接构成,具体焊接方法如下:
(1)在焊接前,先将各组件的引出线制备出200mm左右的待焊超导裸线;
(2)将各组件的引出线超导裸线表面借用电烙铁都挂上焊料;
(3)将电流引线的端部接头结构处也借助电烙铁充分挂上焊料;
(4)将挂好焊料的各组件引出线超导裸线缠绕在电流引线端部,外围再间断性地缠绕铜丝;
(5)对缠绕铜丝后的线材整体再次使用焊料进行焊接,完成焊点加固。
但是,采用上述焊接工艺得到的电流引线接头结构存在如下缺点:
(1)焊点接触电阻大,存在局部热点隐患
尽管各组件引出线与电流引线端部接头在焊接前,它们都充分挂上焊料,但是还是会存在接触贴合不完全的问题,从而导致虚接使接触电阻变大,并且铜丝在缠绕加固的同时,一定程度上亦成为焊点的一部分,会存在电流通过,从而在铜丝上产生热点,存在使焊点部位超导线升温失超的隐患,增加了励磁测试过程中液氦的消耗,同时也降低了超导线圈励磁过程的稳定性。
(2)拆装困难
铜丝缠绕以及焊料覆盖,导致对使用超导线材的设备拆解维修困难,焊点拆卸复杂,容易对线材造成损伤。
发明内容
为解决上述技术问题,本发明提供了一种电流引线接头结构及其焊接方法,能够解决现有技术中的电流引线接头结构的焊点接触电阻大,存在局部热点隐患,且拆装困难的技术问题。
根据本发明的一方面,提供了一种电流引线接头结构,所述结构包括焊管、电流引线、超导线材和焊料;
所述焊管为变管径管状结构,所述焊管的管径从上端口到下端口逐渐减小;
所述电流引线的第一段设置在所述焊管内,所述电流引线的第二段设置在所述焊管外,所述电流引线的第二段与所述上端口之间的距离小于所述电流引线的第二段与所述下端口之间的距离;
所述超导线材的第一段为去除包裹层的超导裸线,第二段为未去除包裹层的超导母线,所述超导裸线设置在所述焊管内,且位于所述焊管与所述电流引线之间,所述超导母线设置在所述焊管外,所述超导母线与所述上端口之间的距离大于所述超导母线与所述下端口之间的距离;
所述焊料铺设在所述焊管内,且完全浸没所述超导裸线,通过加热并冷却所述焊料,使所述超导裸线、所述电流引线的第一段和所述焊料融为一体,以实现对所述超导线材和所述电流引线的焊接。
优选的,所述结构还包括绝缘层,所述绝缘层包裹在所述电流引线的第二段的外侧。
优选的,所述焊管的中心线、所述电流引线和所述超导裸线均平行。
优选的,所述超导裸线线径与所述电流引线外径之和大于或等于0.95倍的所述焊管的下端口内径且小于所述焊管的下端口内径。
优选的,所述超导裸线的长度大于或等于0.95倍的所述焊管的高度且小于所述焊管的高度。
优选的,所述超导裸线的长度范围为175~185mm。
优选的,所述电流引线为铜管。
优选的,所述铜管的厚度范围为2~3mm。
优选的,所述包裹层为绝缘包裹层或金属包裹层。
根据本发明的另一方面,提供了一种电流引线接头结构的焊接方法,采用所述方法得到上述任一电流引线接头结构,所述方法包括:
对超导线材的第一段进行去除包裹层处理,得到预设长度的超导裸线;
将电流引线从焊管的上端口伸入焊管内,将超导裸线从焊管的下端口伸入焊管内,将焊管的上端口朝上,下端口朝下放置,并采用密封部件对焊管的下端口进行密封;
将焊料从焊管的上端口倒入,直至焊料充分浸没超导裸线;
对焊管内的焊料进行加热处理,使焊料熔化直至完全融为一体;
对焊管内熔化的焊料进行冷却处理以使焊料凝固,取下密封部件,完成超导线材与电流引线的焊接。
应用本发明的技术方案,与现有技术相比,具有如下有益效果:
(1)接触电阻小
各组件的超导线材与电流引线在焊接过程中,大量焊料可使它们的超导裸线充分接触,避免每一个焊点内部出现空缺,不会存在虚焊现象,大大减小了接触电阻,避免了传统可拔电流引线低温端接头电阻焦耳热过大的问题,从而减小了整个超导线圈励磁过程中的漏热量,进而减小了超导线圈由于电流引线接头发热量过大所可能引发的失超问题,提高了超导线圈励磁过程的稳定性。
(2)各组件的超导线材的超导裸线不用弯折缠绕
由于超导裸线去掉绝缘层之后强度变弱,为了避免弯折导致超导线材受损,本发明将超导裸线设置在焊管内,只需与电流引线平行放置即可,各组件的超导线材的超导裸线不用弯折缠绕。
(3)焊接和拆解简单
该结构在焊接时,只需从焊管的上端口将焊料缓慢灌入并进行加热冷却即可,拆解时只需用热风枪吹热杯状管,使管内的焊料融化便可拆卸。
附图说明
所包括的附图用来提供对本发明实施例的进一步的理解,其构成了说明书的一部分,用于例示本发明的实施例,并与文字描述一起来阐释本发明的原理。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
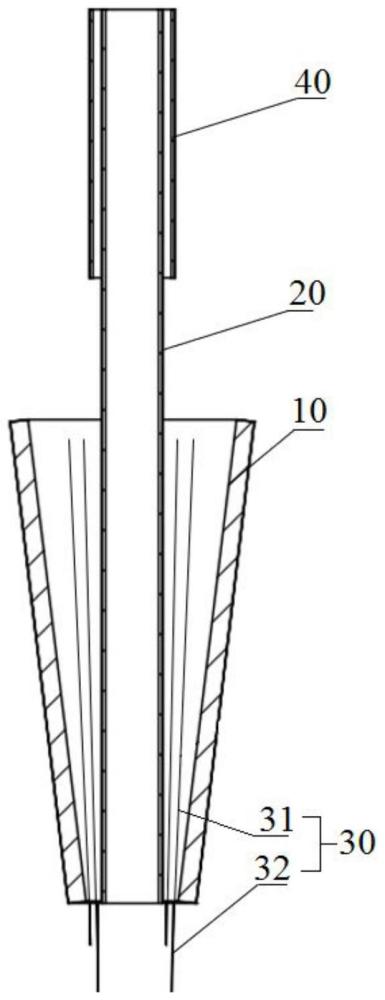
图1示出了根据本发明的一种实施例提供的电流引线接头结构的结构示意图;
图2示出了根据本发明的一种实施例提供的电流引线接头结构的焊接方法的流程图。
其中,上述附图包括以下附图标记:
10、焊管;20、电流引线;
30、超导线材;31、超导裸线;32、超导母线;
40、绝缘层。
具体实施方式
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本发明及其应用或使用的任何限制。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本发明的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
如图1所示,本发明提供了一种电流引线接头结构,所述结构包括焊管10、电流引线20、超导线材30和焊料;
所述焊管10为变管径管状结构,所述焊管10的管径从上端口到下端口逐渐减小;
所述电流引线20的第一段设置在所述焊管10内,所述电流引线20的第二段设置在所述焊管10外,所述电流引线20的第二段与所述上端口之间的距离小于所述电流引线20的第二段与所述下端口之间的距离;
所述超导线材30的第一段为去除包裹层的超导裸线31,第二段为未去除包裹层的超导母线32,所述超导裸线31设置在所述焊管10内,且位于所述焊管10与所述电流引线20之间,所述超导母线32设置在所述焊管10外,所述超导母线32与所述上端口之间的距离大于所述超导母线32与所述下端口之间的距离;
所述焊料铺设在所述焊管10内,且完全浸没所述超导裸线31,通过加热并冷却所述焊料,使所述超导裸线31、所述电流引线20的第一段和所述焊料融为一体,以实现对所述超导线材30和所述电流引线20的焊接。
本发明的电流引线接头结构,与现有技术相比,具有如下有益效果:
(1)接触电阻小
各组件的超导线材30与电流引线20在焊接过程中,大量焊料可使它们的超导裸线31充分接触,避免每一个焊点内部出现空缺,不会存在虚焊现象,大大减小了接触电阻,避免了传统可拔电流引线20低温端接头电阻焦耳热过大的问题,从而减小了整个超导线圈励磁过程中的漏热量,进而减小了超导线圈由于电流引线20接头发热量过大所可能引发的失超问题,提高了超导线圈励磁过程的稳定性。
(2)各组件的超导线材30的超导裸线31不用弯折缠绕
由于超导裸线31去掉绝缘层40之后强度变弱,为了避免弯折导致超导线材30受损,本发明将超导裸线31设置在焊管10内,只需与电流引线20平行放置即可,各组件的超导线材30的超导裸线31不用弯折缠绕。
(3)焊接和拆解简单
该结构在焊接时,只需从焊管10的上端口将焊料缓慢灌入并进行加热冷却即可,拆解时只需用热风枪吹热杯状管,使管内的焊料融化便可拆卸。
根据本发明的一种实施例,所述结构还包括绝缘层40,所述绝缘层40包裹在所述电流引线20的第二段的外侧,以实现电流引线20与室温杜瓦间的绝缘。
具体地,所述绝缘层40的材料可采用环氧树脂。
根据本发明的一种实施例,所述焊管10的中心线、所述电流引线20和所述超导裸线31均平行,避免了超导裸线31的弯折缠绕。
根据本发明的一种实施例,所述超导裸线31线径与所述电流引线20外径之和大于或等于0.95倍的所述焊管10的下端口内径且小于所述焊管10的下端口内径,避免了加热后的焊料容易从下端口流出。
根据本发明的一种实施例,所述超导裸线31的长度大于或等于0.95倍的所述焊管10的高度且小于所述焊管10的高度。
根据本发明的一种实施例,所述超导裸线31的长度范围为175~185mm。
根据本发明的一种实施例,所述电流引线20为铜管。该铜管用于承载流通励磁电流。
具体地,所述铜管的厚度范围为2~3mm。
根据本发明的一种实施例,所述包裹层为绝缘包裹层或金属包裹层。
根据本发明的一种实施例,所述焊料可采用伍德合金。
本发明的电流引线接头结构制作简便,焊接工艺简单,接头的接触效果好,接触电阻小,发热小,漏热小,性能稳定,工作运行可靠,接头的使用寿命长,最大限度地增加了低温端超导线圈引出线的稳定性,降低了超导线圈在励磁测试过程中失超的风险,提高了超导线圈励磁过程的稳定性。
如图2所示,本发明还提供了一种电流引线接头结构的焊接方法,采用所述方法得到上述任一电流引线接头结构,所述方法包括:
S10、对超导线材30的第一段进行去除包裹层处理,得到预设长度的超导裸线31;
S20、将电流引线20从焊管10的上端口伸入焊管10内,将超导裸线31从焊管10的下端口伸入焊管10内,将焊管10的上端口朝上,下端口朝下放置,并采用密封部件对焊管10的下端口进行密封;
S30、将焊料从焊管10的上端口倒入,直至焊料充分浸没超导裸线31;
S40、对焊管10内的焊料进行加热处理,使焊料熔化直至完全融为一体;
S50、对焊管10内熔化的焊料进行冷却处理以使焊料凝固,取下密封部件,完成超导线材30与电流引线20的焊接。
本发明的电流引线接头结构的焊接方法,与现有技术相比,具有如下有益效果:
(1)接触电阻小
各组件的超导线材30与电流引线20在焊接过程中,大量焊料可使它们的超导裸线31充分接触,避免每一个焊点内部出现空缺,不会存在虚焊现象,大大减小了接触电阻,避免了传统可拔电流引线20低温端接头电阻焦耳热过大的问题,从而减小了整个超导线圈励磁过程中的漏热量,进而减小了超导线圈由于电流引线20接头发热量过大所可能引发的失超问题,提高了超导线圈励磁过程的稳定性。
(2)各组件的超导线材30的超导裸线31不用弯折缠绕
由于超导裸线31去掉绝缘层40之后强度变弱,为了避免弯折导致超导线材30受损,本发明将超导裸线31设置在焊管10内,只需与电流引线20平行放置即可,各组件的超导线材30的超导裸线31不用弯折缠绕。
(3)焊接和拆解简单
该结构在焊接时,只需从焊管10的上端口将焊料缓慢灌入并进行加热冷却即可,拆解时只需用热风枪吹热杯状管,使管内的焊料融化便可拆卸。
根据本发明的一种实施例,在本发明的S10中,超导裸线31的预设长度大于或等于0.95倍的所述焊管10的高度且小于所述焊管10的高度。具体地,可设置为180mm。
根据本发明的一种实施例,在本发明的S20中,密封部件可采用橡皮泥。电流引线20可以采用铜管,该铜管的厚度范围可设置为2~3mm。
根据本发明的一种实施例,在本发明的S30中,可采用夹子夹住焊管10,以防止焊管10晃动,同时缓慢的将焊料倒入。其中,焊料可采用伍德合金。
在本发明的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
为了便于描述,在这里可以使用空间相对术语,如“在……之上”、“在……上方”、“在……上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在……上方”可以包括“在……上方”和“在……下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本发明保护范围的限制。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种YG8硬质合金顶尖与40Cr结构钢顶尖柄的接头焊接方法
- 一种铝基石墨烯复合材料及其制备方法、焊接接头和铝合金的焊接方法
- 一种用于万安级电流引线的低温超导段结构
- 电流引线接头结构及其焊接方法
- 一种超导消磁电缆与电流引线的连接方法及接头结构