一种无卤无铅高温锡膏及其制备方法
文献发布时间:2024-01-17 01:16:56
技术领域
本发明涉及电子封装焊接材料技术领域,且公开了一种无卤无铅高温锡膏及其制备方法。
背景技术
焊锡膏,也叫锡膏,是伴随着SMT(表面贴装技术)应运而生的一种新型焊接材料,是由焊锡粉、助焊剂以及其它助剂混合而成的膏状混合物。主要用于SMT行业PCB表面电阻、电容、IC等电子元器件的焊接。随着电子产品朝着微型化、轻量化和多功能化方向发展,封装技术则向高密度、窄间距和焊点微小化等方向发展,相应地,具有诸多优点的表面组装技术已成为电子封装领域应用的主流技术和工艺。作为SMT主要连接材料的锡膏成为了研究界和产业界关注的热点,其性能的好坏直接影响着焊接的质量,直接决定着电子产品的质量以及可靠性和使用寿命。
锡膏中的焊锡粉,主要由锡铅、锡铋、锡银铜合金组成,含锡铅的焊锡粉也应用广泛,但随着人类对铅及其化合物对人体的危害、环境的污染等问题的重视,无铅锡膏要逐渐代替有铅锡膏。而且欧盟ROHS对部分器件如高温工作半导体件等高铅含量的豁免指令也有明确的期限,因此,随着电子焊料技术的推进以及环保的要求,无铅锡膏应用前景广泛。
锡膏中的助焊剂对锡膏性能起着关键作用,传统的助焊剂中活性物质一般是有机胺的卤酸盐等活性剂,例如二乙胺盐酸盐、二-溴乙胺氢溴酸盐、L-谷氨酸盐酸盐、三乙胺盐酸盐、三乙胺氢溴酸盐、十六烷基三甲基氯化铵和氢溴酸环己胺盐等。该类物质活性非常高、制成的助焊剂上锡速度快、焊接效果好。然而该类物质由于焊后卤素残留物多,给产品的使用可靠性带来了极大的安全隐患,特别在高温和高湿度情况下,该类物质极容易在热场与电场的交互作用下电离出卤离子,腐蚀线路板和焊点,引起电子元器件引脚间短路,造成元器件失效,使电子产品的可靠性面临着巨大的考验。
中国专利CN110202293B公开了一种高性能无卤无铅焊锡膏及其制备方法,所述高性能无卤无铅焊锡膏由锡基合金粉末、羟基酸金属盐、酸性磷酸烷基酯、羟基亚乙基二膦酸、聚苯胺、胺类抗氧化剂、流变助剂、成膜剂和助溶剂制备得到,其中胺类抗氧化剂呈一定碱性,与酸性磷酸烷基酯、羟基亚乙基二膦酸形成不稳定的磷酸酯胺盐或磷酸胺盐,这些盐类化合物在有机溶剂中的溶解性差,易在储存及运输过程中产生沉淀析出而影响助焊剂的使用,从而使其在非水基助焊剂中的应用受到较大限制。
发明内容
为了解决上述技术问题,本发明提供了一种无卤无铅高温锡膏的制备方法,包括以下步骤:
1、一种无卤无铅高温锡膏的制备方法,其特征在于,包括以下步骤:
步骤(1)制备左旋海松醇;
将四氢呋喃、硼氢化钠加入反应釜中,密封反应釜,通氮气,在室温下向反应釜中滴加左旋海松酸的四氢呋喃溶液,然后在室温下反应1h,接着升温至55℃反应12h,再依次滴加无水乙醇、氢氧化钠水溶液,反应停止后,收集下层溶液,减压蒸馏后得到粘稠物,将粘稠物用石油醚溶解,收集溶液层,洗涤除杂,收集上层溶液,脱水,过滤得滤液,减压蒸馏后得到左旋海松醇;
步骤(2)制备左旋海松醇戊二酸单酯;
将左旋海松醇溶于甲苯中,依次加入戊二酸酐和无水乙酸钠,搅拌下进行加热回流反应,反应完成后洗涤分液,然后取有机相,干燥,减压蒸馏,分离提纯,最后得到左旋海松醇戊二酸单酯;
步骤(3)制备富马酸改性左旋海松醇戊二酸单酯;
将左旋海松醇戊二酸单酯与富马酸混合,进行反应,反应完成后,得到富马左旋海松醇戊二酸单酯;
步骤(4)制备助焊剂;
将富马左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、表面活性剂、溶剂加至反应釜中混合,在120-130℃下加热搅拌溶解,完全溶解后得到混合物料,停止加热,待混合物料冷却至75-85℃,加入氢化蓖麻油、抗氧化剂,搅拌均匀,最后冷却至室温得到助焊剂;
步骤(5)制备无卤无铅高温锡膏;
将助焊剂冷藏,室温下回温,再用三辊研磨机研磨,最后将研磨后的助焊剂与无铅锡合金粉置于真空搅拌机中混合,得到无卤无铅高温锡膏。
优选地,所述步骤(1)中,洗涤除杂包括依次用碳酸钠、氯化钠、盐酸、蒸馏水除杂,均收集上层溶液,脱水包括加入无水硫酸钠进行脱水。
优选地,所述步骤(1)中,在压力为0.01-0.02MPa,温度为55-65℃条件下减压蒸馏后得到粘稠物,在压力为0.07-0.08MPa,温度为60-70℃条件下减压蒸馏后后得到左旋海松醇。
优选地,所述步骤(1)中,左旋海松酸的四氢呋喃溶液为左旋海松酸按质量比30:300溶于四氢呋喃中制得;氢氧化钠水溶液的质量浓度为30%。
优选地,所述步骤(1)中,四氢呋喃、硼氢化钠、左旋海松酸的四氢呋喃溶液、无水乙醇、氢氧化钠水溶液的质量比为100:5.7:330:50:20。
优选地,所述步骤(2)中,左旋海松醇、甲苯、戊二酸酐、无水乙酸钠的质量比为20:160:24:0.4。
优选地,所述步骤(2)中,加热回流反应的温度为90-120℃,加热回流反应的时间为6h,洗涤包括分别用热蒸馏水洗3次、饱和食盐水洗1次,脱水包括加入无水硫酸钠进行脱水。
优选地,所述步骤(2)中,在压力为0.02MPa,温度为60℃条件下减压蒸馏,分离提纯,最后得到左旋海松醇戊二酸单酯。
优选地,所述步骤(3)中,富马酸与左旋海松醇戊二酸单酯的质量比为3:10,反应条件为在200℃下保温反应2h。
优选地,所述步骤(4)中,富马酸改性左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、表面活性剂、溶剂、氢化蓖麻油、抗氧化剂的质量比为(10-20):(1-6):1:5:1:(65-75):2:1;其中活性物质包括辛二酸、丁二酸和羟基乙酸的复配活性物质,复配质量比为2:2:1,表面活性剂包括十二烷基酚聚氧乙烯醚,溶剂包括乙醇、异丙醇、二乙二醇丁醚和丙三醇的复配溶剂,复配体积比为3:3:3:1,抗氧化剂包括对苯二酚。
优选地,所述步骤(5)中,冷藏条件为在2-10℃冷藏12-24h,研磨后的助焊剂颗粒大小为10-20μm;无铅锡合金粉与研磨后的助焊剂的质量比为(80-90):(10-20),无铅锡合金粉包括Sn95Sb5合金粉。
优选地,室温为25℃。
优选地,采用上述的无卤无铅高温锡膏的制备方法制备得到的无卤无铅高温锡膏。
与现有技术相比,本发明具有以下有益效果:
1、本发明采用左旋海松酸作为原料,左旋海松酸是一种枞酸型树脂酸,由松香制得,具有优良的成膜性、电绝缘性、导热性、高温流动性和防潮性,以及与金属氧化物较强的反应活性,在软钎焊过程中能发挥清除金属表面氧化物、在焊点表面形成电绝缘疏水保护膜、促进流动和传热、调节粘性等多重助焊作用,是与当前厉行推广的无铅焊料具有高度适应性的理想助焊剂组分。本发明还通过将左旋海松酸还原成左旋海松醇,左旋海松醇再与戊二酸酐反应生成左旋海松醇戊二酸单酯,一方面通过酯化反应将左旋海松酸中的羧基延伸出来使之远离菲环结构,从而增强其与金属氧化物反应的能力,提高了清除金属氧化物的能力,也提高了助焊活性;另一方面,生成酯基,酯基是一种柔性基团,使得其成膜性也得到一定提高。再将左旋海松醇戊二酸单酯与富马酸反应,生成富马酸改性左旋海松醇戊二酸单酯,增加了两个羧基基团,增强了助焊活性,提高了清除金属氧化物的能力,也增强了润湿性,使焊接顺利进行。
2、本发明采用富马酸改性左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、表面活性剂、溶剂、氢化蓖麻油、抗氧化剂来制备助焊剂;其中松香胺与松香的相容性好,缓蚀性能优于苯并三氮唑,并且可保持金属表面的光洁;聚苯胺具有降低金属基材电极电位、使金属不易失去电子的功能,从而使钎料和焊接件金属的抗氧化能力大大提高,降低氧化度;活性物质中辛二酸、丁二酸配合羟基乙酸,羟基乙酸含有极性亲水基团-OH,属于液体酸,可最大程度地促进自身和有机酸电离出H
3、本发明采用的Sn95Sb5合金粉具有高温熔点,适用于高温工作环境,且是球形粉末,比表面小,能量低,在制造、存储和印刷中不易氧化,而且印刷时不会堵塞网孔。
附图说明
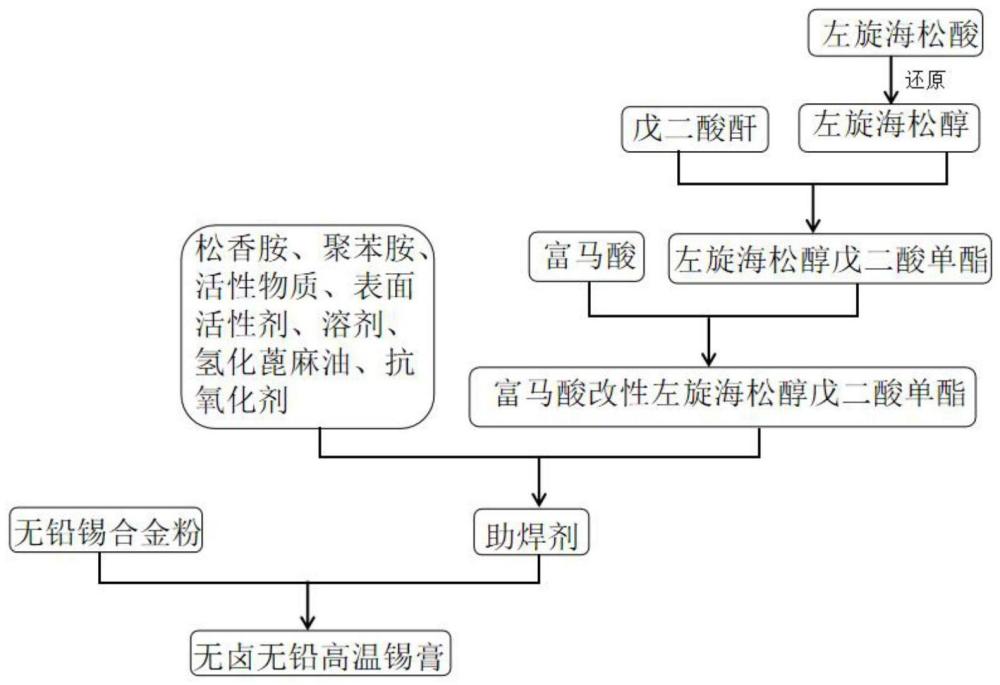
图1为本发明中制备无卤无铅高温锡膏的流程图;
图2为本发明制备左旋海松醇的反应示意图;
图3为本发明制备左旋海松醇戊二酸单酯的反应示意图;
图4为本发明制备富马酸改性左旋海松醇戊二酸单酯的反应示意图。
具体实施方式
下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例,基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
本实施例公开一种无卤无铅高温锡膏的制备方法,包括以下步骤:
步骤(1)制备左旋海松醇;
将四氢呋喃、硼氢化钠加入反应釜中,密封反应釜,通氮气,在室温下向反应釜中滴加左旋海松酸的四氢呋喃溶液,然后在室温下反应1h,接着升温至55℃反应12h,再依次滴加无水乙醇、质量浓度为30%氢氧化钠水溶液,其中四氢呋喃、硼氢化钠、左旋海松酸的四氢呋喃溶液、无水乙醇、氢氧化钠水溶液的质量比为100:5.7:330:50:20,反应停止后,收集下层溶液,在压力为0.01MPa,温度为65℃条件下减压蒸馏后得到粘稠物,将粘稠物用石油醚溶解,收集溶液层,依次用碳酸钠、氯化钠、盐酸、蒸馏水除杂,收集上层溶液,用无水硫酸钠脱水,过滤得滤液,在压力为0.07MPa,温度为70℃条件下减压蒸馏后得到左旋海松醇;
其中,左旋海松酸的四氢呋喃溶液为左旋海松酸按质量比30:300溶于四氢呋喃中制得;
步骤(2)制备左旋海松醇戊二酸单酯;
将左旋海松醇溶于甲苯中,依次加入戊二酸酐和无水乙酸钠,搅拌下进行加热回流反应,加热回流反应的温度为90℃,加热回流反应的时间为6h,其中左旋海松醇、甲苯、戊二酸酐、无水乙酸钠的质量比为20:160:24:0.4;然后洗涤分液,其中洗涤分别用热蒸馏水洗3次、饱和食盐水洗1次,分液取有机相,用无水硫酸钠脱水,在压力为0.02MPa,温度为60℃条件下减压蒸馏,分离提纯,最后得到左旋海松醇戊二酸单酯;
步骤(3)制备富马酸改性左旋海松醇戊二酸单酯;
将质量比为10:3的左旋海松醇戊二酸单酯、富马酸混合,在200℃下保温反应2h,得到富马左旋海松醇戊二酸单酯;
步骤(4)制备助焊剂;
将富马左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂加至反应釜中混合,在120℃下加热搅拌溶解,完全溶解后得到混合物料,停止加热,待混合物料冷却至75℃,加入氢化蓖麻油、对苯二酚,搅拌均匀,最后冷却至室温得到助焊剂;其中富马酸改性左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂、氢化蓖麻油、对苯二酚的质量比为10:1:1:5:1:65:2:1;
其中活性物质包括辛二酸、丁二酸和羟基乙酸的复配活性物质,复配质量比为2:2:1;溶剂包括乙醇、异丙醇、二乙二醇丁醚和丙三醇的复配溶剂,复配体积比为3:3:3:1;
步骤(5)制备无卤无铅高温锡膏;
将助焊剂在2℃冷藏12h,室温下回温,再用三辊研磨机研磨,研磨后的助焊剂颗粒大小为10μm,最后将研磨后的助焊剂与Sn95Sb5合金粉置于真空搅拌机中混合,得到无卤无铅高温锡膏;其中Sn95Sb5合金粉与研磨后的助焊剂的质量比为80:20,其中室温为25℃。
实施例2
本实施例公开一种无卤无铅高温锡膏的制备方法,包括以下步骤:
步骤(1)制备左旋海松醇;
将四氢呋喃、硼氢化钠加入反应釜中,密封反应釜,通氮气,在室温下向反应釜中滴加左旋海松酸的四氢呋喃溶液,然后在室温下反应1h,接着升温至55℃反应12h,再依次滴加无水乙醇、质量浓度为30%氢氧化钠水溶液,其中四氢呋喃、硼氢化钠、左旋海松酸的四氢呋喃溶液、无水乙醇、氢氧化钠水溶液的质量比为100:5.7:330:50:20,反应停止后,收集下层溶液,在压力为0.02MPa,温度为55℃条件下减压蒸馏后得到粘稠物,将粘稠物用石油醚溶解,收集溶液层,依次用碳酸钠、氯化钠、盐酸、蒸馏水除杂,收集上层溶液,用无水硫酸钠脱水,过滤得滤液,在压力为0.08MPa,温度为60℃条件下减压蒸馏后得到左旋海松醇;
其中,左旋海松酸的四氢呋喃溶液为左旋海松酸按质量比30:300溶于四氢呋喃中制得;
步骤(2)制备左旋海松醇戊二酸单酯;
将左旋海松醇溶于甲苯中,依次加入戊二酸酐和无水乙酸钠,搅拌下进行加热回流反应,加热回流反应的温度为120℃,加热回流反应的时间为6h,其中左旋海松醇、甲苯、戊二酸酐、无水乙酸钠的质量比为20:160:24:0.4;然后洗涤分液,其中洗涤分别用热蒸馏水洗3次、饱和食盐水洗1次,分液取有机相,用无水硫酸钠脱水,在压力为0.02MPa,温度为60℃条件下减压蒸馏,分离提纯,最后得到左旋海松醇戊二酸单酯;
步骤(3)制备富马酸改性左旋海松醇戊二酸单酯;
将质量比为10:3的左旋海松醇戊二酸单酯、富马酸混合,在200℃下保温反应2h,得到富马左旋海松醇戊二酸单酯;
步骤(4)制备助焊剂;
将富马左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂加至反应釜中混合,加热,在125℃下搅拌溶解,完全溶解后得到混合物料,停止加热,待混合物料冷却至80℃,加入氢化蓖麻油、对苯二酚,搅拌均匀,最后冷却至室温得到助焊剂;其中富马酸改性左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂、氢化蓖麻油、对苯二酚的质量比为15:4:1:5:1:70:2:1;
其中活性物质包括辛二酸、丁二酸和羟基乙酸的复配活性物质,复配质量比为2:2:1;溶剂包括乙醇、异丙醇、二乙二醇丁醚和丙三醇的复配溶剂,复配体积比为3:3:3:1;
步骤(5)制备无卤无铅高温锡膏;
将助焊剂在8℃冷藏18h,室温下回温,再用三辊研磨机研磨,研磨后的助焊剂颗粒大小为15μm,最后将研磨后的助焊剂与Sn95Sb5合金粉置于真空搅拌机中混合,得到无卤无铅高温锡膏;其中Sn95Sb5合金粉与研磨后的助焊剂的质量比为85:15。
实施例3
本实施例公开一种无卤无铅高温锡膏的制备方法,包括以下步骤:
步骤(1)制备左旋海松醇;
将四氢呋喃、硼氢化钠加入反应釜中,密封反应釜,通氮气,在室温下向反应釜中滴加左旋海松酸的四氢呋喃溶液,然后在室温下反应1h,接着升温至55℃反应12h,再依次滴加无水乙醇、质量浓度为30%氢氧化钠水溶液,其中四氢呋喃、硼氢化钠、左旋海松酸的四氢呋喃溶液、无水乙醇、氢氧化钠水溶液的质量比为100:5.7:330:50:20,反应停止后,收集下层溶液,在压力为0.01MPa,温度为60℃条件下减压蒸馏后得到粘稠物,将粘稠物用石油醚溶解,收集溶液层,依次用碳酸钠、氯化钠、盐酸、蒸馏水除杂,收集上层溶液,用无水硫酸钠脱水,过滤得滤液,在压力为0.07MPa,温度为65℃条件下减压蒸馏后得到左旋海松醇;
其中,左旋海松酸的四氢呋喃溶液为左旋海松酸按质量比30:300溶于四氢呋喃中制得;
步骤(2)制备左旋海松醇戊二酸单酯;
将左旋海松醇溶于甲苯中,依次加入戊二酸酐和无水乙酸钠,搅拌下进行加热回流反应,加热回流反应的温度为105℃,加热回流反应的时间为6h,其中左旋海松醇、甲苯、戊二酸酐、无水乙酸钠的质量比为20:160:24:0.4;然后洗涤分液,其中洗涤分别用热蒸馏水洗3次、饱和食盐水洗1次,分液取有机相,用无水硫酸钠脱水,在压力为0.02MPa,温度为60℃条件下减压蒸馏,分离提纯,最后得到左旋海松醇戊二酸单酯;
步骤(3)制备富马酸改性左旋海松醇戊二酸单酯;
将质量比为10:3的左旋海松醇戊二酸单酯、富马酸混合,在200℃下保温反应2h,得到富马左旋海松醇戊二酸单酯;
步骤(4)制备助焊剂;
将富马左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂加至反应釜中混合,加热,在130℃下搅拌溶解,完全溶解后得到混合物料,停止加热,待混合物料冷却至85℃,加入氢化蓖麻油、对苯二酚,搅拌均匀,最后冷却至室温得到助焊剂;其中富马酸改性左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂、氢化蓖麻油、对苯二酚的质量比为20:6:1:5:1:75:2:1;
其中活性物质包括辛二酸、丁二酸和羟基乙酸的复配活性物质,复配质量比为2:2:1;溶剂包括乙醇、异丙醇、二乙二醇丁醚和丙三醇的复配溶剂,复配体积比为3:3:3:1;
步骤(5)制备无卤无铅高温锡膏;
将助焊剂在10℃冷藏24h,室温下回温,再用三辊研磨机研磨,研磨后的助焊剂颗粒大小为20μm,最后将研磨后的助焊剂与Sn95Sb5合金粉置于真空搅拌机中混合,得到无卤无铅高温锡膏;其中Sn95Sb5合金粉与研磨后的助焊剂的质量比为90:10。
对比例1
本对比例公开一种无卤无铅高温锡膏的制备方法,包括以下步骤:
步骤(1)制备左旋海松醇;
将四氢呋喃、硼氢化钠加入反应釜中,密封反应釜,通氮气,在室温下向反应釜中滴加左旋海松酸的四氢呋喃溶液,然后在室温下反应1h,接着升温至55℃反应12h,再依次滴加无水乙醇、质量浓度为30%氢氧化钠水溶液,其中四氢呋喃、硼氢化钠、左旋海松酸的四氢呋喃溶液、无水乙醇、氢氧化钠水溶液的质量比为100:5.7:330:50:20,反应停止后,收集下层溶液,在压力为0.01MPa,温度为65℃条件下减压蒸馏后得到粘稠物,将粘稠物用石油醚溶解,收集溶液层,依次用碳酸钠、氯化钠、盐酸、蒸馏水除杂,收集上层溶液,用无水硫酸钠脱水,过滤得滤液,在压力为0.07MPa,温度为65℃条件下减压蒸馏后得到左旋海松醇;
其中,左旋海松酸的四氢呋喃溶液为左旋海松酸按质量比30:300溶于四氢呋喃中制得;
步骤(2)制备左旋海松醇戊二酸单酯;
将左旋海松醇溶于甲苯中,依次加入戊二酸酐和无水乙酸钠,搅拌下进行加热回流反应,加热回流反应的温度为120℃,加热回流反应的时间为6h,其中左旋海松醇、甲苯、戊二酸酐、无水乙酸钠的质量比为20:160:24:0.4;然后洗涤分液,其中洗涤分别用热蒸馏水洗3次、饱和食盐水洗1次,分液取有机相,用无水硫酸钠脱水,在压力为0.02MPa,温度为60℃条件下减压蒸馏,分离提纯,最后得到左旋海松醇戊二酸单酯;
步骤(3)制备助焊剂;
将左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂加至反应釜中混合,加热,在125℃下搅拌溶解,完全溶解后得到混合物料,停止加热,待混合物料冷却至80℃,加入氢化蓖麻油、对苯二酚,搅拌均匀,最后冷却至室温得到助焊剂;其中左旋海松醇戊二酸单酯、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂、氢化蓖麻油、对苯二酚的质量比为15:4:1:5:1:70:2:1;
其中活性物质包括辛二酸、丁二酸和羟基乙酸的复配活性物质,复配质量比为2:2:1;溶剂包括乙醇、异丙醇、二乙二醇丁醚和丙三醇的复配溶剂,复配体积比为3:3:3:1;
步骤(4)制备无卤无铅高温锡膏;
将助焊剂在8℃冷藏18h,室温下回温,再用三辊研磨机研磨,研磨后的助焊剂颗粒大小为15μm,最后将研磨后的助焊剂与Sn95Sb5合金粉置于真空搅拌机中混合,得到无卤无铅高温锡膏;其中Sn95Sb5合金粉与研磨后的助焊剂的质量比为85:15。
对比例2
本对比例公开一种无卤无铅高温锡膏的制备方法,包括以下步骤:
步骤(1)制备富马松香;
将质量比为10:3的左旋海松酸、富马酸混合,在200℃下保温反应2h,得到富马松香;
步骤(2)制备助焊剂;
将富马松香、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂加至反应釜中混合,加热,在125℃下搅拌溶解,完全溶解后得到混合物料,停止加热,待混合物料冷却至80℃,加入氢化蓖麻油、对苯二酚,搅拌均匀,最后冷却至室温得到助焊剂;其中富马松香、松香胺、聚苯胺、活性物质、十二烷基酚聚氧乙烯醚、溶剂、氢化蓖麻油、对苯二酚的质量比为15:4:1:5:1:70:2:1;
其中活性物质包括辛二酸、丁二酸和羟基乙酸的复配活性物质,复配质量比为2:2:1;溶剂包括乙醇、异丙醇、二乙二醇丁醚和丙三醇的复配溶剂,复配体积比为3:3:3:1;
步骤(3)制备无卤无铅高温锡膏;
将助焊剂在8℃冷藏18h,室温下回温,再用三辊研磨机研磨,研磨后的助焊剂颗粒大小为15μm,最后将研磨后的助焊剂与Sn95Sb5合金粉置于真空搅拌机中混合,得到无卤无铅高温锡膏;其中Sn95Sb5合金粉与研磨后的助焊剂的质量比为85:15。
以上所有实施例、对比例中,室温均为25℃。
以上对比例1、2是在实施例2的基础上进行改进的,对比例1未使用富马酸对左旋海松醇戊二酸单酯改性,对比例2未制备左旋海松醇戊二酸单酯,而使用富马酸直接与左旋海松酸反应,得到富马松香。
以上所有实施例、对比例中,四氢呋喃来自山东瑞双化工有限公司,CAS号为109-99-9;硼氢化钠来自安徽泽升科技有限公司,CAS号为16940-66-2,货号为W430001,品牌为安耐吉;无水乙醇来自山东祥盛精细化工有限公司,产品货号为XS111;氢氧化钠来自西安三浦化学试剂有限公司,CAS号为1310-73-2;石油醚来自济南创世化工有限公司,CAS号为8032-32-4;碳酸钠来自济南创世化工有限公司,CAS号为497-19-8;氯化钠来自廊坊鹏彩精细化工有限公司,CAS号为7647-14-5;无水硫酸钠来自江阴市贝壳化学有限公司,CAS号为7757-82-6;左旋海松酸来自北京百灵威科技有限公司,CAS号为79-54-9;戊二酸酐来自辽阳恒业化工有限公司,CAS号为108-55-4;富马酸来自苏州诺沃康化工有限公司,CAS号为110-17-8;松香胺来自苏州联惠化工有限公司,CAS号为1001-02-1;聚苯胺来自湖北阡陌生物科技有限公司,CAS号为5612-44-2;十二烷基酚聚氧乙烯醚来自云天化工(河南)有限公司,型号为OP-10;氢化蓖麻油来自沈阳普瑞兴精细化工有限公司;对苯二酚来自南京蓝白化工有限公司,CAS号为123-31-9;辛二酸来自东阳市百航化工有限公司,CAS号为505-48-6;丁二酸来自合肥天健化工有限公司,CAS号为110-15-6;羟基乙酸来自合肥天健化工有限公司,CAS号为79-14-1;乙醇来自斯百全化学(上海)有限公司,CAS号为64-17-5;异丙醇来自西安鑫圣工贸有限责任公司,CAS号为67-63-0;二乙二醇丁醚来自山东乐立新材料有限公司,CAS号为112-34-5;丙三醇来自常州市启迪化工有限公司,CAS号为56-81-5;Sn95Sb5合金粉来自长沙天久新材料有限公司,名称为锡合金粉锡锑5,牌号为Titd-SnSb5。
试验例
对实施例1-3和对比例1-2制得的无卤无铅高温锡膏进行性能测试:
(1)锡珠测试:根据JIS.Z.3284附录十进行检测,按照等级划分,可以分为4个等级,等级一要求无锡珠;等级二要求锡珠数量必须小于3个,且尺寸不能超过75μm;等级三要求锡珠数量超过3个,但不成环,且尺寸要求不超过75μm;等级四要求形成很多的锡珠,且形成半环;
(2)铜板腐蚀检测:根据JIS.Z.3284附录四进行检测;
(3)润湿性检测:根据JIS.Z.3284附录十进行检测,按照下列分类法表示展开度;1、锡膏熔化后润湿基材底片,并且比涂敷面积展开得更大;2、涂敷锡膏的所有区域被焊料润湿;3、涂敷锡膏的大部分区域被焊料润湿;4、基材底片不被焊料润湿,熔化的焊料呈现一个或多个焊料球;试验结果如表1所示:
表1
由表1试验结果可知,本发明制得的无卤无铅高温锡膏,绿色环保,腐蚀性低,具有良好的助焊活性、清除金属氧化物的能力,因为助焊活性好,清除金属氧化物的能力强,就不易产生锡珠。还具有良好的润湿性。将对比例1、2与实施例2的试验结果相比较可知,富马松香与左旋海松醇戊二酸单酯两者相比,富马松香具有更好的助焊活性、清除金属氧化物的能力以及润湿性。因为富马松香有两个羧基,而左旋海松醇戊二酸单酯只有一个酯基和一个羧基,所以富马松香的助焊活性、清除金属氧化物的能力更好。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种低温无卤无铅焊锡膏及其制备方法
- 一种核岛内无卤阻燃热收缩材料、核岛内无卤阻燃热收缩管及其制备方法
- 一种无卤高温尼龙PA6T增强阻燃复合材料及其制备方法
- 一种高温无铅无卤锡膏及其制备方法
- 一种高温无铅无卤锡膏及其制备方法